年产2万吨一水柠檬酸生产工艺设计.docx
《年产2万吨一水柠檬酸生产工艺设计.docx》由会员分享,可在线阅读,更多相关《年产2万吨一水柠檬酸生产工艺设计.docx(13页珍藏版)》请在冰豆网上搜索。
年产2万吨一水柠檬酸生产工艺设计
1前言
1.1柠檬酸的简介
柠檬酸(Citricacid),又称枸椽酸,是一种三元羧酸,其学名为3-羟基-3-羧基戊二酸,分子式C6H8O7(无水物),在自然界中存在于柠檬、柑桔、梅、李子、梨、桃、无花果等水果中。
柠檬酸具有无毒,无色,无臭特性,一般为半透明结晶或白色粉末,易溶于水、乙醇、乙腈、乙醚等[1],不溶于苯,微溶于氯仿。
相对密度1.542g/cm3,熔点153℃(失水)。
柠檬酸结晶形态因结晶条件不同而不同,有无水柠檬酸,也有含结晶水的柠檬酸。
在干燥空气中微有风化性,在潮湿空气中有潮解性,175℃以上分解放出水及二氧化碳。
柠檬酸是一种较强的有机酸,有3个H+可以电离;水溶液呈酸性,加热可以分解成多种产物,与酸、碱、甘油等发生反应。
其具有令人愉悦的酸味,入口爽快,无后酸味,安全无毒,被广泛用作食品和饮料的酸味剂;能与二价或三价的阳离子形成络合物,被用作金属加工的鳌合剂和洗净剂(起软化水作用的洗净力补充剂);还能衍生形成许多衍生物,可用作有机化学工业的原料。
因此被广泛用于食品饮料、医药化工、清洗与化装品、有机材料等领域,是目前世界需求量最大的一种有机酸[2],到目前还没有一种可以取代柠檬酸的酸味剂。
1.2柠檬酸发酵菌黑曲霉积累柠檬酸的机理
1.2.1黑曲霉柠檬酸代谢途径
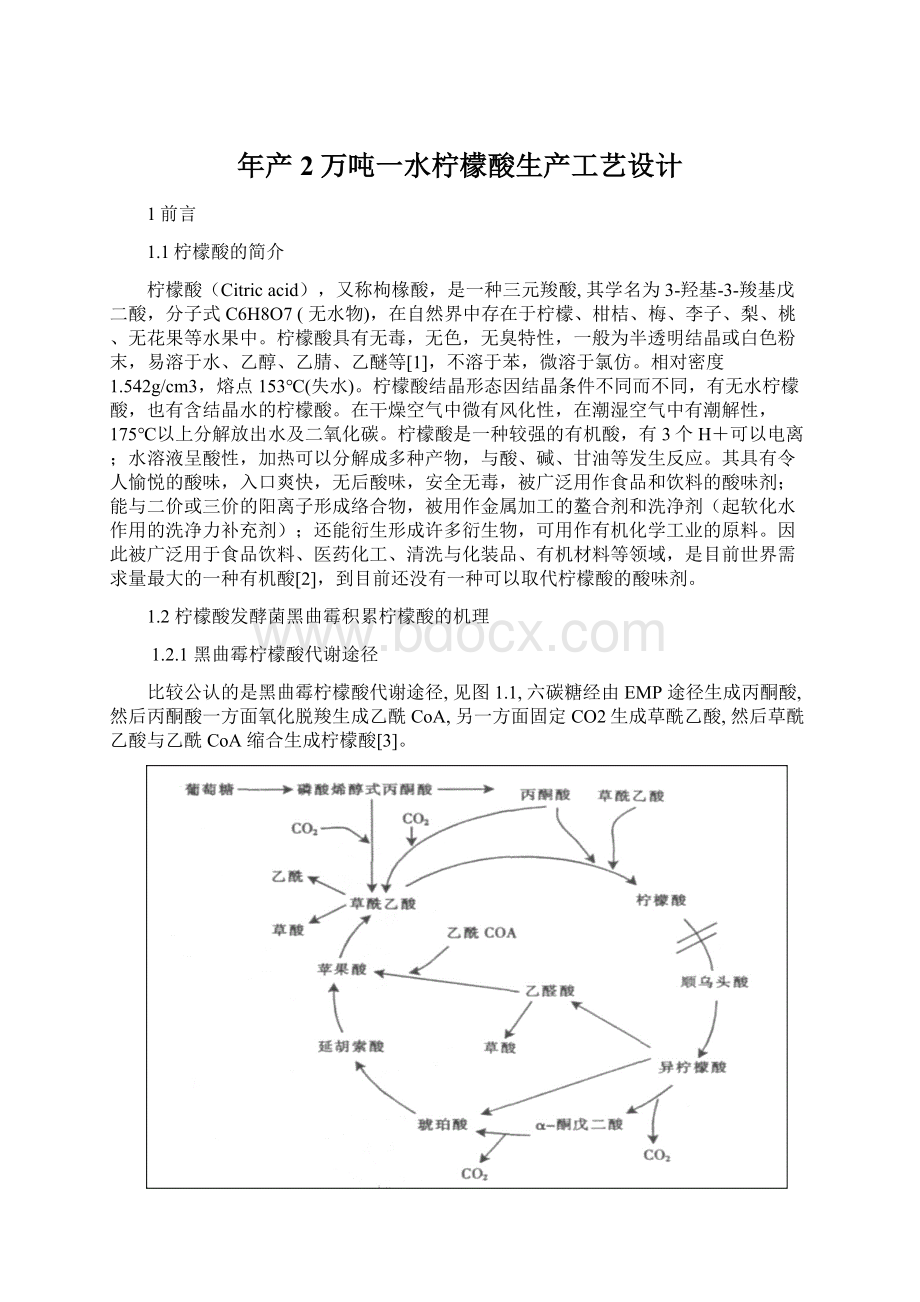
比较公认的是黑曲霉柠檬酸代谢途径,见图1.1,六碳糖经由EMP途径生成丙酮酸,然后丙酮酸一方面氧化脱羧生成乙酰CoA,另一方面固定CO2生成草酰乙酸,然后草酰乙酸与乙酰CoA缩合生成柠檬酸[3]。
图1.1黑曲霉中柠檬酸代谢
1.2.2黑曲霉对柠檬酸的代谢调控
柠檬酸是TCA循环的中间代谢产物,正常条件下不会积累,所以要有必要的代谢调节,使柠檬酸生成途径的酶活力强大,分解途径的酶活减弱或者失活。
其中,磷酸果糖激酶(PEK),柠檬酸合成酶,异柠檬酸脱氢酶和顺乌头酸水合酶的调节是至关重要的。
PEK受柠檬酸和ATP抑制,受AMP、Pi和NH4+激活,NH4+存在可以有效解除PEK对柠檬酸积累的敏感性。
柠檬酸合成酶只对CoA和ATP有敏感性,该酶对乙酰CoA的亲和力取决于草酰乙酸的浓度,柠檬酸积累时,亲和力增加。
乌头酸水合酶催化柠檬酸分解,使乌头酸水合酶失活或者是阻止其合成降低柠檬酸的分解,是提高柠檬酸积累的关键之一。
黑曲霉中发现谷氨酸及在胞内代谢为谷氨酸的天冬氨酸,脯氨酸,都可促进柠檬酸的积累,推测他们阻止了该酶的合成。
柠檬酸对该酶的合成有诱导作用,只有破坏诱导机制的菌株才能积累柠檬酸。
1.3柠檬酸发酵原料和菌种
我国柠檬酸生产的主要原料包括淀粉、葡萄糖、玉米粉、稻米粉、木薯粉等,现在工业化生产大都选用薯干,玉米粉为原料,而欧美等国家则采用葡萄糖,淀粉等精料进行发酵。
在我国20世纪90年代以前柠檬酸行业还主要是以薯干粉为原料发酵柠檬酸,但由于薯干粉属粗料发酵,带有一定的固有弊端,如培养基营养波动,大量不参与生化反应的杂质空耗能源,并给提取增加负担,发酵总糖浓度偏低,影响发酵指数和设备利用率,发酵滤渣价值很低,难以综合利用等等。
20世纪90年代初期天津工业微生物研究所开始研究以玉米粉为原料的生产工艺,并得到广泛的应用[4]。
柠檬酸生产菌主要有以淀粉质原料或糖质为原料的黑曲霉(Aspergillusniger)以及以正烷烃为原料的解脂假丝酵母(Candidalipolytica)和热带假丝酵母(C.tropicalis)。
柠檬酸高产菌株选育工作非常重要,选种工作主要集中在:
①产酸高;②周期短;③产物单一;④营养要求粗放。
我国育种方法主要采用亚硝基胍、亚硝基脲、乙基胺、射线、紫外线等,原生质体融合、异宗结合的单倍体和双倍体以及准性生殖中的二倍体分离子等,获得突变株或工程菌。
1.4柠檬酸的生产方法[5]
柠檬酸的生产方法共可分为3种:
水果提取法,化学合成法,生物发酵法。
1.4.1水果提取法
柠檬酸可以从柠檬、橙、橘子、苹果等柠檬酸含量较高的水果中提取。
当今,水果的生产已经产业化,水果产量也随之增加,并且比较集中,在考虑生态果园和综合利用时,可以利用这种方法来提取柠檬酸。
但此法成本较高,不利于投入工业化生产。
1.4.2化学合成法
化学合成法的原料有丙酮、二氯丙酮或乙烯酮。
以二氯丙酮为原料的合成路线如下:
由于化学合成法工艺复杂,成本高,安全性较低,很少使用。
1.4.3生物发酵法
1.4.3.1表面发酵法
此法又称浅层发酵法,多以甜菜糖蜜为原料。
工艺过程为:
将原料先放入煮沸锅内加水煮沸,依次加黄血盐和ETDA二钠盐煮沸灭菌,再用无菌水配成培养基液,加入适量的硫酸铵、磷酸二氢钾作为氮源和营养盐,将培养基液在45-50℃下送入发酵室内装入浅底的铝盘或不锈钢盘中,干孢子接入黑曲霉干孢,发酵;过滤掉菌丝后将发酵液中和、酸解、净化、浓缩、结晶等后处理而得柠檬酸。
1.4.3.2固体表面发酵法
此法多以海藻酸钙为载体,也有采用聚丙烯酰胺(一种常用的包埋材料),其具有相当好的强度、弹性和化学惰性。
固定化方法以后者为例,将丙烯酰胺单体(ACAM)和N,N-亚甲基双丙烯酰胺(BIS)溶于水后与微生物细胞混合,搅拌,加入四甲基乙二胺(TEMED)和过硫酸钾,室温下放置30min,使之聚合完全,制得凝胶,将其切成3mm×3mm×3mm的小块,用生理盐水洗净后作为载体进行发酵,提取,制得柠檬酸。
1.4.3.3深层发酵法
此法采用定向培养,紫外线诱变以及NTG处理等的配合作用对出发株W-1进行了选育,使其适应以糖蜜为原料的深层发酵,并提高了菌种的产酸率和转化率,对糖蜜进行预处理、处理,后经发酵、提取等工艺过程,得到柠檬酸。
1.4.3.4石油烃(正构烷烃)发酵法
采用解脂覆膜孢酵母为菌种,以石油为原料发酵生产柠檬酸是基于分解长链烷烃的能力,先通过一端氧化产生长链脂肪酸,诱发子链打开,借β-氧化或ω-氧化作用成为链脂肪酸,然后进入三羧酸循环产生柠檬酸。
1.5柠檬酸提取工艺方法[1]
1.5.1传统柠檬酸提取方法
1.5.1.1水果中柠檬酸的提取
柠檬酸的测定方法主要有2种:
蒸馏水直接提取法[2~3]和乙醇蒸发提取法。
当今,水果的生产已经产业化,水果产量也随之增加,并且比较集中,因此考虑生态果园的综合利用时,可以利用这种方法来提取柠檬酸。
在水果中提取柠檬酸(尤其在未成熟的杏、苹果或李子和柑橘等含柠檬酸较高的水果中提取),可用水或乙醇作提取剂,经过加热、浓缩和结晶后得到的柠檬酸可以直接应用于食品添加剂等。
但从水果中提取柠檬酸,生产成本比较高,不利于工业化生产。
1.5.1.2传统的钙盐法提取柠檬酸
目前,我国几乎所有的厂商仍然采用钙盐法来生产柠檬酸,其理论依据主要是在所提取的柠檬酸溶液中加入钙离子(如石灰乳等),形成柠檬酸钙沉淀、过滤,沉淀物再与浓硫酸反应生成硫酸钙沉淀,经过滤,滤液浓缩结晶便可得到柠檬酸。
在水果中提取柠檬酸也可用钙盐法提取,由于水果汁中含有杂质及果胶,因此首先需将水果压榨过滤,得滤液。
钙盐法生产柠檬酸工艺流程为:
发酵液→过滤(除去菌体和残渣)→中和过滤(中和剂石灰乳)→柠檬酸钙盐→硫酸酸解、过滤→粗酸液→净化→浓缩结晶→离心→干燥→柠檬酸晶体。
此方法原理和设备都比较简单,工艺较成熟,且原料易得,产品质量较稳定,但是劳动强度极大,提取率较低,生产过程中使用了硫酸不仅会对操作设备有一定的腐蚀而且对环境也造成了一定的影响。
因此许多研究者将目光投向了寻找低能耗、少投入、无污染、低劳动强度及高收益的提取工艺上。
1.5.1.3离子交换树脂法提取柠檬酸
离子交换吸附法提取柠檬酸近年来受到国内外关注。
它是利用特定有机高分子树脂的高选择性,将柠檬酸或柠檬酸盐从发酵液中提取出来的方法。
国内普遍的工艺流程为:
发酵液→过滤→活性炭脱色→采用D301型弱碱阴离子交换柱吸附→氨水洗脱→H型阳离子树脂转型→浓缩、结晶→制成产品。
离子交换法工艺比较简单,人工劳动强度低,能耗较小,收率可达96%以上。
但离子交换树脂会产生大量的废液,而且在实用过程中需要频繁再生更换,工作稳定性也比较差。
1.5.2新型柠檬酸提取技术
1.5.2.1膜分离技术提取柠檬酸
膜分离技术是一种高科技领域内的新兴技术,它具有高效、污染小、节能、快速、适用范围广等优点。
固体膜分离技术用于发酵有机酸提取的固体膜分离法主要有超滤法和电渗析。
1.5.2.2超滤法
超滤法作为柠檬酸分离提取的预处理技术之一,是一种简单的物理筛分过程,用来除去和分离滤液中的蛋白质、糖类、色素等杂质。
此方法的关键在于选择抗氧化性、耐酸性较好的超滤膜,如聚矾类膜。
超滤法提取柠檬酸的工艺流程:
柠檬酸发酵液预处理→超滤→结晶→离心分离(所得母液可再返回超滤)→干燥→成品。
该工艺只需简单的物理操作,易于控制,且有较高的提取率,而且不会产生污染。
1.5.2.3电渗析法
电渗析也是一种高效的膜分离技术,它是在电场力的作用下分别将发酵液中的阴阳离子通过一种高性能的阴阳离子交换膜来提取柠檬酸的方法。
此工艺流程为:
柠檬酸发酵液预处理→离子吸附、解析→浓缩、结晶→离心分离(所得母液转向第二步)→干燥→成品。
该方法工艺简单,便于工业化和自动化,由于此过程中未经硫酸酸化,因此对环境污染比较小,平均收率可达92.7%,但是该方法能耗比较大,对发酵液预处理过程要求严格,国内在此方面的研究很少,因此目前主要集中在高性能离子交换膜的开发研究中,以期进一步提高分离效率。
1.5.2.4吸交法提取柠檬酸
吸交法是采用一种交换吸附能力大、抗污染能力强的树脂(普遍为阴离子树脂),对柠檬酸发酵液中的柠檬酸进行吸附交换,使之与其它杂质分离,然后再用洗脱剂将柠檬酸洗脱下来实现柠檬酸的分离与提纯。
传统的钙盐法生产柠檬酸过程,伴随着硫酸钙废渣的生成和CO2排放,而吸交法避免了硫酸钙废渣和高COD的废水对环境造成的污染,产生的废液经处理后,可综合利用。
生产过程中的中间产物流体用泵传送即可,不仅节约了能源,降低了成本,还最大限度分离去除可溶性蛋白质,糖等有机杂质,基本实现了清洁化生产。
1.6柠檬酸的生产概况[7]
现在,柠檬酸被广泛的应用于食品,医药和化学工业中。
世界市场上柠檬酸大约有70%用于食品行业,医药和化妆品占10%,化学工业15%,其他行业5%。
目前,柠檬酸全世界消耗量已达120万吨,年产能达160万吨,市场贸易量为90多万吨,且每年以7%的增长率长。
尤其是有关清洁剂的法案可能在不久之后将会禁止清洁产品添加磷酸盐,这将意味着越来越多的清洁剂生产厂家将会选择另外两种添加剂---柠檬酸和柠檬酸钠[6]。
从柠檬酸的消费市场分布情况(如图1.2)看,目前我国柠檬酸产品最大的两个消费领域是饮料行业与洗涤剂行业,两者占柠檬酸消费量的一半以上。
数据来源:
中国发酵工业网
图1.22010年我国柠檬酸消费市场分布情况
我国柠檬酸产量保持增长趋势,2007年以前,我国柠檬酸行业的生产保持了较快的发展态势,并在2007年生产总量达到了86万吨的规模(近几年我国柠檬酸产量及增长情况见图3)。
2008年,我国柠檬酸行业的产能扩张也保持了较快的发展态势,从2009年开始随着世界金融危机导致的经济危机的蔓延,外部需求下降以及我国对环保政策的加强,陆续淘汰了一批污染物排放不能达到国家标准的企业,另外有一些像无锡DSM这样生产成本较高的企业也主动退出了柠檬酸行业。
2010年,随着国际经济形式的好转,我国经济的持续增长,人民生活不断改善,我国柠檬酸行业的下游需求也进一步增长,柠檬酸发展前景看好,一些有实力的大企业正在不断扩张产能,增加产量。
但由于柠檬酸行业属于国家限制发展的行业,所以我国的柠檬酸的产量发展不会太快,将呈现平缓增长的态势,预计未来几年内,我国的柠檬酸产量虽有一定增长但维持在100~110万吨左右。
数据来源:
中国发酵工业协会有机酸分会
图1.32005~2010年我国柠檬酸行业生产总量及增速
2生产工艺
2.1生产方法
本次生产工艺设计以薯干为原料,采用直接粉碎、调浆、液化,进行好气液体深层发酵,钙盐法提取,最后结晶、干燥得到柠檬酸。
2.2工艺流程
本次工艺基本过程:
在接收糖浆后,根据糖浆组成作适当的处理或配制,配成发酵原料,进行连续杀菌并冷却后,进入发酵罐,加入菌种和净化压缩空气后进行发酵;
发酵液经升温、过滤处理后,进入中和罐,用CaCl2中和处理;
再经过过滤洗涤,得到柠檬酸钙固体,送入酸解罐,再加Na2CO3,并加入活性炭进行脱色;然后,通过带式过滤机过滤、酸解过滤,除去CaCO3及废炭;
酸解过滤液经离子交换处理后,进行蒸发、浓缩,再进行结晶;
结晶后,用离心机进行固液分离,对得到的湿柠檬酸晶体进行干燥与筛选,最后得到成品的柠檬酸。
本次生产的基本工艺
柠檬酸提取工艺流程图:
2.3操作工艺
2.3.1原料处理
根据发酵的要求,对薯干原料,采用直接粉碎、磨粉、调浆、液化、连续灭菌的处理方法;以薯干原料生产时,根据我国薯干粗料的特征,发酵工艺要求将薯干从平仓运至备料车间,经过磁选装置除去原料中含铁杂质,以保护设备。
然后进入粗粉碎机,将薯干先轧成1—3cm大小的小块,以提高磨粉机的效率,便于物料的输送。
粗碎后,由斗式提升机提送至中间粉仓,由粉仓落入磨粉机粉碎,粉碎后进入粉仓再经计量送至配料罐。
配料罐内加水调浆,同时加入淀粉酶升温液化。
液化完成后送至连消装置连续灭菌,再送至发酵车间。
2.3.2发酵工序
由备料车间提供的经连续灭菌并冷却的料液,通过灭菌管道泵入已空消灭菌待料的发酵罐(或种子罐),通过差压法或零磅火焰倒种法,接入已培养好的柠檬酸菌种,在通风、搅拌情况下,进行发酵或培养。
在发酵培养过程中,对罐温、罐压、通风量、搅拌转速等实行连续记录监控,并定期检测原糖消耗情况、菌种生长状态、pH值、泡沫等变化情况。
根据发酵的工艺特性要求,及时调整控制发酵工艺过程,以获得最佳工艺产酸率或种罐菌种活力,一般经66小时(种罐约25小时)培养,大罐在残糖指标、产酸情况达到放罐条件即可放罐;种罐菌种活力及菌群数量达标后,即可移种。
在发酵或培种过程的定期检测中,若发现异常情况,如染菌等,应针对具体情况及时处理,对中、前期染菌,可加大种量形成主菌群生长优势,或及时罐实消,补入适当营养源重新接种发酵;后期时可加强监控,提前放罐;对倒罐等应予灭菌排放处理,并认真查找原因,进一步强化灭菌操作中的各个环节。
2.3.3醪液处理工序
柠檬酸发酵完成后,应即时进行热处理,以灭活发酵,絮凝蛋白、提高收率,为提高设备利用率,增设醪液贮罐,通过热交换器,及时将醪液加热至80℃后进入醪液热贮罐,再经泵压入过滤机,除掉固形物及菌体残渣,将清醪液泵入下道工序。
2.3.4提取工段
由压滤工段送来的柠檬酸清醪液泵入中和罐,在80℃下进行中和。
碳酸钙经密闭的输送机送入车间,经无级调速下料螺旋分散投入中和罐,以防止局部浓度过高,使中和沉淀反应均匀,经终点检测合格后,将柠檬酸钙悬浮液排入带式过滤机中,将固体柠檬酸钙从悬浮液中分离出来,为满足玉米原料及薯干原料生产工艺的双重要求,中和带式过滤机用特定的加长、强洗型,生产原料操作灵活,以确保粗原料生产时的中和洗糖要求及成品的指标控制,要求并使中和废水经分流至污水处理站。
分离后的柠檬酸钙经卸料螺旋送至酸解桶中,由热水或酸解液调浆,浓硫酸由酸碱站泵入,再计量到酸碱桶中与柠檬酸钙在80℃下生成硫酸钙与柠檬酸的悬浊液送入酸解带式过滤机进行过滤,清洗液即稀酸解液收集用于调浆,硫酸钙运至渣场综合利用,柠檬酸酸解送精制工段。
2.3.5精制工段
离子交换与脱色柠檬酸液从暂贮灌中泵送离交纯化工序,经由阳离于交换塔,阴离子交换塔和活性炭脱色塔,离交脱色除去色泽及影响成品质量加速设备腐蚀的阴阳离子,阴阳树脂需经过酸洗、碱洗再生处理,离交后的柠檬酸精制母液送入蒸发工序。
蒸发与结晶在提纯溶液进入蒸发部分前,通过精过滤器除去清液中的微小树脂颗粒。
精滤后的溶液经热交换器预热后送至双效真空浓缩器经浓缩至特定浓度后,转入真空结晶器,或者低温结晶器进行结晶。
以确定产品(一水产品或无水产品),再经分离将柠檬酸晶粒从液相中分离出来,液相(母液)在分离后分别放至各级母液贮罐,根据其杂质离交浓度情况,送往重新蒸发式回流到前工序处理提纯,晶体送往干燥机。
干燥与包装从离心机分离出来的湿柠檬酸晶粒被送到流化床干燥器,根据生产品种控制干燥空气、温度及冷却空气量进行干燥,排空经湿式旋风分离器处理排放,干燥后的柠檬酸晶粒通过传送装置运到筛选机,不合格颗粒被筛分出来,溶解后返回到结晶系统,柠檬酸成品进行定量、包装,存放。
3课程设计技术经济条件
生产规模能力:
年产2万吨一水柠檬酸。
产品质量:
国际食用柠檬酸99.5%(质量分数),实际产率98%,副产品约占2%。
生产天数:
300天/年
原料:
薯干粉,含淀粉量65%,水分14%
α-淀粉酶用量:
5U/g原料,淀粉酶活力为3000U/g
无水氯化钙用量:
0.1%
碳酸钠用量:
0.15%
操作参数:
淀粉糖转化率98.5%,糖酸转化率95%,提取阶段分离收率95%,精制阶段
收率98%,倒罐率1%,其得率99%;产酸率(即糖发酵液转化率)13%。
4物料衡算
4.1原料消耗计算(基准:
一吨成品柠檬酸)
年产2万吨国际食用柠檬酸,折合无水柠檬酸,按1995年5月,中国发酵工业协会柠檬酸分会制定的“柠檬酸行业统计办法”:
无水柠檬酸需要量为:
20000t÷1.0914=18325.09t/a
(1)生产无水柠檬酸的总化学反应式:
162192
X1000
(2)生产1000kg99.5%无水柠檬酸所需的理论淀粉消耗量:
X=1000×(162÷192)×99.5%=839.53kg
(3)生产1000kg99.5%无水柠檬酸所需实际淀粉消耗量:
X÷(98.5%×95%×95%×98%×99%)=973.4kg
(4)生产1000kg99.5%无水柠檬酸所需实际薯干粉原料消耗量:
973.4÷65%=1497.54kg
(5)α-淀粉酶的消耗量:
应用酶活力为3000u/g的α-淀粉酶使淀粉液化。
α-淀粉酶用量按5u/g原料计算;有:
1497.54×103×5÷3000=2.4959kg
4.2发酵醪量的计算
根据发酵液转化率为13%:
1000×99.5%÷(95%×98%×13%)=8221.1kg
4.3接种量
接种量为发酵醪的10%,则:
8221.1×10%÷110%=747.37kg
4.4液化醪量计算
因为成熟蒸煮醪为:
8221.1-747.37-2.4959=7471.23kg
则调浆浓度为:
1497.54×100%÷7471.23=20.04%
为简化计算,定液化醪的比热容在整个过程中维持不变.
粉浆的干物质浓度为:
973.4×100%÷7471.23=13.03%
干物质含量B0=65%的薯干原料比热容为:
C0=4.18×(1-0.7B0)=2.2781kJ/(kg·K)
粉浆的干物质浓度为B1=13.03%
Cw-水的比热容取4.18kJ/(kg·K)
液化醪的比热容为:
C1=B1C0+(1.0-B1)Cw
=13.03%×2.2781+(1.0-13.03%)×4.18
=3.93kJ/(kg·K)
经喷射液化器前的液化醪量为X:
X+X×3.93×(100-50)÷(2731.2-100×4.18)=7471.23(kg)
解得X=6886.26(kg)
4.5成品柠檬酸
日产柠檬酸量为:
18325.09÷300=61.08t/d
即结晶液中柠檬酸的含量为:
61.08t/d
需精制液中柠檬酸含量为:
61.08÷98%=62.33t/d
需分离液中柠檬酸的含量为:
61.08÷(95%×98%)=65.61t/d
4.6淀粉质原料年产2万吨一水柠檬酸厂总物料衡算
即对生产18325.09t/a99.5%无水柠檬酸的薯干原料柠檬酸厂进行计算。
柠檬酸成品
日产食用99.5%无水柠檬酸量为61.08t,取整数为62t
日产副产品为:
62×2÷98=1.27t
则日产总量为:
63.27t
实际年产量为:
食用柠檬酸量为:
62×300=18600t/a
副产物为:
1.27×300=381t/a
总产量为:
18981t/a
主要原料薯干用量
日耗量:
1497.54×10-3×63.27=94.75t
年耗量:
94.75×300=28425t
4.7物料衡算表
根据以上计算,将物料衡算结果列于表4.1。
表4.120000t/a料柠檬酸厂物料衡算表
物料名称
每吨产品耗物量
(kg)
年产2万吨耗物量
每天(t/d)每年(t/a)
食用柠檬酸
980
62
18600
副产品
20
1.27
381
薯干原料
1497.54
94.75
28425
淀粉
973.4
61.587
18476.1
α-淀粉酶
2.4959
0.1579
47.37
发酵醪
8221.1
520.15
156045
接种量
747.37
47.286
14185.8
成熟蒸煮醪
7471.23
472.71
141813
薯干浆量
19913.14
1259.9
377970
无水氯化钙
1
0.067
20
碳酸钠
1.5
0.1
30
5工艺设备
柠檬酸生产的主要工艺设备有:
发酵罐,种子罐,预过滤器,蒸汽过滤器,金属过滤器,液化醪泵,硫酸铵溶液输送泵,种子液输送泵,发酵液输送泵,自来水输送泵,硫酸铵贮罐,发酵醪贮罐,调浆罐,酸解罐,糖化罐,液化维持罐。
6全厂及车间布置
本设计以年产20000吨一水柠檬酸厂发酵车间工艺为标准,全厂的布局参考了某公司的各个车间的布局。
此基础上,又做了一定的修改。
作为一个面向现代化的柠檬酸工厂,在设计中厂区的交通,卫生,环境要求都比较高,各车间的布局要合理,便于生产的顺利进行,将生产区和办公大楼分开建设,一个完善而先进的污水处理站也是必需的。
同时,还应该有职工活动中心等。
车间布置设计的目的是对厂房的配置和设备的排列作出合理的安排,并决定车间,工段的长度,高度和建筑结构形式,以及各车间之间与工段之间的相互关系。
车间布置设计必须在充分调查生产工艺流程图,物料衡算数据及物料性质,设备资料,公用系统耗用量,土建资料和劳动安全,防火,防爆资料,车间组织及定员资料,厂区总平面布置等有关布置方面的一些规范资料的基础上进行。
柠檬酸发酵主要工序包括液化醪→发酵醪→发酵成熟醪→至提取。
车间布局包括三层楼。
发酵罐因罐体较大贯穿于第1、2、3层;种子罐与硫酸铵贮罐贯穿于第1、2层;泵体一般安装于第1层,除主物料液化醪的输送泵置于第2层楼,(为了节省能耗,从液化段的喷射冷凝器直接送到二楼);而发酵液贮罐因罐体庞大且无特殊要求,可置于发酵车间的室外;金属过滤器都安装于第3层,便于对发酵罐操作。
这样的布局符合柠檬酸生产经济高效,操作方便,易于控制的工艺要求。
7结束语
本次设计工作量大,涉及的知识面比较广,我查阅了大量相关资料,并在同学们的帮助相互协作下顺利的完成了此次设计。
通过本次设计,我发现将理论与实践还有很大的差异,理论知识只有与实践相结合才能更加完善并更好的指导实践工作。
此次设计使我
 升级会员
升级会员 