钣金件设计规范标准.docx
《钣金件设计规范标准.docx》由会员分享,可在线阅读,更多相关《钣金件设计规范标准.docx(10页珍藏版)》请在冰豆网上搜索。
钣金件设计规范标准
钣金件设计规
1.围
本设计规规定了钣金件设计的一般要求和空调器需注意的要求
本设计规适用于销和出口的空调器产品中使用的钣金零件,其他产品可参考使用
2.相关标准
QJ/MK02.001-2001a房间空气调节器
GB/T13914-1992冲压件尺寸公差
QJ/MK05.022-2002冷轧板喷涂件技术条件
QJ/MK05.910-2001连续电镀锌钢板及钢带
QJ/MK05.912-2001连续热镀锌钢板及钢带
3.容
3.1冲裁件
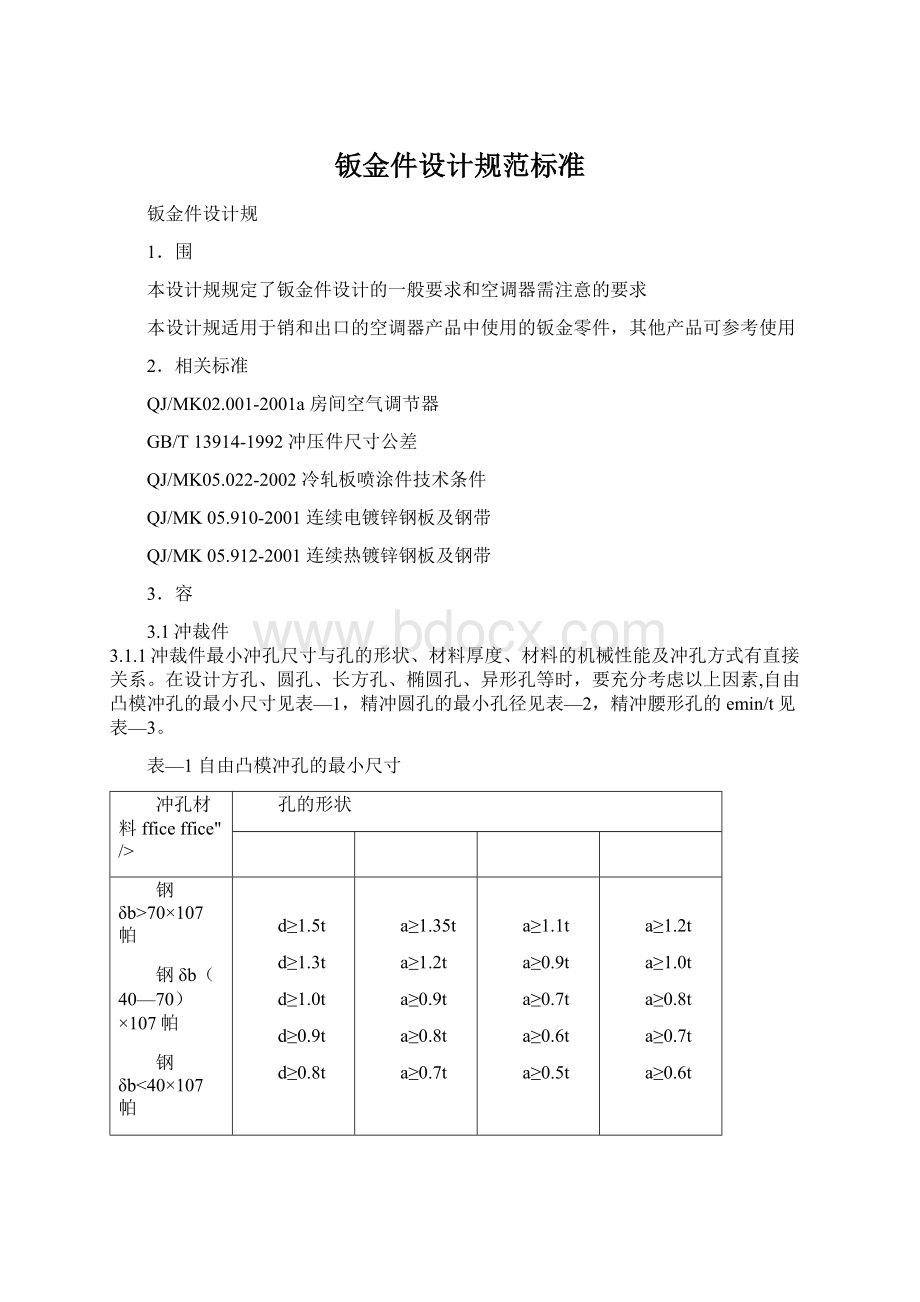
3.1.1冲裁件最小冲孔尺寸与孔的形状、材料厚度、材料的机械性能及冲孔方式有直接关系。
在设计方孔、圆孔、长方孔、椭圆孔、异形孔等时,要充分考虑以上因素,自由凸模冲孔的最小尺寸见表—1,精冲圆孔的最小孔径见表—2,精冲腰形孔的emin/t见表—3。
表—1自由凸模冲孔的最小尺寸
冲孔材料fficeffice"/>
孔的形状
钢δb>70×107帕
钢δb(40—70)×107帕
钢δb<40×107帕
铜、黄铜
铝、锌
d≥1.5t
d≥1.3t
d≥1.0t
d≥0.9t
d≥0.8t
a≥1.35t
a≥1.2t
a≥0.9t
a≥0.8t
a≥0.7t
a≥1.1t
a≥0.9t
a≥0.7t
a≥0.6t
a≥0.5t
a≥1.2t
a≥1.0t
a≥0.8t
a≥0.7t
a≥0.6t
注:
t为材料厚度,冲孔最小尺寸一般不小于0.3mm。
表—2精冲圆孔的最小孔径
冲孔材料的δb(107帕)
最小孔径
15
30
45
60
0.3—0.4t
0.45—0.55t
0.65—0.7t
0.85—0.9t
注:
薄料取上限,厚料取下限
表—3精冲腰形孔的emin/t
材料厚度
t(mm)
L(mm)
2
4
6
8
10
15
20
40
60
80
100
150
200
1
1.5
2
3
4
5
8
10
12
15
0.69
0.62
0.58
0.78
0.72
0.67
0.62
0.6
0.82
0.75
0.7
0.65
0.63
0.62
0.84
0.78
0.73
0.68
0.65
0.64
0.63
0.88
0.82
0.77
0.71
0.68
0.67
0.66
0.94
0.87
0.83
0.76
0.74
0.73
0.71
0.68
0.97
0.9
0.86
0.79
0.76
0.75
0.73
0.71
0.7
0.69
1
0.92
0.88
0.86
0.85
0.8
0.79
0.78
0.98
0.94
0.92
0.9
0.85
0.84
0.83
0.97
0.95
0.93
0.87
0.86
0.85
1
0.97
0.95
0.88
0.87
0.86
1
0.93
0.92
0.9
0.96
0.95
0.93
3.1.2冲孔边缘离外形的距离(孔边距)过小时,会影响冲件的质量甚至模具的寿命,最小孔边距见表—4。
表—4最小孔边距
冲孔类型
孔的形状特点
边缘与外形不平行、不相似amin
边缘与外形平行或相似bmin
普通冲裁
>t
>1.5t
聚氨酯冲裁模
LY12M、LF21、T2、T3、T4、A3、10钢
>4t
>(5—6)t
LY12C、TC2、TC1
>3t
>4t
精冲
δb=15×107帕
δb=30×107帕
δb=45×107帕
δb=60×107帕
0.25—0.35t
0.35—0.45t
0.5—0.55t
0.7—0.75t
1.1—1.2emin
注:
精冲时薄料取上限,厚料取下限
3.1.3在设计弯曲件和引伸件上的孔时,孔边缘与工件直壁之间应保持一定的距离,弯曲件和引伸件冲孔时的孔壁距见图—1。
图—1弯曲件和引伸件冲孔时的孔壁距
3.1.4冲裁件转角处需设计合适的圆角半径,冲裁件的最小圆角半径见表—5、表—6。
表—5普通冲裁件的最小圆角半径
工件邻边间的最小夹角
工件材料
黄铜、铝
软钢
合金钢
落料
≥90°
<90°
0.18t
0.35t
0.25t
0.5t
0.35t
0.7t
冲孔
≥90°
<90°
0.2t
0.4t
0.3t
0.6t
0.45t
0.9t
注:
当t<1mm时,以t=1mm计算
表—6精冲件的最小圆角半径
工件邻边间的最小夹角
材料厚度
1
2
3
4
5
6
8
10
12
14
15
30°
60°
90°
120°
0.4
0.2
0.1
0.05
0.9
0.45
0.23
0.15
1.5
0.75
0.35
0.25
2
1
0.5
0.35
2.6
1.3
0.7
0.5
3.2
1.6
0.85
0.65
4.6
2.5
1.3
1
7
4
2
1.5
10
6
3
2.2
15
9
4.5
3
18
11
6
4
3.1.5冲裁件凸出和凹入部分的最小宽度与其长度及材料厚度有关。
设计冲裁件时需考虑此因素,普通冲裁件凸出和凹入部分的尺寸见表—7。
表—7普通冲裁件凸出和凹入部分的尺寸
冲件材料
B
硬钢
黄铜、软钢
铜、铝、锌
2—2.3t
1.4—1.5t
1.1—1.2t
注:
聚氨酯冲裁件的局部凸、凹宽度一般大于2—4t
3.1.6设计冲裁件时要考虑合理的精度等级围及合理的尺寸公差,冲裁件的合理精度等级和尺寸公差见表—8、表—9。
表—8冲裁件的合理精度等级(GB/T13914-1992)
类别
材料厚度(mm)
精度等级
1
2
3
4
5
6
7
8
9
10
精密冲裁
普通冲裁
—0.5
0.5—1
1—3
>3
孔中心距
≤3
孔边距
≤3
注:
横线表示合理精度等级围
表—9冲裁件的尺寸公差(GB/T13914-1992)
尺寸分段
精度等级
1
2
3
4
5
6
7
8
9
10
—1
1—3
3—10
10—30
30—120
120—315
315—1000
0.015
0.02
0.03
0.04
0.05
0.07
0.10
0.02
0.03
0.04
0.05
0.07
0.10
0.14
0.03
0.04
0.05
0.07
0.10
0.14
0.20
0.04
0.05
0.07
0.10
0.14
0.20
0.25
0.05
0.07
0.10
0.14
0.20
0.28
0.40
0.07
0.10
0.14
0.20
0.28
0.40
0.56
0.10
0.14
0.20
0.28
0.40
0.56
0.78
0.14
0.20
0.28
0.40
0.56
0.78
1.1
0.20
0.28
0.40
0.56
0.78
1.1
1.5
0.28
0.40
0.56
0.78
1.1
1.5
2.0
注:
孔公差取表中公差值,冠以“+”号;轴公差取表中公差值,冠以“-”号;长度、孔中心距、孔边距取表中公差值之半,冠以“±”号。
3.2弯曲件
3.2.1弯曲半径过小时,变形区材料易产生畸变和微裂。
设计弯曲件时,要设计合适的弯曲半径,板材的最小弯曲半径见表—10。
表—10板材的最小弯曲半径
材料
退火状态
冷作硬化状态
弯曲线方向
与轧纹垂直
与轧纹平行
与轧纹垂直
与轧纹平行
08、10、A1、A2
15、20、A3
25、30、A4
35、40、A5
45、50
55、60
65Mn、T7
铝
硬铝(软)
硬铝(硬)
铜
黄铜(软)
黄铜(半硬)
磷青铜
0.1t
0.1t
0.2t
0.3t
0.5t
0.7t
1.0t
0.1t
1.0t
2.0t
0.1t
0.1t
0.1t
0.4t
0.5t
0.6t
0.8t
1.0t
1.3t
2.0t
0.4t
1.5t
3.0t
0.4t
0.4t
0.4t
0.4t
0.5t
0.6t
0.8t
1.0t
1.3t
2.0t
0.4t
1.5t
3.0t
1.0t
0.4t
0.5t
1.0t
0.8t
1.0t
1.2t
1.5t
1.7t
2.0t
3.0t
0.8t
2.5t
4.0t
2.0t
0.8t
1.2t
3.0t
注:
1、最小弯曲半径指弯曲件的侧半径、弯曲时应使毛刺一边处于弯角的侧;
2、弯曲线与轧纹的角度介于20—60°时,可取表中垂直与平行的平均值;
3、冲裁后未经退火的胚料,应视为硬化状态;
4、弯曲角不同时,按下列修正系数乘表中数值:
弯曲角90°60—90°45—60°
修正系数1.01.3—1.11.5—1.3
3.2.2弯曲件的直边高度太小时,会影响弯曲件成型后的精度,一般需加大弯边高度,
然后待弯曲成型后加工至规定尺寸;或在弯曲变形区制成浅槽,再弯曲成型,如图—2
所示。
图—2弯边高度和工艺槽
3.2.3冲孔后弯曲,孔的位置应处于弯曲变形区外,孔壁到弯边的最小距离见表—11。
表—11弯曲件上孔壁到弯边的最小距离
t(mm)
s
L(mm)
s
≤2
≥t+r
≤25
≥2t+r
>2
≥1.5t+r
25—50
≥2.5t+r
>50
≥3t+r
3.2.4工艺切口(槽)可防止弯件成型时发生局部畸变。
欲冲孔的弯曲坯料,当孔在变形区时,要采取切口以防止孔变形,如图—3所示。
图—3防止孔变形的切口形式
3.2.5弯曲件的形状比较对称时,可减少弯曲成型时坯料在模具的错移。
为使坯料在模具定位准确,可增设工艺定位孔。
3.3引伸件
3.3.1引伸件的圆角半径过小时工件不易成型,应根据引伸件的形状的不同来设计合理的圆角半径,引伸件的圆角半径见表—12。
表—12引伸件的圆角半径
圆角半径
无凸缘圆桶形件
带凸缘圆桶形件
反向引伸件
矩形件
带凸缘矩形件
t≤0.5mm
t>0.5—3mm
r
≥t
一般为3—5t
≥t
一般为3—5t
≥t
一般为3—5t
软钢5—7t
黄铜3—5t
软钢3—4t
黄铜2—3t
R
≥t
一般为4—8t
6—8t
软钢5—10t
黄铜5—7t
软钢4—6t
黄铜3—5t
R角
≥3t
大于0.2H时对引伸有利
大于0.24H时对引伸有利(酸洗钢)
大于0.17H时对引伸有利(黄铜、铝)
3.3.2引伸件的形状应尽量设计成对称。
3.4挤压件,挤压件的横断面应尽量设计对称,避免剧烈的断面变化。
3.5补充
自攻螺钉的孔,当壁厚δ<1.2时,应翻孔,孔径为φ3.2+0.10;当δ≥1.2时,可不翻孔,孔径为φ3.2±0.05;
电机支架上电机螺孔,当壁厚δ为1.2时仍应设计成翻边孔,以保证安装电机的牢固,避免螺钉打滑。
减少底脚与底盘的焊接接触面,增加喷粉有效面积,底脚设计应开方孔和增加高度,避免喷粉死角,防止生锈。
底盘的底部,需多设加强筋,以增加强度,若强度不够,则易引起振动及变形。
蒸发器边板、冷凝器右边板翻边的高度应小于6mm,否则上线焊接时,会挡住火焰。
销柜机室机左右侧板可使用冷轧板,所有其他钣金件则使用镀锌钢板。
 升级会员
升级会员 