机械制造工程学课后作业答案.docx
《机械制造工程学课后作业答案.docx》由会员分享,可在线阅读,更多相关《机械制造工程学课后作业答案.docx(15页珍藏版)》请在冰豆网上搜索。
机械制造工程学课后作业答案
第六次作业答案
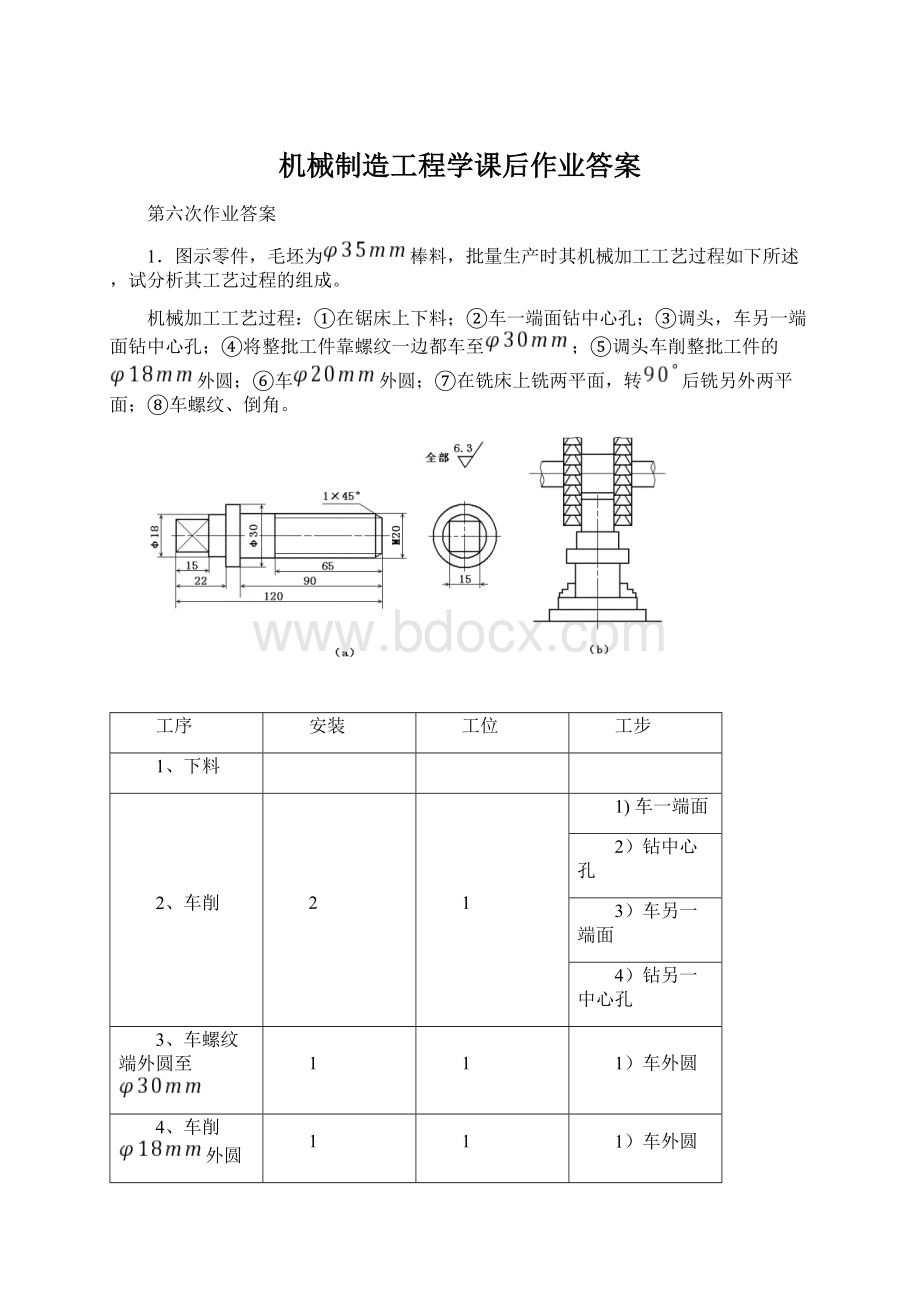
1.图示零件,毛坯为棒料,批量生产时其机械加工工艺过程如下所述,试分析其工艺过程的组成。
机械加工工艺过程:
①在锯床上下料;②车一端面钻中心孔;③调头,车另一端面钻中心孔;④将整批工件靠螺纹一边都车至;⑤调头车削整批工件的外圆;⑥车外圆;⑦在铣床上铣两平面,转后铣另外两平面;⑧车螺纹、倒角。
工序
安装
工位
工步
1、下料
2、车削
2
1
1)车一端面
2)钻中心孔
3)车另一端面
4)钻另一中心孔
3、车螺纹端外圆至
1
1
1)车外圆
4、车削外圆
1
1
1)车外圆
5、车螺纹端外圆至
1
1
1)车外圆
6、铣削平面
1
2
1)铣两平面
2)铣另两平面
7、车螺纹
1
1
1)车螺纹
2)倒角
2.图示为在两顶尖间加工小轴小端外圆及台肩面2的工序图,试分析台肩面2的设计基准、定位基准及测量基准。
设计基准、定为基准、测量基准均为1面,基准重合。
3.试分析说明图中各零件加工主要表面时定位基准(粗、精)应如何选择?
1)以Φ180外圆为粗基准,加工Φ60外圆及左侧两端面;
2)以Φ60外圆为精基准,加工Φ180外圆、右侧大端面以及Φ40内孔,保证大端面与内孔的垂直度要求;
3)以内孔为精基准(心轴定位),加工Φ180外圆、Φ60外圆以及齿轮轮齿。
第七次作业答案:
1.某铸件箱体的主轴孔设计要求为180J6(),在成批生产中加工顺序为:
粗镗——半精镗——精镗——浮动镗,其各工序的加工余量和相应所达到的公差等级下表所示。
试查阅有关手册计算出各工序的基本尺寸和各工序尺寸及偏差,填入表内。
工序名称
工序余量
mm
工序所能达到
公差等级
工序基本尺寸
工序尺寸及偏差
浮动镗孔
0.2
IT6
Φ180
精镗孔
0.6
IT7
Φ179.8
半精镗孔
3.2
IT9
Φ179.2
粗镗孔
6
IT11
Φ176
总余量
10
IT16
Φ170
2、在成批生产的条件下,加工下图所示零件,其工艺路线如下:
①粗、精刨底面;②粗、精刨顶面;③在卧式镗床上镗孔。
i粗镗、半精镗、精镗孔;ii将工作台准确地移动后粗镗、半精镗、精镗孔。
试分析上述工艺路线有何不合理之处,并提出改进方案。
解答:
不合理之处:
不符合粗精分开的原则。
改进后的方案:
①粗刨底面;
②粗刨顶面;
③粗镗Φ80孔;
④粗镗Φ60孔;
⑤精刨底面;
⑥精刨顶面;
⑦半精镗Φ80孔、Φ60孔;
⑧精镗Φ80孔、Φ60孔;
3、如下图所示为被加工零件,要求保证尺寸6±0.1mm。
由于该尺寸不便测量,只好通过测量尺寸L来间接保证。
试求测量尺寸L及其上、下偏差,并分析有无假废品现象存在?
解答:
尺寸链如图所示。
封闭环:
增环:
L
减环:
检验中如果L尺寸超差,可能出现假废品现象。
此时应同时检验L1、L2尺寸,如果有超差,则为废品。
4、下图所示为轴套零件,在车床上已加工好外圆、内孔及各面,现许在铣床上铣出右端槽,并保证尺寸及,求试切调刀时的度量尺寸、及其上下偏差。
解答:
尺寸链1如下图所示,
封闭环:
依据尺寸链公式可求出:
尺寸链2如右图所示
封闭环:
依据尺寸链公式可求出:
5.下图所示为箱体零件(图中只标注了有关尺寸),试分析计算:
⑴若孔、分别都以面为基准镗孔时,试标注两镗孔工序的工序尺寸;
⑵检验孔距时,因不便于测量,故选测量尺寸,试求工序尺寸及其上下偏差;
⑶若实测尺寸超差了,能否直接判断该零件为废品?
解答:
(1)以M为基准镗孔,工序尺寸L1、L2如右图所示,尺寸链如右中图所示。
封闭环:
反计算求L1、L2
取:
L1为协调环,
求出:
(2)尺寸链如右下图所示。
封闭环:
增环:
求出:
第九次作业答案
1.应用夹紧力的确定原则,分析下图所示夹紧方案,指出不妥之处并加以改正。
2.根据六点定位原理,分析下图所示各定位方案中各定位元件所消除的自由度。
解答:
(a)双顶尖部分定位,消除5个自由度,即:
、、、、
(b)部分定位,消除5个自由度,即:
、、、、
(c)部分定位,消除4个自由度,即:
、、、
(d)长销小平面组合,部分定位,消除5个自由度,即:
、、、、
(e)完全定位,消除6个自由度,即:
、、、、、
(f)部分定位,消除5个自由度,即:
、、、、
3.根据六点定位原理,分析下图所示各定位方案中各定位元件所消除的自由度。
如果属于过定位或欠定位,请指出可能出现什么不良后果,并提出改进方案。
解答:
(a)、两个自由度过定位,改进:
(1)改为双顶尖定位,或
(2)三爪卡盘夹持部分缩短。
(b)短圆销大平面限制、、、、5个自由度,V型块限制、两个自由度过定位,但弹性支撑的V型块,释放了方向自由度。
所以,属完全定位。
(c)部分定位,消除5个自由度。
4.如下图所示,工件以A、B面定位加工孔,试计算尺寸和的定位误差。
解答:
对于尺寸:
对于尺寸:
5.一批工件如下图所示,以圆孔用芯轴定位,在立式铣床上用顶尖顶住芯轴铣槽。
其中外圆、内孔及两端面均已加工合格,外圆对内孔的径向跳动在之内。
要保证铣槽的主要技术要求为:
⑴槽宽为;
⑵槽距端面尺寸为;
⑶槽底位置尺寸为;
⑷槽两侧对外圆轴线的对称度公差为。
试分析其定位误差对保证各项技术要求的影响。
解答:
(1)槽宽b:
由刀具决定槽宽的尺寸精度,定位误差对此项精度没有影响。
(2)槽距端面尺寸:
基准重合。
(3)槽底位置尺寸:
(4)槽两侧对外圆轴线的对称度公差:
第十次作业答案
1、有一批工件,如下图(a)所示。
采用钻模夹具钻削工件上(O1)和(O2)两孔,除保证图纸要求外,还要求保证两孔连心线通过的轴线,其对称度公差为。
现采用图(b)、(c)、(d)所示三种定位方案,若定位误差不得大于工序公差的1/2。
试问这三种定位方案是否都可行?
()
解答:
(b)图:
对于O2孔,
对于O1孔,
(c)图:
对于O2孔,
对于O1孔,
(d)图:
通过中心的偏移量:
综上:
只有b方案可行。
2.如下图所示,在工件上铣一键槽,其要求见图示,试计算各方案在尺寸及槽宽对称度方面的定位误差,并分析哪种定位方案正确?
解答:
(b)图,对尺寸45:
对称度:
(c)图,对尺寸45:
对称度:
,
(d)图,对尺寸45:
对称度:
,
(e)图,对尺寸45:
对称度:
,
(f)图,对尺寸45:
对称度:
,
各定位方案均不能满足要求。
3.在轴上铣一平面,工件定位方案如下图所示,试求尺寸A的定位误差。
解答:
4.下图所示为某铣键槽工序的加工要求:
键宽mm、键槽深度尺寸mm及键槽对φ80轴线对称度为0.2mm。
已知轴径尺寸mm,试分别计算如图b、图c所示两种定位方案的定位误差,并判断哪个方案更好。
解:
①对于方案b:
定位误差:
由于定位基准重合,故mm
对称误差:
mm
②对于方案c:
定位误差:
mm
对称误差:
mm
③方案b中,,方案c中,
比较方案b及方案c中定位误差及对称误差的比值,方案c更好。
 升级会员
升级会员 