QC七大手法与SPCSPASPD.docx
《QC七大手法与SPCSPASPD.docx》由会员分享,可在线阅读,更多相关《QC七大手法与SPCSPASPD.docx(17页珍藏版)》请在冰豆网上搜索。
QC七大手法与SPCSPASPD
QC七大手法
一.旧七种
1、层别法(分类法、分组法)
质量问题的原因多方面,来源于不同条件(4M1E)。
为真实反映质量问题的实质性原因和变化规律,须将大量综合性统计数据按数据的不同来源(需要进行追溯)进行分类,再进行质量分析的方法。
义:
为区别各种不同原因对结果之影响,而以个别原因为主体,分别作统计分析的方法,称为层别法.
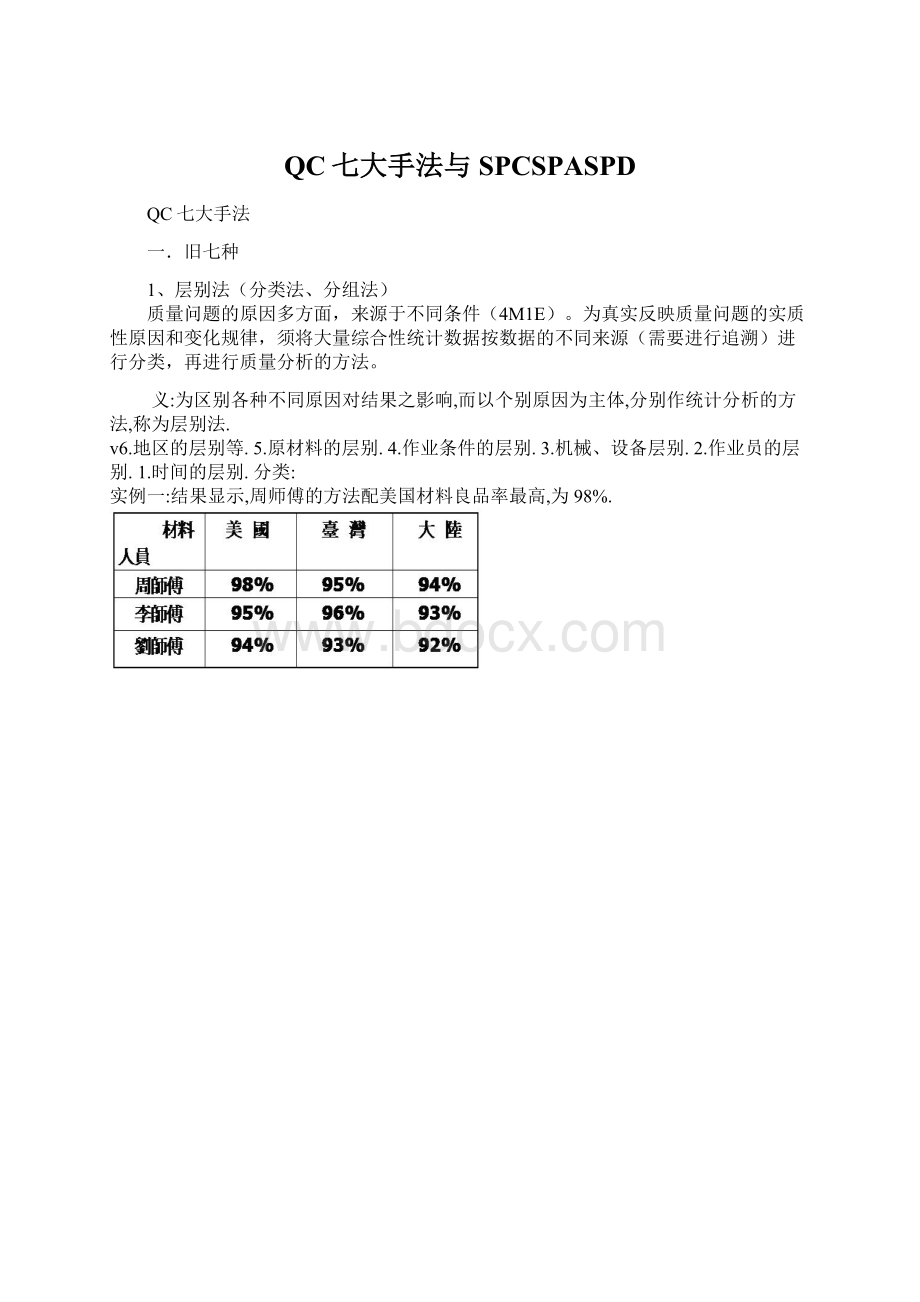
v6.地区的层别等.5.原材料的层别.4.作业条件的层别.3.机械、设备层别.2.作业员的层别.1.时间的层别.分类:
实例一:
结果显示,周师傅的方法配美国材料良品率最高,为98%.
2、检查表
用于收集和记录数据的一种表格形式,
便于按统一的方式收集数据并进行统计计算和分析
3、柏拉图
对发生频次从最高到最低的项目进行排列——简单图示技术。
∙定义:
根据所搜集之数据,按不良原因、不良状况、不良发生位置等不同区分标准,以寻求占最大比率之原因,状况或位置的一种图形.
作法:
注意事项:
1.横轴按项目别,依大小顺序由高而低排列下来,“其它”项排末位.
2.次数少的项目太多时,可归纳成“其它”项.
3.前2~3项累计影响度应在70%以上.
v6.可作不同条件的评价.5.用于整理报告或记录.4.用于发掘现场的重要问题点.3.确认改善效果.2.决定改善的攻击目标.1.作为降低不良的依据.纵轴除不良率外,也可表示其它项目.柏拉图的用途:
柏拉图应用范围:
1.时间管理.,2.安全.3.士气.4.不良率.5.成本.6.营业额.7.医疗
ABC法应用:
A.时间管理.
B.仓务管理.
C.其它.
柏拉图实例:
4、直方图
直方图也叫质量分布图、矩形图、柱形图、频数图。
它是一种用于工序质量控制的质量数据分布图形,是全面质量管理过程中进行质量控制的重要方法之一。
直方图适用于对大量计量数值进行整理加工,找出其统计规律,也就是分析数据分布的形态,以便对其整体的分布特征进行推断。
5、因果图(Causeandeffectdiagram)
——石川图、特色要因图、树枝图、鱼刺图
以结果为特性,以原因为因素,将原因和结果用箭头联系,表示因果关系。
6、管制图
也叫质量管理图或监控图。
它是通过把质量波动的数据绘制在图上,观察它是否超过控制界限来判断工序质量能否处于稳定状态。
这种方法是在1924年由美国的休哈特首创,应用简单、效果较佳、极易掌握,能直接监视控制生产过程,起到保证质量的作用。
7、散布图
相关图法又叫相关图法、简易相关分析法。
它是通过运用相关图研究两个质量特性之间的相关关系,来控制影响产品质量中相关因素的一种有效的常用方法。
相关图是把两个变量之间的相关关系,用直角坐标系表示的图表,它根据影响质量特性因素的各对数据,用小点表示填列在直角坐标图上,并观察它们之间的关系。
二.新七种:
1、系统图
表示某个质量问题与组成要素之间的关系,从而明确问题的重点,寻求达到目的所应采取的最适当的手段和措施的树状图形(倒立逻辑关系因果图)
2、关联图
把几个问题及涉及这些问题的关系极为复杂的因素之间的因果关系用箭头连接起来的图形。
3、KJ法——亲和图
KJ法(川喜田二郎KawakitaJiko)——利用卡片对语言资料进行
归纳整理的方法。
KJ法的主体方法,把收集到的大量有关特定主题的意见、观点、想法等语言文字资料,按它们相互亲近的程度用图形加以归纳、汇总。
4、矩阵图
从作为问题的事项中,找出成对的因素群,分别排列成行和列
在其交点上表示成对因素间相关程度的图形。
方法——多元思考。
5、PDPC过程决策程序图
在制定计划阶段,进行系统设计时,,事先预测可能发生的障碍
(不理想事态或结果),从而设计出一系列对策措施,以最大的可能引向最终目标。
6、矢线图(箭条图)
箭条图又称为网络计划技术,我国称为统筹法,它是安排和编制最佳日程计划,有效地实施管理进度的一种科学管理方法,其工具是箭条图。
所谓箭条图,是把推进计划所必须的各项工作,按其时间顺序和从属关系,用网络形式表示的一种"矢线图"。
一项任务或工程,可以分解为许多作业,这些作业在生产工艺和生产组织上相互依赖、相互制约,箭条图可以把各项作业之间的这种依赖和制约关系清晰地表示出来。
通过箭条图,能找出影响工程进度的关键和非关键因素,因而能进行统筹协调,合理地利用资源,提高效率与效益。
7、矩阵数据分析法
矩阵图上各元素间的关系如果能用数据定量化表示,就能更准确地整理和分析结果。
这种可以用数据表示的矩阵图法,叫做矩阵数据分析法。
在QC新七种工具中,数据矩阵分析法是唯一种利用数据分析问题的方法,但其结果仍要以图形表示。
数据矩阵分析法的主要方法为主成分分析法(Principalcomponentanalysis),利用此法可从原始数据获得许多有益的情报。
主成分分析法是一种将多个变量化为少数综合变量的一种多元统计方法。
QC九大步骤简介
1.发掘问题6.选择对象
2.选定题目7.草拟行动
3.追查原因8.成果比较Fq)z-K
4.分析资料9.标准化
5.提出办法
一.发掘问题
发掘问题之方向:
1.问题小易发挥
2.不花钱即可由小组自行解决
3.有预期之成果(成就感)K
4.可达到演练和实用之目的
脑力激荡法原则
1.不要随意打断或者批评别人的讲话,如要发言,等人家说完再说.
2.欢迎自由奔放的意见.
3.意见越多越好.
4.在他人的意见中寻找灵感
二.选定题目
选题原则:
意见一致不花钱短期内可以做到不要别人支持,选题方向:
团队合作提高生产力
提高品质降低成本
工具:
选题评估
三.追查原因
针对问题,经由脑力激荡,从4M1E找出
可能发生的原因.
工具:
鱼骨图(特性要因图)
四.分析资料
用QC七大工具找出产生问题的重点,加以分类,排列及编辑,以使小组成员修作明确的决择.|H工具:
查检表管制图直方图特性要因图柏拉图散布图层别法;
五.提出办法
针对问题重点提出解决办法,同时订出解决方案的标准,以确定小组是否有能力解决.bbN\(_7q"G工具:
鱼骨图(特性要因图)
六.选择对象
1.采用全员认为最能发挥的方式.
2.朝防止再发之方向选择.
3.对策无副作用.
选择对策要根据现状分析,检讨如何改善并将预期的成果显现出来
七.草拟行动
3W:
WHATWHOWHEN
1.把每一样工作细节列下来.
2.每位组员参与讨论取得协议.
3.开始分配任务(平均分配、组员性向、职位相关)
4.制定完成时间和期限.
八.成果比较
1.期间比较(改善前、改善中、改善后)
2.特性值比较(品质提高、成本降低、效率提升)
3.无形成果比较(意识、能力、信心、责任感、方法应用)
4.比较基准一致,且勿以单一角度比较
工具:
柏拉图比较推移图比较
九.标准化
依据现场实际状况合理制定材料、设备、制品等作业方法、手训、规定、规格等标准有组织有系统灵活有效运用以达到经营管理之目的.
1.效果维持2.减少因人而异,提高效率
3.技术储蓄4.明确权限责任易于管理
5.易于追查不良原因6.教育训练
□ 质量管理方法
第一条
目的:
确保产品质量标准化,提高质量水准。
第二条
范围:
产品及研究开发、设计。
第三条
设计质量 管理作业流程
第四条
实施单位:
工程部、业务部、质量管理部成品科及有关单位。
第五条
实施要点:
(一)工程部设计程科,依据收集的CNS、JIS、UL等国内外有关规格的资料,以及业务部、质量管理部回馈的市场调查,客户要求,客户抱怨分析等资料,设计新产品及改良现有产品。
(二)设计完成,要经试作、检验、了解生产时可能发生的问题以及是否能达到设计的质量要求。
(三)试作不合格即检查修正,再试作。
(四)试作合格即会同有关单位制定用料标准、材料规格、零件规格、产品规格、作业标准、标准工时以及QC工程表。
(五)设计的新产品如属客户订购者,则试作合格的样品,需经业务部送交客户认可后,开始受订,由企划室作生产企划。
(六)工程资料回馈有关单位,并确实执行规格、标准、蓝图等设计变更作业。
第六条 本办法经质量管理委员会核定后实施,修正时亦同。
□ 进料检验规定
第一条
目的:
确保进料质量合乎标准,确使不合格品无法纳入。
第二条
范围:
原料,外协加工品的检验。
第三条
进料检验流程
第四条
实施单位:
质量管理部进料科、加工品科、及其他有关单位。
第五条
实施要点:
(一)检验员收到验收单后,确依检验标准进行检验,并将进料厂商、品名、规格、数量、验收单号码等,填入检验记录表内。
(二)判定合格,即将进料加以标示"合格",填妥检验记录表,及验收单内检验情况,并通知仓储人员办理入仓手续。
(三)判定不合格,即将进料加以标示"不合格",填妥检验记录表及验收单内检验情况。
并即将检验情况通知采购单位(物料部、采购科或外协加工科),请购单位,由其依实际情况决定是否需要特采。
1.不需特采,即将进料加以标示"退货",并于检验记录表、验收单内注明退货,由仓储人员及采购单位办理退货手续。
2.需要特采,则依核示进行特采,将进料加以标示"特采",并于检验记录表、验收单内注明特采处理情况,以及通知有关单位办理入库或部分退回,或扣款等有关手续。
(四)进料应于收到验收单后三日内验毕,但紧急需用的进料优先办理。
(五)检验时,如无法判定合格与否,则即请工程部(设计工程科),请购单位派员会同验收,来判定合格与否,会同验收者,亦必需在检验记录表内签章。
(六)检验员执行检验时,抽样应随机化,并不得以个人或私人感情认为合用为由,予以判定合格与否。
(七)回馈进料检验情况,并将进料供应商交货质量情况及检验处理情况登记于厂商交货质量履历卡内及每月汇总于厂商交货质量月报表内。
(八)依检验情况对检验规格(材料、零件)提出改善意见或建议。
(九)检验仪器、量规的管理与校正。
(十)进料属OEM客户自行待料者,判定不合格时,请业务部联络客户处理。
第六条 本规定经质量管理委员会核定后实施,修正时亦同。
□ 制程质量管理作业办法
第一条 目的:
确保制程质量稳定,并求质量改善,提高生产效率,降低成本。
第二条 范围:
原料投入经加工至装配成品上。
第三条 制程质量管理作业流程。
第四条 实施单位:
生产部检查站人员、质量管理部制程科及有关单位。
第五条 实施要点
(一)操作人员确依操作标准操作,且于每一批的第一件加工完成后,必需经过有关人员实施首件检查,等检查合格后,才能继续加工,各组组长并应实施随机检查。
(二)检查站人员确依检查标准检查,不合格品检修后需再经检查合格后才能继续加工。
(三)质量管理部制程科派员巡回抽验,并做好制程管理与分析,以及将资料回馈有关单位。
(四)发现质量异常应立即处理,追查原因,并矫正及作成记录防止再发。
(五)检查仪器量规的管理与校正。
第六条 本办法经质量管理委员会核定后实施,修正时亦同。
□ 成品质量管理作业办法
第一条 目的 确保产品质量,使出厂的产品送至客户处能保持正常良好。
第二条 范围 加工完成的成品至出货。
第三条 成品质量管理作业流程。
第四条 实施单位 质量管理部、成品科、生产部、物料部及有关单位。
第五条 实施要点
(一)加工完成的成品要经过成品检验合格后,才能入库或出货。
(二)确依成品检验标准实施检验,判定不合格批则退回生产单位检修,检修后仍需再经成品检验。
(三)库存成品必需抽验,以确保产品质量,避免质量变异的产品送交客户,发现质量变异即调查原因(必要时会同有关单位),作好防止再发措施,并通知生产单位检修。
第六条 本办法经质量管理委员会核定后实施,修正时亦同。
□ 客户抱怨处理办法
第一条 目的 确使客户迅速获得满意的服务,对客户抱怨采取适当的处理措施,以维持公司信誉,并谋求公司改善。
第二条 范围 已完成交货手续的本公司产品,遭受客户因质量不符或不适用的抱怨。
第三条 客户抱怨的分类
(一)申诉:
这种抱怨是客户对产品不满,或要求返工、更换、或退货,于处理后不需给予客户赔偿。
(二)索赔:
客户除要求对不良品加以处理外,并依契约规定要求本公司赔偿其损失,对于此种抱怨宜慎重且尽速地查明原因。
(三)非属质量抱怨的市场抱怨:
客户刻意找种种理由,抱怨产品质量不良,要求赔偿或减价,此种抱怨则非属本公司责任。
第四条 客户抱怨处理流程
第五条 实施单位 业务部、质量管理部成品科及有关单位。
第六条 实施要点
(一)客户抱怨由业务部受理,先核对是否确有该批订货与出货,并经实地调查了解(必要时会同有关单位)确认责任属本公司后,即填妥抱怨处理单通知质量管理部调查分析。
(二)质量管理部成品科调查成品检验记录表及有关此批产品的检验资料,查出真正的原因,如无法查出,则会同有关单位查明。
(三)查明原因后,会同有关单位,针对原因,提出改善对策,防止再发。
(四)会同有关单位,对客户抱怨提出处理建议,经厂长核准后,由业务部答覆客户。
(五)将资料回馈有关单位并归档。
第柒条 本办法经质量管理委员会核定后实施,修正时亦同。
第一条 目的 对市场质量调查的资料作分析、研究,以改善产品质量及开发新产品,以迎合客户的质量要求。
第二条 范围 需求市场所要求的产品质量。
第三条 市场质量调查的内容 客户对本公司产品所接受的程度与其所要求的产品质量,以及其他竞争产品的比较。
第四条 市场质量调查流程
第五条 实施单位 业务部及有关单位
第六条 实施要点
(一)业务部以邮寄或拜访的方式,请客户填写产品质量调查表。
(二)调查表内的调查项目,即产品的质量特性,例如性能、规格、外观,以及产品价格等。
(三)整理调查资料通知有关单位。
(四)有关单位由业务部提供资料,了解客户的质量要求,并了解本公司对该产品的质量要求是否某些项目要求太严、太松,以改善产品质量,及开发新产品。
第七条 本办法经产品委员会核定后实施,修正时亦同。
QC工程表的目的是依據客戶的各種需求來製造滿足其需求產品的一種輔助工具。
QC工程表之所以能達成這個目的,是因為它對設計及篩選提供了一種結構性的方法,同時對整個系統實施能增加附加價值的管制方法。
QC工程表提供了整個系統,如何減少製程與產品變異的書面化的說明。
QC工程表不是用來取代作業標準書的。
QC工程表的方法被廣泛地應用到各種的製程與技術上。
QC工程表所扮演的是整體品質程序裡的一個整合的部分。
應該被當作活生生的文件來使用。
在品質計劃中的一個很重要的部分,就是QC工程表的製作。
QC工程表是一份敘述如何管制各種零件與製程的系統書面說明。
一份單一的QC工程表,如果是同一個製造廠商用同一個製程來進行生產,就可以應用到一群產品或產品家族上。
必要時,各種圖面可以附加在QC工程表上以作說明之用。
為了讓QC工程表發揮作用,各種製程監控的指示應明確第加以定義並持續的執行。
事實上,QC工程表說明了,將整個製程包括進料、製程、出貨以及定期性檢驗的各個階段所需採取的措施,加以詳細地說明,以確保製程所有各階段的產出均在控制中。
在正式量產中,QC工程表對需要進行管制的特性值,提供了製程進行各種監控及管制的方法說明。
由於製程會不斷地被更新及改善,所以QC工程表也隨之不斷地更新。
QC工程表在整個產品壽命週期裡,都應加以維持並被使用。
在產品壽命週期中的初期,它主要的目的是將製程管制的初步方案加以書面化與進行溝通之用。
然後,它引導我們告訴我們在製造中如何進行製程的管制及確保產品品質。
最後階段,它仍是一份活生生的書面文件,反映出現行的管制方法以及所使用的量測系統。
當量測方法及管制方法有所改善後,QC工程表也應隨之更新。
為了要讓製程管制與改善能有效的進行,必須對製程要有基本的認識。
為了對製程有充分的了解,應該組成一支具備多種學問的小組並運用各種所能取得的資訊來製作QC工程表。
這些資訊包括了:
◎製造流程圖
◎系統/設計/製程用的FMEA
◎特定的品質特性質
◎相同零件或組件
◎過去的教訓
◎製程的知識
◎設計審查
◎最佳化的方法[D.O.E、田口品質工程]<
[1]試作、量試、量產等以指出適當的分類
◎試作-在建立試作品時,所進行各種尺寸材質及績效的測試說明。
◎量試-在試作後量產前,所進行各種尺寸材質及績效的測試說明。
◎量產-在正式生產時,有關產品/製程的各種特性值、製程的管制方法、各種的測試方法、以及量測系統的完整說明。
[2]編號
◎便於追蹤之用
[3]零件編號/最後一次設變
◎將欲管制的系統、次系統、組件的編號填入。
適當時,將最後一次進行設計變更的層次或圖面規格發布日期填入。
[4]零件名稱/說明
◎將欲進行管制的產品/製程的名稱與說明填入。
[5]供應商
◎製作此份QC工程表的公司,以及適當的部門/廠別/單位填入。
[6]供應商代碼
◎客戶所賦予供應商的代碼。
[7]關鍵人名/電話
◎負責此份QC工程表的主要聯絡人的姓名及電話。
[8]核心小組
◎負責製作最後一個版次QC工程表的成員姓名與電話,最好全寫。
[9]供應商認可日期
◎供應商認可發佈本QC工程表的日期[可不填,需要在填]
[10]最初日期
◎填入本QC工程表最初定搞日期
[11]修訂日期
◎填入本QC工程表最後一次修正日期
[12]客戶工程核准/日期
◎取得負責的工程單位或人員的認可(必要時)
[13]客戶品質
◎取得負責的品質代表的認可(必要時)
[14]其他核准/日期
◎取得任何需要其同意之單位或人員的認可(必要時)
[15]零件/製程
◎此一編號通常會參照製造流程圖的編號。
如果是組件(多個零件)則將所編號有的個別零件號碼及其對照的製程均列明。
[16]製程名稱/從流程圖說明作業
◎在製造流程圖上敘述有關製造系統、次系統、組件的所有步驟。
[17]製造用的各種機器、裝置等
◎就所敘述的每一作業,確認其加工設備。
如:
機台、裝置、模治具、或其他製造用的工具。
(特性值表示製程或其產出[產品]的某種明確的特徵、尺寸或性能可以收集它的計量或計數數據。
需要時可以使用限度樣本。
)
[18]特性值編號
◎填入從適當文件如:
製造流程圖、編過號的藍圖、FMEA表、圖面等,相關參考編號。
[19]產品特性質
◎填入在圖面上有關裝配、組件、零件的各種特性或各種性能,或者主要的工程資訊。
◎核心小組應該運用各種可能的來源,進行產品各項特性值的編輯,將產品的各種特性值明確下來。
◎所有的特性值都應列舉在QC工程表上,製造廠商也有可能將正常作業中用於例行性追蹤的一些其他特性值也列舉出來。
20]製程特性值
◎是指將和產品特質性有著因果關係的製程變數(輸入變數)填入。
◎製程變數只有在發生的當時才能加以量測。
核心小組應該要去確認哪些製程特性值的變異必需加以管制,以期使產品特性值得變異減為最小。
每一個產品特性值的製程特性值可能是一個也可能是很多個。
◎在有些製程中一個製程特性值有可能會影響到多個產品特性值。
[21]特定特性值
◎由OEM廠商將特性值作適當的分類事有其必要性的,將特定的特性值加以表明,或留著給其他未標示的特性值亦可。
◎客戶有可能會使用獨特的符號來標示那些會影響到消費者安全,和配合法令、功能、健康或外觀等的重要特性值。
這些特性值有不同的名稱,如:
『重要的』、『關鍵的』、『安全的』、『顯著的』。
[22]產品/製程 & 規格/公差
◎這些規格與公差可由各種不同的工程文件上取得,但也可由各種圖面、設計審查、物料標準、電腦輔助設計的資料、製程及或裝配的各種需求。
[23]評價/量測
◎填入所使用的量測系統。
它可以包括各種用來量測零件/技術製程/製造設備用的量具、設備、工具、及或測試設備。
◎在要使用該套量測系統前或進行改善後,應先就量測系統的線性、再線性、再生性、穩定性、精確性先進行分析。
[24]抽樣數/頻率
◎當需要抽樣時將樣本大小及其頻率列出。
[25]管制方法
◎填入如何去管制該項作業。
所使用的管制方法必需要以對製程進行有效的分析作為基礎。
◎管制方法取決於現有的製程型態。
各種作業可以透過像SPC、檢驗、屬性數據、防呆設計、抽樣計劃等方法加以管制。
參照對各種典型製程如何加以管制的實例。
◎QC工程表要能將製程所實施的計劃與策略反映出來。
◎如果有用到非常詳細的管制方法,QC工程表應將該份程序文件以特定的名稱及編號加以表示。
◎管制方法應加以持續地評估以確保對製程管制的有效性。
[26]矯正規劃
◎填入必要的矯正措施來防止產生不合要求的產品,或超出管制範圍。
◎各項矯正措施的責任通常是歸屬於最靠近製程的人員,他可能是作業人員、工作設定人員、或領班,在QC工程表中應該要明確的表明責任歸屬。
各種規定應該加以書面化。
在所有可能發生的情況裡,如果對產品確定有不合格或懷疑時,都應該加以明確的辨識或隔離,並交由在本欄中所指的負責人員來處理。
本欄也可以用來標示特定的矯正計劃之編號(另行參閱該矯正計劃)及該負責此一矯正計。
什么是SPC、SPD与SPA?
1. SPC
SPC(Statistical Process Control)即统计过程控制,是20世纪20年代由美国休哈特首创的。
SPC就是利用统计技术对过程中的各个阶段进行监控,发现过程异常,及时告警,从而达到保证产品质量的目的。
这里的统计技术泛指任何可以应用的数理统计方法,而以控制图理论为主。
但SPC有其历史局限性,它不能告知此异常是什么因素引起的,发生于何处,即不能进行诊断,而在现场迫切需要解决诊断问题,否则即使要想纠正异常,也无从下手。
2
 升级会员
升级会员 