数控车床编程实例100数控车编程实例.docx
《数控车床编程实例100数控车编程实例.docx》由会员分享,可在线阅读,更多相关《数控车床编程实例100数控车编程实例.docx(27页珍藏版)》请在冰豆网上搜索。
数控车床编程实例100数控车编程实例
数控车床编程实例
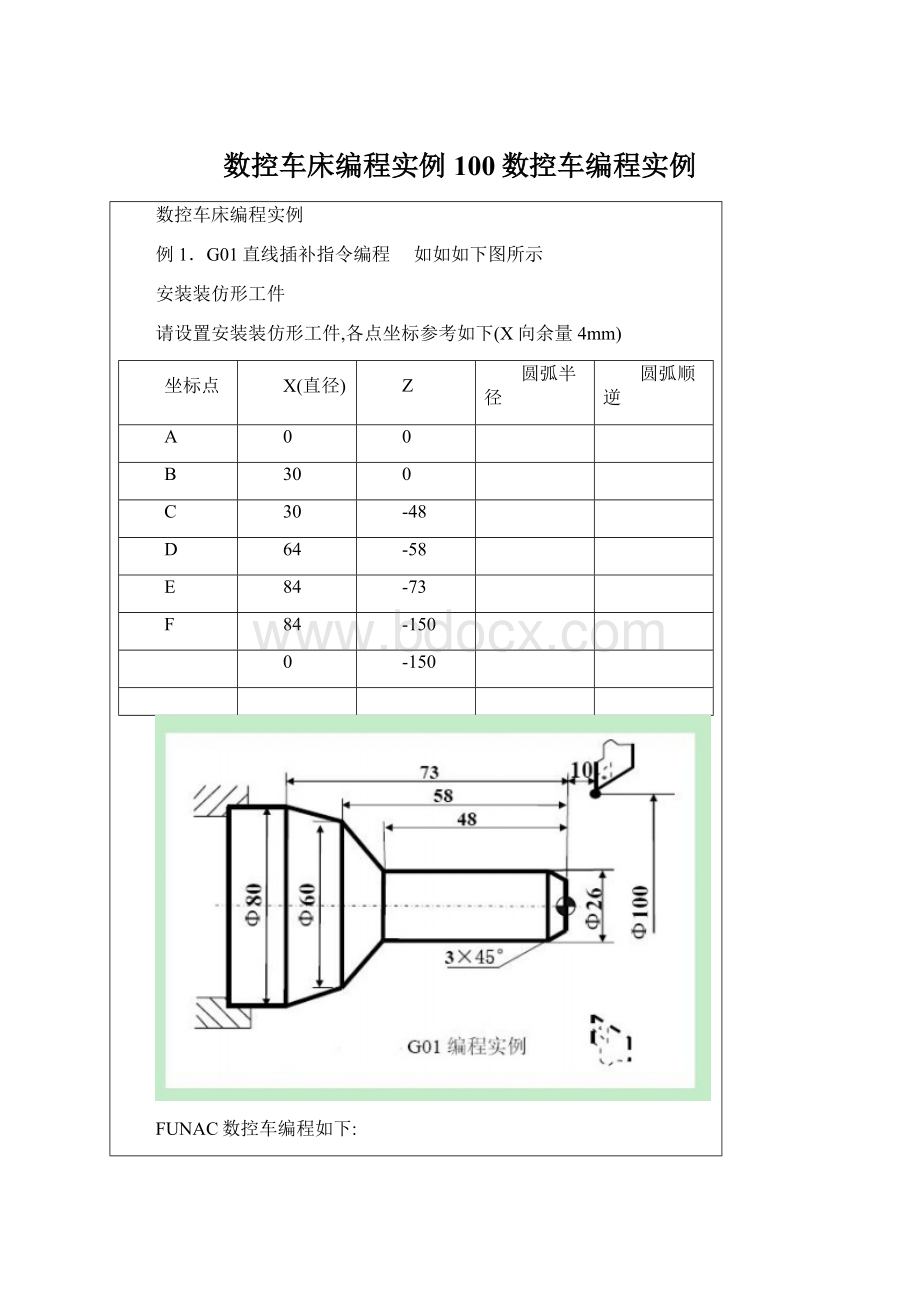
例1.G01直线插补指令编程 如如如下图所示
安装装仿形工件
请设置安装装仿形工件,各点坐标参考如下(X向余量4mm)
坐标点
X(直径)
Z
圆弧半径
圆弧顺逆
A
0
0
B
30
0
C
30
-48
D
64
-58
E
84
-73
F
84
-150
0
-150
FUNAC数控车编程如下:
O9001
N10 G50X100Z10〔设立坐标系,定义对刀点的位置〕
N20 G00X16Z2M03〔移到倒角延长线,Z轴2mm处〕
N30 G01U10W-5G98F120〔倒3×45°角〕
N40 Z-48〔加工Φ26外圆〕
N50 U34W-10〔切第一段锥〕
N60 U20Z-73〔切第二段锥〕
N70 X90〔退刀〕
N80 G00X100Z10〔回对刀点〕
N90 M05〔主轴停〕
N100 M30〔主程序完毕并复位〕
////////////////////////////////////////////////////////////////////////////////////////
华中数控车床编程如下:
%9001
N10 G92X100Z10〔设立坐标系,定义对刀点的位置〕
N20 G00X16Z2M03〔移到倒角延长线,Z轴2mm处〕
N30 G01U10W-5F300〔倒3×45°角〕
N40 Z-48〔加工Φ26外圆〕
N50 U34W-10〔切第一段锥〕
N60 U20Z-73〔切第二段锥〕
N70 X90〔退刀〕
N80 G00X100Z10〔回对刀点〕
N90 M05〔主轴停〕
N100 M30〔主程序完毕并复位〕
===============================================================
例2.G02/G03圆弧插补指令编程,如如如下图
安装装仿形工件
请设置安装装仿形工件,各点坐标参考如下(X向余量3mm)
坐标点
X(直径)
Z
圆弧半径
圆弧顺逆
A
0
0
B
6
0
C
30
-24
18
3
D
32
-31
8
2
E
32
-40
F
45
-40
45
-100
0
-100
FUNAC数控车编程如下:
O9002
N10G50X40Z5〔设立坐标系,定义对刀点的位置〕
N20M03S400〔主轴以400r/min旋转〕
N25G50S1000 〔主轴最大限速1000r/min旋转〕
N30G96S80〔恒线速度有效,线速度为80m/min〕
N40G00X0〔刀到中心,转速升高,直到主轴到最大限速〕
N50G01Z0G98F60〔工进接触工件〕
N60G03U24W-24R15〔加工R15圆弧段〕
N70G02X26Z-31R5〔加工R5圆弧段〕
N80G01Z-40〔加工Φ26外圆〕
N90X40Z5〔回对刀点〕
N100G97S300〔取消恒线速度功能,设定主轴按300r/min旋转〕
N110M30〔主轴停、主程序完毕并复位〕
///////////////////////////////////////////////////////////////////////////////////////////////////////////////////////////
华中数控车床编程如下:
%9002
N10G92X40Z5〔设立坐标系,定义对刀点的位置〕
N20M03S400〔主轴以400r/min旋转〕
N40G00X0〔刀到中心,转速升高,直到主轴到最大限速〕
N50G01Z0F60〔工进接触工件〕
N60G03U24W-24R15〔加工R15圆弧段〕
N70G02X26Z-31R5〔加工R5圆弧段〕
N80G01Z-40〔加工Φ26外圆〕
N90X40Z5〔回对刀点〕
N100M30〔主轴停、主程序完毕并复位〕
====================================================================
例3 G32螺纹切削指令编程 如如如下图
格式:
G32X〔U〕__Z〔W〕__F__
说明:
X、 Z:
为绝对编程时,有效螺纹终点在工件坐标系中的坐标;
U、W:
为增量编程时,有效螺纹终点相对于螺纹切削起点的位移量;
F:
螺纹导程,即主轴每转一圈,刀具相对于工件的进给值;
使用G32指令能加工圆柱螺纹、锥螺纹和端面螺纹。
安装装仿形工件
请设置安装装仿形工件,各点坐标参考如下(X向余量3mm)
坐标点
X(直径)
Z
圆弧半径
圆弧顺逆
A
0
0
B
30
0
C
30
-80
D
26
-80
E
26
-84
F
30
-84
G
30
-90
H
40
-90
I
40
-150
J
0
-150
上图,螺纹导程为1.5mm,δ=1.5mm,δ′=1mm,
每次吃刀量(直径值)分别为0.8mm、0.6mm、0.4mm、0.16mm、
FUNAC数控车编程如下:
O9003
N10G50X50Z120〔设立坐标系,定义对刀点的位置〕
N20M03S300〔主轴以300r/min旋转〕
N30G00X29.2Z101.5〔到螺纹起点,升速段1.5mm,吃刀深0.8mm〕
N40G32Z19F1.5〔切削螺纹到螺纹切削终点,降速段1mm〕
N50G00X40〔X轴方向快退〕
N60Z101.5〔Z轴方向快退到螺纹起点处〕
N70X28.6〔X轴方向快进到螺纹起点处,吃刀深0.6mm〕
N80G32Z19F1.5〔切削螺纹到螺纹切削终点〕
N90G00X40〔X轴方向快退〕
N100Z101.5〔Z轴方向快退到螺纹起点处〕
N110X28.2〔X轴方向快进到螺纹起点处,吃刀深0.4mm〕
N120G32Z19F1.5〔切削螺纹到螺纹切削终点〕
N130G00X40〔X轴方向快退〕
N140Z101.5〔Z轴方向快退到螺纹起点处〕
N150U-11.96〔X轴方向快进到螺纹起点处,吃刀深0.16mm〕
N160G32W-82.5F1.5〔切削螺纹到螺纹切削终点〕
N170G00X40〔X轴方向快退〕
N180X50Z120〔回对刀点〕
N190M05〔主轴停〕
N200M30〔主程序完毕并复位〕
/////////////////////////////////////////////////////////////////////////////////////////////////////////
华中数控车床
格式:
G32X〔U〕__Z〔W〕__R__E__P__F__
说明:
X、 Z:
为绝对编程时,有效螺纹终点在工件坐标系中的坐标;
U、W:
为增量编程时,有效螺纹终点相对于螺纹切削起点的位移量;
F:
螺纹导程,即主轴每转一圈,刀具相对于工件的进给值;
R、 E:
螺纹切削的退尾量,R 表示Z 向退尾量;E 为X 向退尾量,R、E 在绝对或增量编程时
都是以增量方式指定,其为正表示沿Z、X 正向回退,为负表示沿Z、X 负向回退。
使用R、E 可免去退刀槽。
R、E可以省略,表示不用回退功能;根据螺纹标准R 一般
取0.75~1.75 倍的螺距,E 取螺纹的牙型高。
P:
主轴基准脉冲处距离螺纹切削起始点的主轴转角。
使用G32指令能加工圆柱螺纹、锥螺纹和端面螺纹。
螺纹导程为1.5mm,δ=1.5mm,δ′=1mm,每次吃刀量(直径值)分别为
0.8mm、0.6mm、0.4mm、0.16mm、
华中数控车床编程如下:
%9003
N10G92X50Z120〔设立坐标系,定义对刀点的位置〕
N20M03S300〔主轴以300r/min旋转〕
N30G00X29.2Z101.5〔到螺纹起点,升速段1.5mm,吃刀深0.8mm〕
N40G32Z19F1.5〔切削螺纹到螺纹切削终点,降速段1mm〕
N50G00X40〔X轴方向快退〕
N60Z101.5〔Z轴方向快退到螺纹起点处〕
N70X28.6〔X轴方向快进到螺纹起点处,吃刀深0.6mm〕
N80G32Z19F1.5〔切削螺纹到螺纹切削终点〕
N90G00X40〔X轴方向快退〕
N100Z101.5〔Z轴方向快退到螺纹起点处〕
N110X28.2〔X轴方向快进到螺纹起点处,吃刀深0.4mm〕
N120G32Z19F1.5〔切削螺纹到螺纹切削终点〕
N130G00X40〔X轴方向快退〕
N140Z101.5〔Z轴方向快退到螺纹起点处〕
N150U-11.96〔X轴方向快进到螺纹起点处,吃刀深0.16mm〕
N160G32W-82.5F1.5〔切削螺纹到螺纹切削终点〕
N170G00X40〔X轴方向快退〕
N180X50Z120〔回对刀点〕
N190M05〔主轴停〕
N200M30〔主程序完毕并复位〕
===================================================================
例4.G90外圆固定循环指令编程,如如如下图
点画线代表毛坯。
FUNAC数控车编程如下:
O9004
G50X40Z3〔设立坐标系,定义对刀点的位置〕
M03S400〔主轴以400r/min旋转〕
G90X30Z-30I-5.5 G98F100〔加工第一次循环,吃刀深3mm〕
X27 〔加工第二次循环,吃刀深3mm〕
X24 〔加工第三次循环,吃刀深3mm〕
M30〔主轴停、主程序完毕并复位〕
/////////////////////////////////////////////////////////////////////////////////////////////////////////
华中数控车床编程如下:
%9004
G92X40Z3〔设立坐标系,定义对刀点的位置〕
M03S400〔主轴以400r/min旋转〕
G91G80X-10Z-33I-5.5F100〔加工第一次循环,吃刀深3mm〕
X-13Z-33I-5.5〔加工第二次循环,吃刀深3mm〕
X-16Z-33I-5.5〔加工第三次循环,吃刀深3mm〕
M30〔主轴停、主程序完毕并复位〕
============================================================================
例5.G94端面固定循环指令编程,如如如下图
点画线代表毛坯。
FUNAC数控车编程如下:
O9005
N1G54G90G00X60Z45M03〔选定坐标系,主轴正转,到循环起点〕
N2G94X25Z31.5K-3.5G98F100〔加工第一次循环,吃刀深2mm〕
N3X25Z29.5K-3.5〔每次吃刀均为2mm,〕
N4X25Z27.5K-3.5〔每次切削起点位,距工件外圆面5mm,故K值为-3.5〕
N5X25Z25.5K-3.5〔加工第四次循环,吃刀深2mm〕
N6M05〔主轴停〕
N7M30〔主程序完毕并复位〕
/////////////////////////////////////////////////////////////////////////////////////////////////////////
华中数控车床编程如下:
%9005
N1G54G90G00X60Z45M03〔选定坐标系,主轴正转,到循环起点〕
N2G81X25Z31.5K-3.5F100〔加工第一次循环,吃刀深2mm〕
N3X25Z29.5K-3.5〔每次吃刀均为2mm,〕
N4X25Z27.5K-3.5〔每次切削起点位,距工件外圆面5mm,故K值为-3.5〕
N5X25Z25.5K-3.5〔加工第四次循环,吃刀深2mm〕
N6M05〔主轴停〕
N7M30〔主程序完毕并复位〕
==============================================================================
例6.G92螺纹切削循环指令编程,如如如下图(毛坯外形已加工完成)
FUNAC数控车编程如下:
O9006
N1G54G00X35Z104〔选定坐标系G55,到循环起点〕
N2M03S300〔主轴以300r/min正转〕
N3G92X29.2Z18.5 F3〔第一次循环切螺纹,切深0.8mm〕
N4X28.6〔第二次循环切螺纹,切深0.4mm〕
N5X28.2〔第三次循环切螺纹,切深0.4mm〕
N6X28.04〔第四次循环切螺纹,切深0.16mm〕
N7M30〔主轴停、主程序完毕并复位〕
///////////////////////////////////////////////////////////////////////////////////////////////////////////////////////////
华中数控车床编程如下:
%9006
N1G54G00X35Z104〔选定坐标系G55,到循环起点〕
N2M03S300〔主轴以300r/min正转〕
N3G82X29.2Z18.5C2P180F3〔第一次循环切螺纹,切深0.8mm〕
N4X28.6Z18.5C2P180F3〔第二次循环切螺纹,切深0.4mm〕
N5X28.2Z18.5C2P180F3〔第三次循环切螺纹,切深0.4mm〕
N6X28.04Z18.5C2P180F3〔第四次循环切螺纹,切深0.16mm〕
N7M30〔主轴停、主程序完毕并复位〕
=================================================================================
例7.G71()外圆复合循环指令编程,如如如下图
要求循环起始点在A(46,3),切削深度为1.5mm〔半径量〕。
退刀量为1mm,X方向精加工余量为0.4mm,Z方向精加工余量
为0.1mm,其中点划线局部为工件毛坯
FUNAC数控车编程如下:
O9007
N10G54G00X80Z80〔选定坐标系G54,到程序起点位置〕
N20M03S400〔主轴以400r/min正转〕
N30G01X46Z3F0.2〔刀具到循环起点位置〕
N35G71U1.5R1
N40G71P50Q130U0.4W0.1 F0.3 〔粗切量:
1.5mm精切量:
X0.4mmZ0.1mm〕
N50G00X0〔精加工轮廓起始行,到倒角延长线〕
N60G01X10Z-2〔精加工2×45°倒角〕
N70Z-20〔精加工Φ10外圆〕
N80G02U10W-5R5〔精加工R5圆弧〕
N90G01W-10〔精加工Φ20外圆〕
N100G03U14W-7R7〔精加工R7圆弧〕
N110G01Z-52〔精加工Φ34外圆〕
N120U10W-10〔精加工外圆锥〕
N130W-20〔精加工Φ44外圆,精加工轮廓完毕行〕
N135G70P50Q130
N140X50〔退出已加工面〕
N150G00X80Z80〔回对刀点〕
N160M05〔主轴停〕
N170M30〔主程序完毕并复位〕
/////////////////////////////////////////////////////////////////////////////////////////////////////////
编程如下:
%9007
N1G54G00X80Z80〔选定坐标系G54,到程序起点位置〕
N2M03S400〔主轴以400r/min正转〕
N3G01X46Z3F100〔刀具到循环起点位置〕
N4G71U1.5R1P5Q13X0.4Z0.1〔粗切量:
1.5mm精切量:
X0.4mmZ0.1mm〕
N5G00X0〔精加工轮廓起始行,到倒角延长线〕
N6G01X10Z-2〔精加工2×45°倒角〕
N7Z-20〔精加工Φ10外圆〕
N8G02U10W-5R5〔精加工R5圆弧〕
N9G01W-10〔精加工Φ20外圆〕
N10G03U14W-7R7〔精加工R7圆弧〕
N11G01Z-52〔精加工Φ34外圆〕
N12U10W-10〔精加工外圆锥〕
N13W-20〔精加工Φ44外圆,精加工轮廓完毕行〕
N14X50〔退出已加工面〕
N15G00X80Z80〔回对刀点〕
N16M05〔主轴停〕
N17M30〔主程序完毕并复位〕
===========================================================================
例8.G72端面粗车复合循环,如如如下图
要求循环起始点在A(80,1),切削深度为1.2mm。
退刀量为1mm,X方向精加工
余量为0.2mm,Z方向精加工余量为0.5mm,其中点划线局部为工件毛坯
FUNAC数控车编程如下:
O9008
N10T0101〔换一号刀,确定其坐标系〕
N20G54G00X100Z80〔到程序起点或换刀点位置〕
N30M03S400〔主轴以400r/min正转〕
N40X80Z1〔到循环起点位置〕
N50G72P80Q170U0.2W0.5F0.3〔外端面粗切循环加工〕
N60G00X100Z80〔粗加工后,到换刀点位置〕
N70G42X80Z1〔参加刀尖园弧半径补偿〕
N80G00Z-56〔工轮廓开始,到锥面延长线处〕
N90G01X54Z-40F80〔加工锥面〕
N100Z-30〔加工Φ54外圆〕
N110G02U-8W4R4〔加工R4圆弧〕
N120G01X30〔加工Z26处端面〕
N130Z-15〔加工Φ30外圆〕
N140U-16〔加工Z15处端面〕
N150G03U-4W2R2〔加工R2圆弧〕
N160G01Z-2〔加工Φ10外圆〕
N170U-6W3〔加工倒2×45°角,加工轮廓完毕〕
N175G70P80Q170 〔精加工〕
N180G00X50〔退出已加工外表〕
N190G40X100Z80〔取消半径补偿,返回程序起点位置〕
N200M30〔主轴停、主程序完毕并复位〕
////////////////////////////////////////////////////////////////////////////////////////////////////////////////////////////
华中数控车床编程如下:
%9008
N1T0101〔换一号刀,确定其坐标系〕
N2G54G00X100Z80〔到程序起点或换刀点位置〕
N3M03S400〔主轴以400r/min正转〕
N4X80Z1〔到循环起点位置〕
N5G72W1.2R1P8Q17X0.2Z0.5F100〔外端面粗切循环加工〕
N6G00X100Z80〔粗加工后,到换刀点位置〕
N7G42X80Z1〔参加刀尖园弧半径补偿〕
N8G00Z-56〔精加工轮廓开始,到锥面延长线处〕
N9G01X54Z-40F80〔精加工锥面〕
N10Z-30〔精加工Φ54外圆〕
N11G02U-8W4R4〔精加工R4圆弧〕
N12G01X30〔精加工Z26处端面〕
N13Z-15〔精加工Φ30外圆〕
N14U-16〔精加工Z15处端面〕
N15G03U-4W2R2〔精加工R2圆弧〕
N16G01Z-2〔精加工Φ10外圆〕
N17U-6W3〔精加工倒2×45°角,精加工轮廓完毕〕
N18G00X50〔退出已加工外表〕
N19G40X100Z80〔取消半径补偿,返回程序起点位置〕
N20M30〔主轴停、主程序完毕并复位〕
=================================================================================
例9.G73仿形切削复合循环,如如如下图
设切削起始点在A(60,5);X、Z方向粗加工余量分别为3mm、0.9mm;
粗加工次数为3;X、Z方向精加工余量分别为0.6mm、0.1mm。
其中点划线局部为工件毛坯
安装装仿形工件
请设置安装仿形工件,各点坐标参考如下(X向余量3mm)
坐标点
X(直径)
Z
圆弧半径
圆弧顺逆
A
0
0
B
13
0
C
13
-20
D
23
-25
E
23
-35
F
37
-42
7
3
37
-52
47
-62
47
-120
0
-120
FUNAC数控车编程如下:
O9009
N10G54G00X80Z80〔选定坐标系,到程序起点位置〕
N20M03S400〔主轴以400r/min正转〕
N30G00X60Z5〔到循环起点位置〕
N35G73U3W0.9R3
N40G73P50Q
 升级会员
升级会员 