第3章机械加工工艺路线期末考试试题.docx
《第3章机械加工工艺路线期末考试试题.docx》由会员分享,可在线阅读,更多相关《第3章机械加工工艺路线期末考试试题.docx(16页珍藏版)》请在冰豆网上搜索。
第3章机械加工工艺路线期末考试试题
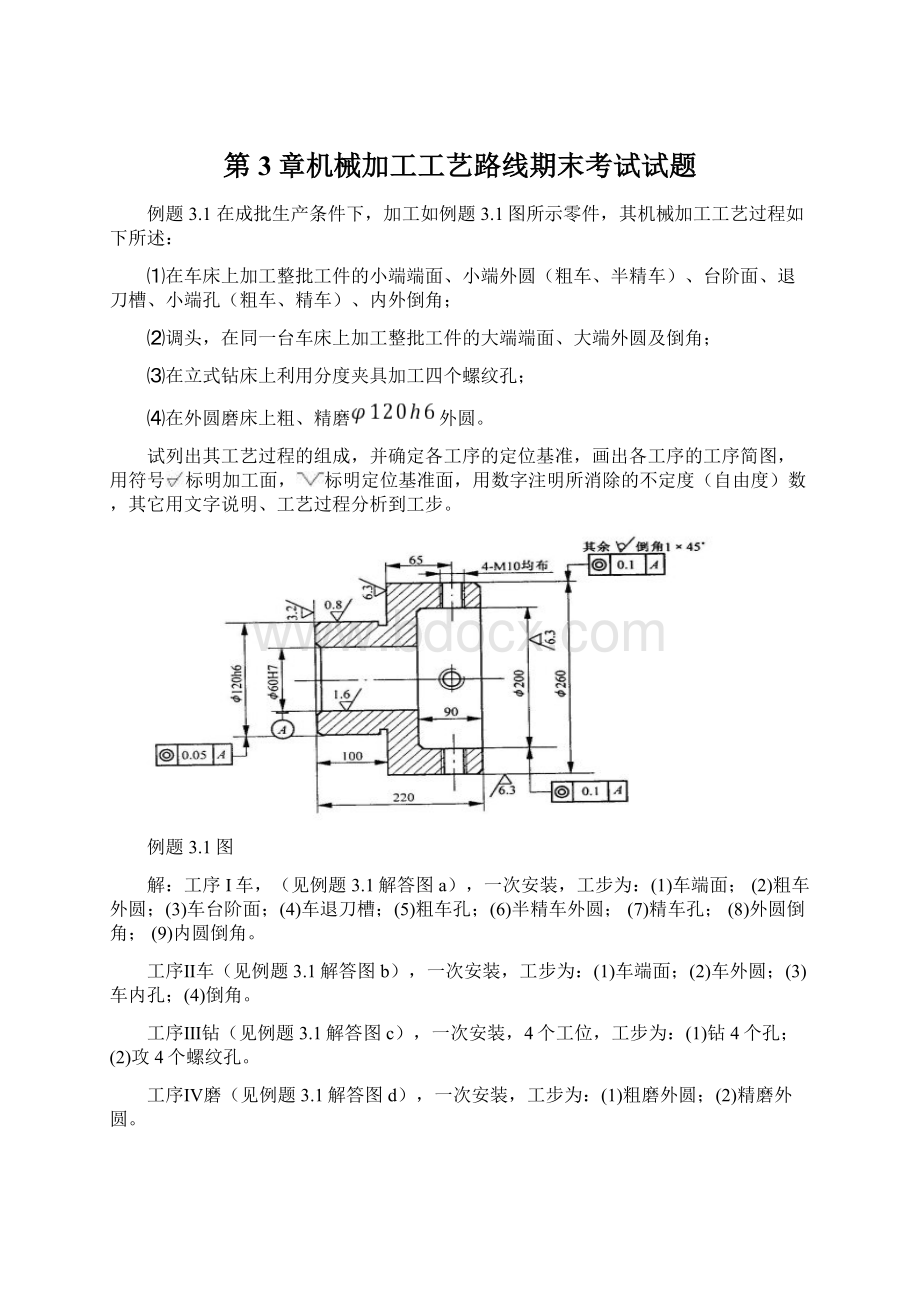
例题3.1在成批生产条件下,加工如例题3.1图所示零件,其机械加工工艺过程如下所述:
⑴在车床上加工整批工件的小端端面、小端外圆(粗车、半精车)、台阶面、退刀槽、小端孔(粗车、精车)、内外倒角;
⑵调头,在同一台车床上加工整批工件的大端端面、大端外圆及倒角;
⑶在立式钻床上利用分度夹具加工四个螺纹孔;
⑷在外圆磨床上粗、精磨外圆。
试列出其工艺过程的组成,并确定各工序的定位基准,画出各工序的工序简图,用符号标明加工面,标明定位基准面,用数字注明所消除的不定度(自由度)数,其它用文字说明、工艺过程分析到工步。
例题3.1图
解:
工序I车,(见例题3.1解答图a),一次安装,工步为:
(1)车端面;
(2)粗车外圆;(3)车台阶面;(4)车退刀槽;(5)粗车孔;(6)半精车外圆;(7)精车孔;(8)外圆倒角;(9)内圆倒角。
工序Ⅱ车(见例题3.1解答图b),一次安装,工步为:
(1)车端面;
(2)车外圆;(3)车内孔;(4)倒角。
工序Ⅲ钻(见例题3.1解答图c),一次安装,4个工位,工步为:
(1)钻4个孔;
(2)攻4个螺纹孔。
工序Ⅳ磨(见例题3.1解答图d),一次安装,工步为:
(1)粗磨外圆;
(2)精磨外圆。
例题3.2指出例题3.2图零件结构工艺性不合理的地方,并提出改进建议。
例题3.2图
答:
例题3.2图a底面较大,加工面积较大,加工量较大且不易保证加工质量,建议减少底面加工面的尺寸,如开一通槽。
例题图3.2b中孔的位置距直壁的尺寸太小,钻孔时刀具无法切入,安装也不方便,故应该增大其距离。
例3.6试拟定例题3.6图所示小轴的单件小批生产和大批大量生产的机械加工工艺规程,并分析每种方案的工艺过程组成。
例题3.6图
解:
零件的机械加工工艺规程如例题3.6表a和b所示。
例题3.6表a阶梯轴加工工艺过程(单件小批生产)
工序
工序内容
所用设备
1
车一端端面,打中心孔
调头车另一端面,打中心孔
车床
2
车大端外圆及倒角
调头车小端外圆及倒角
车床
3
铣键槽、去毛刺
铣床
例题3.6表b阶梯轴加工工艺过程(大批大量生产)
工序
工序内容
所用设备
1
铣端面,打中心孔
铣端面打中心孔机床
2
车大端外圆及倒角
车床
3
调头车小端外圆及倒角
车床
4
铣键槽
键槽铣床
5
去毛刺
钳台
从表中可看出,随零件生产类型的不同,工序的划分及每一个工序所包含的加工内容是不同的。
在例题表3.6a中,车完一个工件的大端外圆和倒角后,立即调头车小端外圆及倒角,这是一个工序。
而在例题表3.6b中,是在车完一批工件的大端外圆和倒角后再调头车小端外圆和倒角,加工内容没有连续进行,故是两个工序。
另外,去毛刺的工作在单件小批生产中由铣工在加工后顺便进行。
而在大批大量生产中,由于生产率较高,铣工忙于装卸工件及操作机床,因此,需另设一道工序来专门清除毛刺。
例3.7试拟订例题3.7图所示零件加工的工艺路线。
例题3.7图
分析:
该零件属于典型的轴类零件。
零件使用性能没有提出特殊要求,材料为40Cr,且生产10件属于单件小批生产,故可以采用热扎圆钢下料;其中主要加工面有外圆,外圆,外圆,左端齿形面、8级精度、齿顶和分度圆表面粗糙度为和,根据加工精度和表面粗糙度选择即可;此外,各外圆对轴线有0.03mm的跳动要求,例题图3.7中已给出中心孔要求,加工中采用轴线作为定位基准,在一次安装中加工多个表面,此项要求很容易满足;大多数表面的热处理为调质处理,不需考虑热处理对加工顺序的影响,对于齿形有淬火要求,故齿形精加工宜选择磨削类方法。
解:
该零件的工艺路线如下:
下料→车端面、钻顶尖孔→粗车→调质处理→半精车→滚齿→齿面淬火→配钻销孔→铣键槽→珩齿→粗磨、、外圆→精磨、外圆→检验→入库。
常见错误解析:
在做本题时,经常会将“车端面、钻顶尖孔”这一工序漏掉。
主要原因在于对于安排加工顺序的原则理解不够,尤其是“基准先行”;实际上轴类零件加工中,“车端面、钻顶尖孔这一工序体现了“基准先行”和“先面后孔”两个原则。
例3.8试拟订例题3.8图所示零件成批生产的工艺路线,并指出各工序的定位基准。
分析:
该零件属于典型的盘类零件。
零件使用性能没有提出特殊要求,材料为HTl50,属于成批生产,故毛坯采用铸造毛坯;其中主要加工面有孔,孔,根据加工精度和表面粗糙度选择即可。
中心轴线为设计基准,且孔精度较高,因此可以作为主要定位基准面。
答:
该零件的工艺安排如例题3.8表所示。
例题3.8表零件成批生产的工艺路线
工序
工序内容
定位基准
1
车端面、钻、扩、铰基准孔
外圆、端面
2
车另一端面及外圆
内孔和端面
3
插键槽
内孔和端面
4
钻、扩、铰孔
内孔和端面
5
检验
第一道工序采用外圆面作为定位基准,其他工序则均采用孔及一个端面作为定位基准。
常见错误解析:
在第一道工序时往往对于孔只进行钻削,然后即以其定位加工其他表面。
主要原因是认为加工中一定要划分加工阶段。
其实对于一个结构相对简单而且没有热处理要求的零件而言,加工阶段的划分是相对也是比较模糊的;比如在加工基准时,往往为了保证定位精度,基准面的精度一般要求较高,以保证加工质量,是不是就不满足划分加工阶段的原则了,其实不然。
问题的出现仍然是因为没能很好地对所学知识融会贯通,缺少灵活运用的能力。
例3.10例题3.10图a所示工件,成批生产时以端面B定位加工表面A,保证尺寸,试标注铣此缺口时的工序尺寸及公差。
例题3.10图
解:
分析:
表面A的位置尺寸是由C面标注的。
表面C为表面A的设计基准。
铣缺口的定位基准为B面,故设计基准与定位基准不重合,需进行工艺尺寸换算。
工序尺寸应由B面标出。
①确定封闭环。
设计尺寸在铣缺口工序中间接得到,故为封闭环。
②建立工艺尺寸链,并查找组成环和判别增、减环。
建立工艺尺寸链图如例图3.10b)所示。
其中,和为增环,为减环。
③计算中间工序尺寸及偏差由竖式法(如例题3.10表)求解该尺寸链得:
mm。
环的名称
基本尺寸
上偏差
下偏差
L1(减环)
-60
+0.05
-0.05
L2(增环)
30
+0.05
0
L3(增环)
40
0.10
0.05
L0
10
0.2
0
例题3.11在例题3.11图a中所示的偏心零件中,表面A要求渗碳处理,渗碳层深度规定为0.5~0.8mm,零件上与此有关的加工过程如下:
(1)精车A面,保证尺寸mm;
(2)渗碳处理,控制渗碳层深度为H1;(3)精磨A面,保证尺寸mm;同时保证渗碳层深度达到规定的要求。
试确定H1的尺寸及公差。
解:
根据工艺过程,可建立尺寸链如例题3.11图b所示。
在尺寸链中,mm,mm,mm。
其中为经过磨削加工后,零件上渗碳层的深度,是间接获得的尺寸,因而是尺寸链的封闭环。
为增环,为减环。
由竖式法(如例题3.11表)计算可得:
mm。
环的名称
基本尺寸
上偏差
下偏差
R1(减环)
-13.1
+0.05
0
R2(增环)
12.9
0
-0.008
H1(增环)
0.7
+0.25
+0.008
H0
0.5
+0.3
0
例题3.12加工如例题3.12图所示轴套零件,其部分工序如下:
工序5精车小端外圆、端面及肩面;
工序10钻孔;
工序15热处理;
工序20磨孔及底面;
工序25磨小端外圆及肩面。
试求工序尺寸A、B及其极限偏差。
解:
由轴套零件加工工序可知,设计尺寸mm和mm是间接获得的尺寸为封闭环,分别以mm和mm为封闭环建立工艺尺寸链如例题3.12解答图。
(1)以为封闭环建立尺寸链如例题3.12解答图a所示,、增环,为减环。
由竖式法(如例题3.12解答表a)计算可得:
mm。
环的名称
基本尺寸
上偏差
下偏差
(减环)
-29
+0.1
0
(增环)
26
+0.1
0
(增环)
26
+0.1
0
23
+0.3
0
(2)以为封闭环建立尺寸链如例题解图3.12b)所示,A、、增环,为减环。
由竖式法(如例题3.12解答表b)计算可得:
mm。
环的名称
基本尺寸
上偏差
下偏差
(减环)
-29
+0.1
0
3.3
0
-0.2
(增环)
5.2
+0.1
-0.1
(增环)
26
+0.1
0
5.5
+0.3
-0.3
故mm,mm。
3.8写出小批生产题3.8图所示螺钉零件的机械加工工艺过程(包括工序、安装、工步、走刀、工位),工件的毛坯为圆棒料。
工序
安装
工步
走刀
工位
1
车削
1
(三爪卡盘)
(1)车端面A
1
(2)车外圆E
1
(3)车螺纹外径D
3
(4)车端面B
1
(5)倒角F
(6)车螺纹
6
(7)切断
1
2
车削
1
(三爪卡盘)
(1)车端面C
1
(2)倒棱G
1
3
铣削
1
(旋转夹具)
(1)铣六方(复合工步)
3
3
3.9在小批生产条件下,加工一批直径为mm,长度为50mm的光轴,材料为45钢,表面粗糙度为Ra0.2μm,试确定其加工方法。
(提示:
粗车-半精车-粗磨-精磨-研磨)
3.10编写题3.10图所示的盘状零件在单件小批生产和中批生产时的工艺路线,工件材料为Q235。
题3.10图
(解:
单件小批生产的工艺过程如题解3.10表a,中批生产的工艺过程如题解3.10表b。
)
题解3.10表a单件小批生产的工艺过程
工序
工序内容
所用设备
1
车端面C及外圆φ200mm,镗孔mm,内孔倒角;调头,车端面A,内孔倒角,车φ96mm外圆,车端面B
车床
2
插键槽
插床
3
划线
平台
4
钻孔、去毛刺
钻床
题解3.10表b中批生产的工艺过程
工序
工序内容
所用设备
1
车端面C,镗孔mm,内孔倒角
车床
2
车外圆φ200mm、φ96mm外圆、端面A、B,内孔倒角
车床(胀力心轴)
3
拉键槽
拉床
4
钻孔
钻床(钻模)
5
去毛刺
钳工台
3.11试拟定题3.11图所示零件的机械加工工艺路线(包括工序名称、加工方法、定位基准),已知该零件毛坯为铸件(孔未铸出),成批生产。
(答案:
该零件的机械加工工艺路线如题解3.11表所示。
)
题3.11图
题解表3.11
工序号
工序名称
工序简图
工序内容
0
铸
铸—清砂—退火—检验
1
车
三爪自定心卡盘夹持
粗、精车A
粗、精镗孔φ36mm,成
倒角
2
铣
铣大端面
铣小端面
3
钻、扩、铰
钻--扩--铰孔φ15mm,成
4
插
插键槽10mm
5
钳
去毛刺,倒棱边
6
检验
按图样要求检验
3.19题3.19图为在齿轮上加工内孔和键槽的有关尺寸,其加工顺序如下:
(1)拉内孔至mm;
(2)拉键槽保证尺寸,这时的工序尺寸只能从留有磨削余量的内孔下母线标注;
(3)热处理(不考虑热处理后内孔的变形误差);
(4)磨内孔,保证设计尺寸mm,考虑到磨孔后的中心(磨孔时是以齿轮节圆来定位的)不可能与拉孔中心重合,设同轴度误差为0.03mm,即e=0±0.03mm。
试求拉键槽的工序尺寸x。
(答案
 升级会员
升级会员 