电弧焊气焊工实训教材分析.docx
《电弧焊气焊工实训教材分析.docx》由会员分享,可在线阅读,更多相关《电弧焊气焊工实训教材分析.docx(100页珍藏版)》请在冰豆网上搜索。
电弧焊气焊工实训教材分析
电弧焊、气焊工实训教材
课题一手工气焊薄板平敷焊
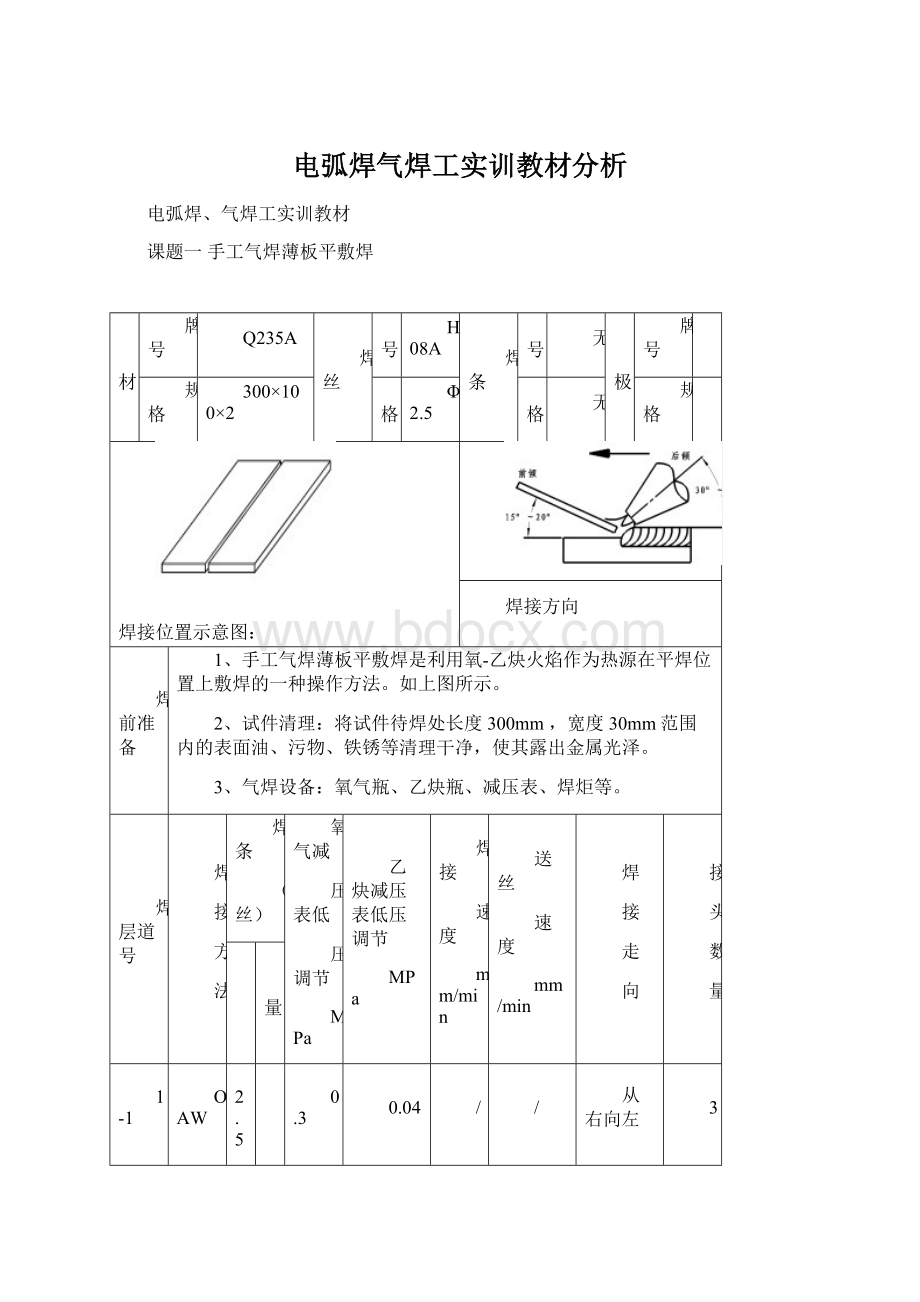
母材
牌号
Q235A
焊丝
牌号
H08A
焊条
牌号
无
钨极
牌号
无
规格
300×100×2
规格
Φ2.5
规格
无
规格
无
焊接位置示意图:
焊接方向
焊前准备
1、手工气焊薄板平敷焊是利用氧-乙炔火焰作为热源在平焊位置上敷焊的一种操作方法。
如上图所示。
2、试件清理:
将试件待焊处长度300mm,宽度30mm范围内的表面油、污物、铁锈等清理干净,使其露出金属光泽。
3、气焊设备:
氧气瓶、乙炔瓶、减压表、焊炬等。
焊层道号
焊
接
方
法
焊条
(丝)
氧气减
压表低
压调节
MPa
乙炔减压表低压调节
MPa
焊接
速度
mm/min
送丝
速度
mm/min
焊
接
走
向
接
头
数
量
规
格
数量
1-1
OAW
Φ2.5
1
0.3
0.04
/
/
从右向左
3
操作要领
1、焊道的起头:
用中性焰,左向焊法,使火焰指向待焊部分,填充焊丝的端头,位于火焰的前下方,距焰心3mm左右。
焊道起头时,由于刚开始加热,焊炬倾斜角应大些,约70°~80°为宜,这样有利于对焊件进行预热,同时在起焊处使火焰往复运动,保证焊接处加热均匀。
在熔池未形成前,操作者不但要注意观察熔池的形成,而且焊丝端部置于火焰中进行预热。
在形成熔池后,把焊丝加入熔池,而后立即将焊丝抬起,火焰向前移动形成新的熔池。
正常焊接时,焊丝向前倾斜15°~20°,焊炬向后倾斜30°~50°。
2、接头方法:
用火焰把原熔池重新加热熔化形成新的熔池后再加焊丝,重新开始焊接时,每次续焊应与前焊道重叠5~10mm,重叠焊道时要少加或不加焊丝,才能保证焊缝高度合适及圆滑过渡。
3、收尾方法:
当焊到焊件的终点时,应减少焊炬与焊件的夹角,同时要增加焊接速度和多加一些焊丝,以防止熔池扩大,造成烧穿。
4、焊接过程注意保持焊枪、焊丝角度和运动的均匀性。
安
全
要
求
1、焊前注意加强个人防护,穿戴好劳保用品,严格遵守手工气焊的安全操作要求;检查氧气、乙炔胶管连接处是否有松动现象,防止气体发生泄漏。
2、焊接点火时要注意操作方法,以免烧伤自己及他人。
3、焊接过程中不允许随意拉扯胶管,以免拉倒气瓶,引发事故;发生回火,要及时处理。
4、焊后关闭火焰,焊炬要小心轻放;不能用手直接触摸焊件,防止烫伤。
5、焊后必须把焊件表面飞溅物清理干净;每天工作完毕清理现场。
评分表
班级姓名年月日
考件
名称
手工气焊簿板平敷焊
时限
15min
总分
项
目
考核技术要求
配分
评分标准
得分
焊
缝
外
观
质
量
焊缝余高(h)0≤h≤3mm
8
每超差1mm扣2分
焊缝余高差(h1)0≤h1≤2mm
5
每超差1mm扣1分
焊缝宽度4~6mm
5
每超差1mm扣1分
焊缝宽度差(c1)0≤c1≤2mm
5
每超差1mm扣1分
焊缝边缘直线度误差≤3
8
每超差1mm扣1分
咬边缺陷深度F≤0.5mm;累计长度小于30mm
8
每超差1mm扣2分
扣完为止
无烧穿
6
每出现一处缺陷扣3分
无未熔合
5
出现缺陷不得分
起头良好
6
每超差1mm扣1分
无焊瘤
6
每出现一处焊瘤扣2分
收尾处弧坑填满
6
每超差1mm扣3分
无气孔
6
每出现一处气孔扣2分
接头无脱节
6
每出现一处脱节扣3分
焊缝表面波纹细腻、均匀,成形美观
10
根据成形酌情扣分
安全
文明
生产
按照国家安全生产法规有关规定考核
5
视违反规定的程度扣1~5分
时
限
焊件必须在考核时间内完成
5
超时<2min扣2分
超时<3~5min扣5分
超时10min不及格
个
人
小
结
课题二手工直线气割操作
母材
牌号
Q235A
焊丝
牌号
无
焊条
牌号
无
钨极
牌号
无
规格
300×100×8
规格
无
规格
无
规格
无
焊接位置示意图:
气割方向
焊前准备
1、手工气割是利用氧-乙炔火焰作为热源将割件待切割处附近预热到一定温度后,喷出高速切割氧流,使其燃烧以实现金属切割的一种操作方法。
如上图所示。
2、试件清理:
将试件待割处长度300mm,宽度30mm范围内的表面油、污物、铁锈等清理干净,使其露出金属光泽。
割件下面用耐火砖垫空,以便排放熔渣。
3、气割设备:
氧气瓶、乙炔瓶、减压表、割炬等。
割炬型号
割嘴号码
焊条
(丝)
氧气减压表低压调节
MPa
乙炔减压表低压调节
MPa
切割
速度
mm/min
割嘴到割件表面的距离
mm
气
割
方
向
停割接头数量
次
规
格
数量
G01-30
2#
无
无
0.5
0.05
500
3~5
从右向左
1
操作要领
1、起割:
点火后,将火焰调节为中性焰后,双脚成“八”字形蹲在割件的一旁,割嘴垂直于割件。
起割点应在割件的边缘,待边缘预热到呈亮红色时,将火焰移到边缘以外,同时,慢慢打开切割氧开关。
当看到预热的亮红点在氧流中被吹掉,再进一步加大切割氧气阀门。
2、正常气割过程:
为了保证割缝质量,在整个气割过程中,割炬移动的速度要均匀,割嘴到割件的表面距离应保持一致。
倘若气割者的身体要更换位置时,应预先关闭切割氧阀门,待身体的位置移好后,再将割嘴对准割缝的接割处适当加热。
然后慢慢打开切割氧阀门,继续向前气割。
3、停割:
气割过程临近终点停割时,割嘴移动应慢些,使钢板的下部割透后,再关闭切割氧气阀门。
安
全
要
求
1、气割前注意加强个人防护,穿戴好劳保用品,严格遵守手工气割的安全操作要求;检查氧气、乙炔胶管连接处是否有松动现象,防止气体发生泄漏。
2、气割点火时要注意操作方法,以免烧伤自己及他人。
3、气割过程中不允许随意拉扯胶管,以免拉倒气瓶,引发事故;发生回火,要及时处理。
4、气割后关闭火焰,割炬要小心轻放;不能用手直接触摸割件,防止烫伤。
5、气割后必须把割件表面熔渣清理干净;每天工作完毕清理现场。
评分表
班级姓名年月日
考件
名称
手工直线气割操作
时限
15min
总分
项
目
考核技术要求
配分
评分标准
得分
焊
缝
外
观
质
量
割缝边缘直线度误差≤3mm
8
每超差1mm扣2分
割缝起头良好;无崩塌现象
8
每超差1mm扣2分
割缝接头良好
8
每超差1mm扣2分
收尾处无未割透
5
出现缺陷不得分
回火及时处理
8
处理不当不得分
氧气表低压调节合适
6
每超差0.1MPa扣2分
乙炔表低压调节合适
8
每超差0.01MPa扣2分
点火动作规范
6
每出现一处错误扣2分
停割应关闭切割氧阀门
6
每出现一次错误扣3分
气割结束关闭气体顺序要正确
6
每出现一处错误扣2分
割件无未割透现象
6
每出现一处扣3分
割缝表面波纹细腻、均匀,平直美观
10
根据成形酌情扣分
安全
文明
生产
按照国家安全生产法规有关规定考核
10
视违反规定的程度扣1~10分
时
限
焊件必须在考核时间内完成
5
超时<2min扣2分
超时<3~5min扣5分
超时10min不及格
个
人
小
结
课题三焊条电弧焊I形坡口板对接平焊
母材
牌号
Q235A
焊丝
牌号
无
焊条
牌号
E4303
钨极
牌号
无
规格
300×100×8
规格
无
规格
Φ3.2
规格
无
焊接位置示意图:
焊接方向
焊前准备
1、平敷焊是在平焊位置上堆敷焊道的一种操作方法。
如上图所示。
2、试件清理:
将试件待焊处长度300mm,宽度30mm范围内的表面油、污物、铁锈等清理干净,使其露出金属光泽。
3、试件装配:
装配间隙0.5~1.0mm,采用两点固定法。
4、焊接电源:
交流弧焊电源或直流弧焊电源均可。
焊层道号
焊
接
方
法
焊条
(丝)
电流
范围
A
电压
范围
V
焊接
速度
mm/min
送丝
速度
mm/min
焊
接
走
向
接
头
数
量
规
格
数量
1-1
SMAW
Φ3.2
3
110~130
24~26
120~160
/
从左向右
2
操作要领
1、引弧方法:
采用划擦法或直击法引弧。
先将焊条前端对准焊件,然后将手腕扭转在焊件上划擦一下或在焊件上轻微碰一下,再迅速将焊条提起2~4mm即产生电弧。
2、焊道的起头:
在引弧后先将电弧稍微拉长5~6mm,在焊件端头停留1~2s,使电弧对端头有预热作用,然后缩短电弧2~4mm进行正常焊接;运条方法采用直线形,焊条与前方夹角为85°,与两边钢板夹角为90°。
3、接头方法:
采用冷接法接头,先将弧坑处的熔渣清理干净,然后在焊道弧坑前10mm引弧,拉长电弧移到弧坑2/3处预热片刻,然后缩短电弧并作横向摆动,填满弧坑后,即向前正常焊接。
4、收尾方法:
采用划圈收尾法或反复断弧收尾法;注意要填满弧坑。
5、焊接过程注意保持焊条角度和运条的均匀性。
安
全
要
求
1、焊前注意穿戴个人劳保用品,检查设备各接线处是否有松动现象;焊钳及电缆线是
否有破损;防止漏电和接触不良现象。
2、初学焊条电弧焊,同学们好奇心强,焊接过程注意个人保护及提醒周围同学注意防范,以免电弧光灼伤眼睛。
3、清渣注意遮挡,防止飞溅伤及自己及旁人;并注意防止焊件烧伤电缆线。
焊后焊钳小心轻放,不能用手直接触摸焊件,防止烫伤。
4、焊完的每根焊条头要放在工位指定的盒内,不允许随便乱扔,防止烫伤脚;
5、焊后必须把焊件表面熔渣和飞溅物清理干净;每天工作完毕清理现场。
评分表
班级姓名年月日
考件
名称
焊条电弧焊板平敷焊
时限
10min
总分
项
目
考核技术要求
配分
评分标准
得分
焊
缝
外
观
质
量
焊缝余高(h)0≤h≤3mm
8
每超差1mm扣2分
焊缝余高差(h1)0≤h1≤2mm
5
每超差1mm扣1分
焊缝宽度10~12mm
5
每超差1mm扣1分
焊缝宽度差(c1)0≤c1≤2mm
5
每超差1mm扣1分
焊缝边缘直线度误差≤3mm
8
每超差1mm扣1分
咬边缺陷深度F≤0.5mm;累计
长度小于30mm
8
每超差1mm扣2分,扣完为止
无夹渣
6
每出现一处缺陷扣3分
无未熔合
5
出现缺陷不得分
起头良好
6
每超差1mm扣1分
无焊瘤
6
每出现一处焊瘤扣2分
收尾处弧坑填满
6
每超差1mm扣3分
无气孔
6
每出现一处气孔扣2分
接头无脱节
6
每出现一处脱节扣3分
焊缝表面波纹细腻、均匀,成形美观
10
根据成形酌情扣分
安全
文明
生产
按照国家安全生产法规有关规定考核
5
视违反规定的程度扣1~5分
时
限
焊件必须在考核时间内完成
5
超时<2min扣2分
超时<3~5min扣5分
超时7min不及格
个
人
小
结
课题四焊条电弧焊平板立敷焊
母材
牌号
Q235A
焊丝
牌号
无
焊条
牌号
E4303
钨极
牌号
无
规格
300×100×8
规格
无
规格
Φ3.2
规格
无
焊接位置示意图:
焊接方向
焊前准备
1、立敷焊是在立焊位置上堆敷焊道的一种操作方法。
如上图所示。
2、试件清理:
将试件待焊处长度300mm,宽度30mm范围内的表面油、污物、铁锈等清理干净,使其露出金属光泽。
3、试件装配:
装配间隙0.5~1.0mm,采用两点固定。
4、焊接电源:
交流弧焊电源或直流弧焊电源均可。
焊层道号
焊
接
方
法
焊条
(丝)
电流
范围
A
电压
范围
V
焊接
速度
mm/min
送丝
速度
mm/min
焊
接
走
向
接
头
数
量
规
格
数量
1-1
SMAW
Φ3.2
4
90~100
22~26
90~130
/
立向上
3
操作要领
1、引弧方法:
采用划擦法或直击法引弧。
先将焊条前端对准焊件,然后将手腕扭转在焊件上划擦一下或在焊件上轻微碰一下,再迅速将焊条提起2~4mm即产生电弧。
2、焊道的起头:
在引弧后先将电弧稍微拉长5~6mm,在焊件端头停留1~2s,使电弧对端头有预热作用,然后缩短电弧2~3mm进行正常焊接;运条方法采用锯齿形或小月牙形,短弧焊接;焊条与下方夹角为70°~80°,与钢板两边夹角为90°。
3、接头方法:
采用冷接法接头。
先将弧坑处的熔渣清理干净,然后在焊道弧坑前10mm引弧,把焊条与下方夹角增大到90°,拉长电弧移到弧坑2/3处预热片刻,然后缩短电弧并作横向摆动,填满弧坑后,即向前正常焊接。
4、收尾方法:
采用反复断弧收尾法;注意要填满弧坑。
5、焊接过程注意保持焊条角度和运条的均匀性。
安
全
要
求
1、焊前注意穿戴个人劳保用品,检查设备各接线处是否有松动现象;焊钳及电缆线是否有破损;防止漏电和接触不良现象;
2、焊接过程注意个人保护及提醒周围同学注意防范,以免电弧光灼伤眼睛;
3、清渣注意遮挡,防止飞溅伤及自己及旁人;并注意防止焊件烧伤电缆线;
4、焊后焊钳小心轻放,不能用手直接触摸焊件,防止烫伤;
5、焊完的每根焊条头要放在工位指定的盒内,不允许随便乱扔,防止烫伤脚;
6、焊后必须把焊件表面熔渣和飞溅物清理干净;每天工作完毕清理现场。
评分表
班级姓名年月日
考件
名称
焊条电弧焊板立敷焊
时限
15min
总分
项
目
考核技术要求
配分
评分标准
得分
焊
缝
外
观
质
量
焊缝余高(h)0≤h≤4mm
8
每超差1mm扣2分
焊缝余高差(h1)0≤h1≤3mm
5
每超差1mm扣1分
焊缝宽度14~16mm
5
每超差1mm扣1分
焊缝宽度差(c1)0≤c1≤3mm
5
每超差1mm扣1分
焊缝边缘直线度误差≤3mm
8
每超差1mm扣1分
咬边缺陷深度F≤0.5mm;累计
长度小于30mm
8
每超差1mm扣2分,扣完为止
无夹渣
6
每出现一处缺陷扣3分
无未熔合
5
出现缺陷不得分
起头良好
6
每超差1mm扣1分
无焊瘤
6
每出现一处焊瘤扣2分
收尾处弧坑填满
6
每超差1mm扣3分
无气孔
6
每出现一处气孔扣2分
接头无脱节
6
每出现一处脱节扣3分
焊缝表面波纹细腻、均匀,成形美观
10
根据成形酌情扣分
安全
文明
生产
按照国家安全生产法规有关规定考核
5
视违反规定的程度扣1~5分
时
限
焊件必须在考核时间内完成
5
超时<2min扣2分
超时<3~5min扣5分
超时10min不及格
个
人
小
结
课题五焊条电弧焊平板横敷焊
母材
牌号
Q235A
焊丝
牌号
无
焊条
牌号
E4303
钨极
牌号
无
规格
300×100×8
规格
无
规格
Φ3.2
规格
无
焊接位置示意图:
焊接方向
焊前准备
1、横敷焊是在横焊位置上堆敷焊道的一种操作方法。
如上图所示。
2、试件清理:
将试件待焊处长度300mm,宽度30mm范围内的表面油、污物、铁锈等清理干净,使其露出金属光泽。
3、焊接电源:
交流弧焊电源或直流弧焊电源均可。
焊层道号
焊
接
方
法
焊条
(丝)
电流
范围
A
电压
范围
V
焊接
速度
mm/min
送丝
速度
mm/min
焊
接
走
向
接
头
数
量
规
格
数量
1-1
SMAW
Φ3.2
2
100~110
23~26
130~180
/
从左向右
1
1-2
SMAW
Φ3.2
2
120~130
23~26
130~180
从左向右
1
操作要领
1、焊接特点:
横焊时,熔池金属有下淌倾向,易使焊缝上边出现咬边,下边出现焊瘤和未熔合等缺陷。
因此要掌握正确的操作方法,合理选择工艺参数。
2、焊道的起头:
在引弧后先将电弧稍微拉长5~6mm,在焊件端头停留1~2s,使电弧对端头有预热作用,然后缩短电弧2~3mm进行正常焊接;运条方法采用直线形,短弧焊接;焊条与前方夹角为70°~80°,并与下方夹角85°左右,使电弧吹力托住熔化金属。
3、接头方法:
采用冷接法接头。
先将弧坑处的熔渣清理干净,然后在焊道弧坑前10mm引弧,拉长电弧移到弧坑2/3处横向摆动一下,填满弧坑后,即向前正常焊接。
4、收尾方法:
采用反复断弧收尾法。
注意要填满弧坑。
安
全
要
求
1、焊前注意穿戴个人劳保用品,检查设备各接线处是否有松动现象;焊钳及电缆线是否
有破损;防止漏电和接触不良现象。
1、焊接过程注意个人保护及提醒周围同学注意防范,以免电弧光灼伤眼睛。
2、清渣注意遮挡,防止飞溅伤及自己及旁人;并注意防止焊件烧伤电缆线。
3、焊后焊钳小心轻放,不能用手直接触摸焊件,防止烫伤。
4、焊完的每根焊条头要放在工位指定的盒内,不允许随便乱扔,防止烫伤脚;
5、焊后必须把焊件表面熔渣和飞溅物清理干净;每天工作完毕清理现场。
评分表
班级姓名年月日
考件
名称
焊条电弧焊板横敷焊
时限
15min
总分
项
目
考核技术要求
配分
评分标准
得分
焊
缝
外
观
质
量
焊缝余高(h)0≤h≤3mm
8
每超差1mm扣2分
焊缝余高差(h1)0≤h1≤2mm
5
每超差1mm扣1分
焊缝宽度10~12mm
5
每超差1mm扣1分
焊缝宽度差(c1)0≤c1≤2mm
5
每超差1mm扣1分
焊缝边缘直线度误差≤3mm
8
每超差1mm扣1分
咬边缺陷深度F≤0.5mm;累计
长度小于30mm
8
每超差1mm扣2分,扣完为止
无夹渣
6
每出现一处缺陷扣3分
无未熔合
5
出现缺陷不得分
起头良好
6
每超差1mm扣1分
无焊瘤
6
每出现一处焊瘤扣2分
收尾处弧坑填满
6
每超差1mm扣3分
无气孔
6
每出现一处气孔扣2分
接头无脱节
6
每出现一处脱节扣3分
焊缝表面波纹细腻、均匀,成形美观
10
根据成形酌情扣分
安全
文明
生产
按照国家安全生产法规有关规定考核
5
视违反规定的程度扣1~5分
时
限
焊件必须在考核时间内完成
5
超时<2min扣2分
超时<3~5min扣5分
超时10min不及格
个
人
小
结
课题六焊条电弧焊I形坡口板对接仰焊
母材
牌号
Q235A
焊丝
牌号
无
焊条
牌号
E4303
钨极
牌号
无
规格
300×100×8
规格
无
规格
Φ3.2
规格
无
焊接位置示意图:
焊接方向
焊前准备
1、仰敷焊是焊条位于焊件下方,操作者仰视焊件进行焊接的一种操作方法。
如上图所示。
2、试件清理:
将试件待焊处长度300mm,宽度30mm范围内的表面油、污物、铁锈等清理干净,使其露出金属光泽。
3、试件装配:
装配间隙0.5~1.0mm;采用两点固定。
4、焊接电源:
交流弧焊电源或直流弧焊电源均可。
焊层道号
焊
接
方
法
焊条
(丝)
电流
范围
A
电压
范围
V
焊接
速度
mm/min
送丝
速度
mm/min
焊
接
走
向
接
头
数
量
规
格
数量
1-1
SMAW
Φ3.2
4
90~10
20~22
120~140
/
从后向前
3
操作要领
1、焊接特点:
仰焊由于熔池倒悬在焊件下面,没有固体金属的承托,使焊缝难以成形,因此操作时,要充分利用电弧吹力和电磁作用力,保持最短的电弧长度,使熔滴在很短的时间内过渡到熔池中去。
2、焊道的起头:
在引弧后先将电弧稍微在焊件端头停留1~2s,使电弧对端头有预热作用,然后保持电弧长度1~2mm进行正常焊接;运条方法采用锯齿形,焊条与后方夹角80°为宜,与两边钢板夹角为90°。
3、接头方法:
采用热接法接头。
更换焊条要快,当熔池还没有完全凝固时,在熔池前方10mm处引弧,拉长电弧移到弧坑2/3处横向摆动一下,填满弧坑后,即向前正常焊接。
4、收尾方法:
采用反复断弧收尾法。
注意要填满弧坑。
5、焊接过程保持焊条角度和运条的均匀性。
安
全
要
求
1、仰焊飞溅较厉害,焊前注意加强个人防护,穿戴好劳保用品,检查设备各接线处是否
有松动现象;焊钳及电缆线是否有破损;防止漏电和接触不良现象。
2、焊接过程注意个人保护及提醒周围同学注意防范,以免电弧光灼伤眼睛。
3、清渣注意遮挡,防止飞溅伤及自己及旁人;并注意防止焊件烧伤电缆线。
4、焊后焊钳小心轻放,不能用手直接触摸焊件,防止烫伤。
5、焊完的每根焊条头要放在工位指定的盒内,不允许随便乱扔,防止烫伤脚。
6、焊后必须把焊件表面熔渣和飞溅物清理干净;每天工作完毕清理现场。
评分表
班级姓名年月日
考件
名称
焊条电弧焊板仰敷焊
时限
15min
总分
项
目
考核技术要求
配分
评分标准
得分
焊
缝
外
观
质
量
焊缝余高(h)0≤h≤4mm
8
每超差1mm扣2分
焊缝余高差(h1)0≤h1≤3mm
 升级会员
升级会员 