车床主轴的零件机械加工工艺规程设计.docx
《车床主轴的零件机械加工工艺规程设计.docx》由会员分享,可在线阅读,更多相关《车床主轴的零件机械加工工艺规程设计.docx(14页珍藏版)》请在冰豆网上搜索。
车床主轴的零件机械加工工艺规程设计
车床主轴的零件机械加工工艺规程设计
一、零件材料:
45钢
技术要求:
1、莫氏锥度及1:
12锥面用涂色法检查,接触率为大于等于70%。
2、莫氏6号锥孔对主轴端面的位移为+2。
3、用环规紧贴C面,环规端面与D端面的间隙为0.05~0.1。
4、花键不等分积存误差和键对定心直径中心的偏移为0.02。
零件数据:
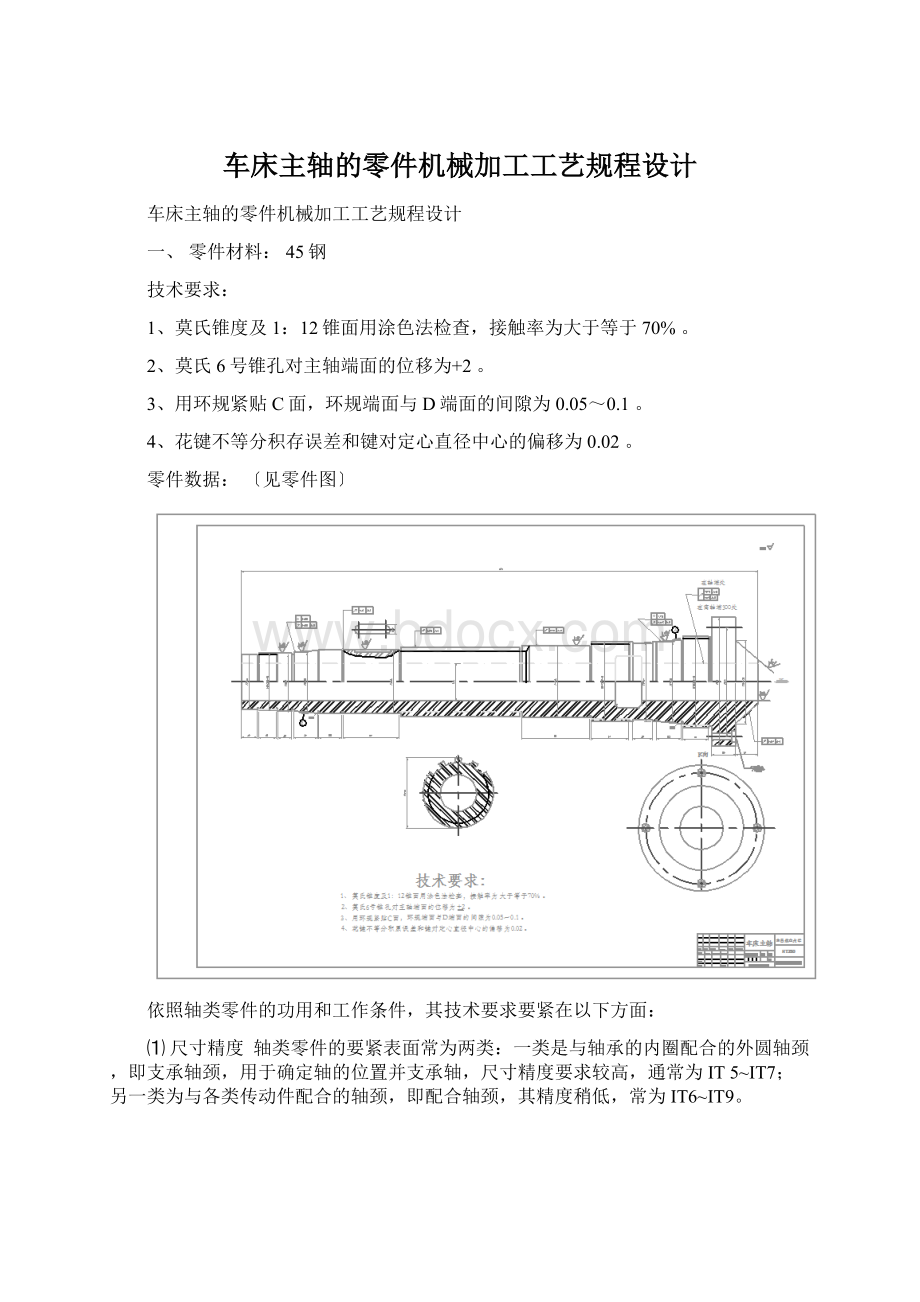
〔见零件图〕
依照轴类零件的功用和工作条件,其技术要求要紧在以下方面:
⑴尺寸精度轴类零件的要紧表面常为两类:
一类是与轴承的内圈配合的外圆轴颈,即支承轴颈,用于确定轴的位置并支承轴,尺寸精度要求较高,通常为IT5~IT7;另一类为与各类传动件配合的轴颈,即配合轴颈,其精度稍低,常为IT6~IT9。
⑵几何形状精度 要紧指轴颈表面、外圆锥面、锥孔等重要表面的圆度、圆柱度。
其误差一样应限制在尺寸公差范畴内,关于周密轴,需在零件图上另行规定其几何形状精度。
⑶相互位置精度 包括内、外表面、重要轴面的同轴度、圆的径向跳动、重要端面对轴心线的垂直度、端面间的平行度等。
⑷表面粗糙度 轴的加工表面都有粗糙度的要求,一样依照加工的可能性和经济性来确定。
支承轴颈常为0.2~1.6μm,传动件配合轴颈为0.4~3.2μm。
⑸其他 热处理及外观修饰等要求。
二、零件的结构特点
图1所示零件是车床的主轴,它属于台阶型轴类零件,由圆柱面、轴肩、螺纹、退刀槽和键槽等组成。
轴肩一样用来确定安装在轴上零件的轴向位置;键槽是便于安装键,以传递转矩;螺纹用于安装各种锁紧螺母和调整螺母。
从图1所示的车床主轴零件的支撑轴颈A、B是装配基准,故对A、B两段轴颈的加工提出了专门高的要求。
主轴的支撑轴颈、配合轴颈、锥孔、前端圆锥面及端面、锁紧螺纹等表面是轴的要紧加工表面。
其中支撑轴颈本身的尺寸精度、几何形状精度、相互位置精度和表面粗糙度尤为重要。
加工工艺性
次零件的技术要求不高,用车床、铣床和钻床就能够加工出来,精度要求一样是7到8级,而且表面粗糙度要求也不太高,是一个较好加工的零件。
确定零件毛胚
考虑到零件的经济性和综合性能要求,零件材料为45钢。
1、粗基准的选用原那么
1、保证不加工表面与加工表面相互位置要求原那么。
当有些不加工表面与加工表面之间有相互位置要求时,一样不选择加工表面作为粗基准。
2、保证各加工表面的加工余量合理分配的原那么。
应选择重要加工表面为粗基准。
3、粗基准不重复使用的原那么。
粗基准的精度低,粗糙度数值大,重复使用会造成较大的定位误差,因此,同一尺寸方向的粗基准,通常只承诺使用一次。
2、精基准的选用原那么
1、基准重合原那么。
尽可能使设计基准和定位基准重合,以减少定位误差。
2、基准统一原那么。
尽可能使用同一定位基准加工个表面,以保证各表面的位置精度。
如轴类零件常用两端顶尖孔作为统一的定位基准。
3、互为基准原那么。
当两个加工表面间的位置精度要求比较高的时候,可用互为基准的原那么反复加工。
4、自为基准的原那么。
当要求加工余量小而平均时,可选择加工表面作为自身的定位基准。
确定零件的定位基准
主轴加工中,为了保证各要紧表面的相互位置精度,选择定位基准时,应遵循基准重合、基准统一和互为基准等重要原那么,并能在一次装夹中尽可能加工出较多的表面。
由于主轴外圆表面的设计基准是主轴轴心线,依照基准重合的原那么考虑应选择主轴两端的顶尖孔作为精基准面。
用顶尖孔定位,还能在一次装夹中将许多外圆表面及其端面加工出来,有利于保证加工面间的位置精度。
因此主轴在粗车之前应先加工顶尖孔。
为了保证支承轴颈与主轴内锥面的同轴度要求,宜按互为基准的原那么选择基准面。
如车小端1∶20锥孔和大端莫氏6号内锥孔时,以与前支承轴颈相邻而它们又是用同一基准加工出来的外圆柱面为定位基准面〔因支承轴颈系外锥面不便装夹〕;在精车各外圆〔包括两个支承轴颈〕时,往常、后锥孔内所配锥堵的顶尖孔为定位基面;在粗磨莫氏6号内锥孔时,又以两圆柱面为定位基准面;粗、精磨两个支承轴颈的1∶12锥面时,再次用锥堵顶尖孔定位;最后精磨莫氏6号锥孔时,直截了当以精磨后的前支承轴颈和另一圆柱面定位。
定位基准每转换一次,都使主轴的加工精度提高一步。
轴类零件的材料
常用45钢,精度较高的轴可选用40Cr、轴承钢GCr15、弹簧钢65Mn,也可选用球墨铸铁;对高速、重载的轴,选用20CrMnTi、20Mn2B、20Cr等低碳合金钢或38CrMoAl氮化钢。
轴类毛坯
常用圆棒料和锻件;大型轴或结构复杂的轴采纳铸件。
毛坯通过加热锻造后,可使金属内部纤维组织沿表面平均分布,获得较高的抗拉、抗弯及抗扭强度。
轴类零件的热处理
锻造毛坯在加工前,均需安排正火或退火处理,使钢材内部晶粒细化,排除锻造应力,降低材料硬度,改善切削加工性能。
调质一样安排在粗车之后、半精车之前,以获得良好的物理力学性能。
表面淬火一样安排在精加工之前,如此能够纠正因淬火引起的局部变形。
精度要求高的轴,在局部淬火或粗磨之后,还需进行低温时效处理。
拟订零件的加工路线是制定工艺规程的总体布局,要紧任务是选择各表面的加工方法,及定位基准,确定加工顺序,各工序采纳的机床设备和工艺装备等。
主轴加工工艺过程分析
主轴加工工艺过程可划分为三个加工时期,即粗加工时期〔包括铣端面、加工顶尖孔、粗车外圆等〕;半精加工时期〔半精车外圆,钻通孔,车锥面、锥孔,钻大头端面各孔,精车外圆等〕;精加工时期〔包括精铣键槽,粗、精磨外圆、锥面、锥孔等〕。
在机械加工工序中间尚需插入必要的热处理工序,这就决定了主轴加工各要紧表面总是循着以下顺序的进行,即粗车→调质〔预备热处理〕→半精车→精车→淬火-回火〔最终热处理〕→粗磨→精磨。
综上所述,主轴要紧表面的加工顺序安排如下:
外圆表面粗加工〔以顶尖孔定位〕→外圆表面半精加工〔以顶尖孔定位〕→钻通孔〔以半精加工过的外圆表面定位〕→锥孔粗加工〔以半精加工过的外圆表面定位,加工后配锥堵〕→外圆表面精加工〔以锥堵顶尖孔定位〕→锥孔精加工〔以精加工外圆面定位〕。
当要紧表面加工顺序确定后,就要合理地插入非要紧表面加工工序。
对主轴来说非要紧表面指的是螺孔、键槽、螺纹等。
这些表面加工一样不易显现废品,因此尽量安排在后面工序进行,要紧表面加工一旦出了废品,非要紧表面就不需加工了,如此能够幸免白费工时。
但这些表面也不能放在要紧表面精加工后,以防在加工非要紧表面过程中损害已精加工过的
对凡是需要在淬硬表面上加工的螺孔、键槽等,都应安排在淬火前加工。
非淬硬表面上螺孔、键槽等一样在外圆精车之后,精磨之前进行加工。
主轴螺纹,因它与主轴支承轴颈之间有一定的同轴度要求,因此螺纹安排在以非淬火-回火为最终热处理工序之后的精加工时期进行,如此半精加工后残余应力所引起的变形和热处理后的变形,就可不能阻碍螺纹的加工精度。
工艺路线的拟定
为保证几何形状、尺寸精度、位置精度及各项技术要求,必须判定合理的工艺路线。
工艺路线方案一
序号
工序名称
工序内容
定位基准
设备
5
备料
10
锻造
磨锻
立式精锻机
15
热处理
正火
回火炉
20
锯
锯小端,保持总长为890+2.5mm
锯床
25
铣端面打中心孔
车端面钻
=5mm的中心孔
小端外形
铣床、钻床
30
车
粗车各段外径,均放余量为2.5~3mm
大端外形及断面、小端中心孔
车床
35
车
粗车D、E面及
165mm外圆,均放余量为2.5~3mm
小端外形,
115mm表面
车床
40
车
粗车大端后断面及
115mm外圆与上边工序接平
大端外形,小端中心孔
车床
45
钻
钻
45mm的导向孔
小端外形,
115mm表面
钻床
50
钻
钻
45mm的通孔
小端外形,
115mm表面
深孔钻床
55
热处理
调质220~240HB
60
车
车小端面,内孔光出即可,长度许多于10mm
大端外形,
89表面
车床
65
车
半精车各档外圆及1:
12锥面,均留0.5~0.6mm,螺纹外径留磨量0.2~0.3mm
大端外形,小端孔口
仿形车床
70
车
1、半精车大端D、E面及莫氏锥孔
2、半精车大端后断面,切割各槽
大端外形,小端孔口
车床
75
钻
扩
48mm通孔
大端外形,
89表面
深孔钻床
80
热处理
按图要求对各部位进行热处理
85
车
1、半精车大端D、E面
2、车6号莫氏锥孔,精车端面
小端外形
车床
90
磨
半精磨各档外圆,1:
12锥面,螺纹外圆,大端外圆及端面
用锥套心轴夹持找正
89mm、
115mm外圆,径向圆跳动不大于0.005mm
外圆磨床
95
铣
铣键槽12H9
80外圆
3#万能铣床
100
钻
大端面上各孔
D、E面
专用钻床
105
车
精车M74X1.5、M100X1.5、M115X1.5mm螺纹及大端面后端面
大端外圆,小端孔口找正
89mm、
115mm外圆,径向圆跳动小于0.005mm
车床
110
磨
精磨各档外圆,D、E面及锥面
锥套找正
89mm、
115mm外圆,径向圆跳动小于0.005mm
外圆磨床
115
磨
精磨大端锥孔
89mm、
115mm外圆轴肩找正,径向跳动小于0.005mm
专用磨床
120
清除
清洗去毛刺
125
检查
按图样技术要求项目检查
工艺路线方案二
序号
工序名称
工序内容
定位基准
设备
5
备料
10
锻造
磨锻
立式精锻机
15
热处理
正火
回火炉
20
锯
锯小端,保持总长为890+2.5mm
锯床
25
铣端面打中心孔
车端面钻
=5mm的中心孔
小端外形
铣床、钻床
30
车
粗车各段外径,均放余量为2.5~3mm
大端外形及断面、小端中心孔
车床
35
车
粗车D、E面及
165mm外圆,均放余量为2.5~3mm
小端外形,
115mm表面
车床
40
车
粗车大端后断面及
115mm外圆与上边工序接平
大端外形,小端中心孔
车床
45
车
车小端面,内孔光出即可,长度许多于10mm
大端外形,
89表面
车床
50
车
半精车各档外圆及1:
12锥面,均留0.5~0.6mm,螺纹外径留磨量0.2~0.3mm
大端外形,小端孔口
仿形车床
55
车
1、半精车大端D、E面及莫氏锥孔
2、半精车大端后断面,切割各槽
大端外形,小端孔口
车床
60
车
1、半精车大端D、E面
2、车6号莫氏锥孔,精车端面
小端外形
车床
65
钻
钻
45mm的导向孔
小端外形,
115mm表面
钻床
70
钻
钻
45mm的通孔
小端外形,
115mm表面
深孔钻床
75
热处理
调质220~240HB
80
钻
扩
48mm通孔
大端外形,
89表面
深孔钻床
85
热处理
按图要求对各部位进行热处理
90
磨
半精磨各档外圆,1:
12锥面,螺纹外圆,大端外圆及端面
用锥套心轴夹持找正
89mm、
115mm外圆,径向圆跳动不大于0.005mm
外圆磨床
95
铣
铣键槽12H9
80外圆
3#万能铣床
100
钻
大端面上各孔
D、E面
专用钻床
105
车
精车M74X1.5、M100X1.5、M115X1.5mm螺纹及大端面后端面
大端外圆,小端孔口找正
89mm、
115mm外圆,径向圆跳动小于0.005mm
车床
110
磨
精磨各档外圆,D、E面及锥面
锥套找正
89mm、
115mm外圆,径向圆跳动小于0.005mm
外圆磨床
115
磨
精磨大端锥孔
89mm、
115mm外圆轴肩找正,径向跳动小于0.005mm
专用磨床
120
清除
清洗去毛刺
125
检查
按图样技术要求项目检查
两个工艺路线的分析:
相比工艺路线方案一,工艺路线方案二采纳先铣面,后钻孔的思路,符合工序集中和先面后孔的原那么,但在加工右边圆柱上平面和左边圆柱下平面时不便于定位和装夹,且不符合基准先行的原那么;而加工方案一不仅符合先面后孔的原那么和基准先行原那么,而且便于定位和装夹。
另外,选择方案时还应考虑工厂的具体条件等要素,如:
设备能否借用工、夹、量具等。
本次设计采纳工艺路线一.
车床主轴机械加工工艺过程卡
序号
工序名称
工序内容
定位基准
设备
5
备料
10
锻造
磨锻
立式精锻机
15
热处理
正火
回火炉
20
锯
锯小端,保持总长为890+2.5mm
锯床
25
铣端面打中心孔
车端面钻
=5mm的中心孔
小端外形
铣床、钻床
30
车
粗车各段外径,均放余量为2.5~3mm
大端外形及断面、小端中心孔
车床
35
车
粗车D、E面及
165mm外圆,均放余量为2.5~3mm
小端外形,
115mm表面
车床
40
车
粗车大端后断面及
115mm外圆与上边工序接平
大端外形,小端中心孔
车床
45
钻
钻
45mm的导向孔
小端外形,
115mm表面
钻床
50
钻
钻
45mm的通孔
小端外形,
115mm表面
深孔钻床
55
热处理
调质220~240HB
60
车
车小端面,内孔光出即可,长度许多于10mm
大端外形,
89表面
车床
65
车
半精车各档外圆及1:
12锥面,均留0.5~0.6mm,螺纹外径留磨量0.2~0.3mm
大端外形,小端孔口
仿形车床
70
车
1、半精车大端D、E面及莫氏锥孔
2、半精车大端后断面,切割各槽
大端外形,小端孔口
车床
75
钻
扩
48mm通孔
大端外形,
89表面
深孔钻床
80
热处理
按图要求对各部位进行热处理
85
车
1、半精车大端D、E面
2、车6号莫氏锥孔,精车端面
小端外形
车床
90
磨
半精磨各档外圆,1:
12锥面,螺纹外圆,大端外圆及端面
用锥套心轴夹持找正
89mm、
115mm外圆,径向圆跳动不大于0.005mm
外圆磨床
95
铣
铣键槽12H9
80外圆
3#万能铣床
100
钻
钻大端面上各孔
D、E面
专用钻床
105
车
精车M74X1.5、M100X1.5、M115X1.5mm螺纹及大端面后端面
大端外圆,小端孔口找正
89mm、
115mm外圆,径向圆跳动小于0.005mm
车床
110
磨
精磨各档外圆,D、E面及锥面
锥套找正
89mm、
115mm外圆,径向圆跳动小于0.005mm
外圆磨床
115
磨
精磨大端锥孔
89mm、
115mm外圆轴肩找正,径向跳动小于0.005mm
专用磨床
120
清除
清洗去毛刺
125
检查
按图样技术要求项目检查
加工余量的确定
工艺路线拟定以后,应确定每道工序的加工余量、工序尺寸及其公差。
工序尺寸是工件加工过程中,每个工序加工应保证的尺寸,工序尺寸承诺的变动范畴确实是工序尺寸的公差。
工序尺寸的确定与加工余量有着紧密的关系。
零件图上的尺寸和公差确实是最终的加工工序尺寸和公差。
将此尺寸加上加工余量确实是上一工序的工序尺寸。
加工中的检验
自动测量装置,作为辅助装置安装在机床上。
这种检验方式能在不阻碍加工的情形下,依照测量结果,主动地操纵机床的工作过程,如改变进给量,自动补偿刀具磨损,自动退刀、停车等,使之适应加工条件的变化,防止产生废品,故又称为主动检验。
主动检验属在线检测,即在设备运行,生产不停顿的情形下,依照信号处理的差不多原理,把握设备运行状况,对生产过程进行推测预报及必要调整。
在线检测在机械制造中的应用越来越广。
加工后的检验
单件小批生产中,尺寸精度一样用外径千分尺检验;大批大量生产时,常采纳光滑极限量规检验,长度大而精度高的工件可用比较仪检验。
表面粗糙度可用粗糙度样板进行检验;要求较高时那么用光学显微镜或轮廓仪检验。
圆度误差可用千分尺测出的工件同一截面内直径的最大差值之半来确定,也可用千分表借助V形铁来测量,假设条件许可,可用圆度仪检验。
圆柱度误差通常用千分尺测出同一轴向剖面内最大与最小值之差的方法来确定。
主轴相互位置精度检验一样以轴两端顶尖孔或工艺锥堵上的顶尖孔为定位基准,在两支承轴颈上方分别用千分表测量。
 升级会员
升级会员 