换挡叉工序卡全套.docx
《换挡叉工序卡全套.docx》由会员分享,可在线阅读,更多相关《换挡叉工序卡全套.docx(10页珍藏版)》请在冰豆网上搜索。
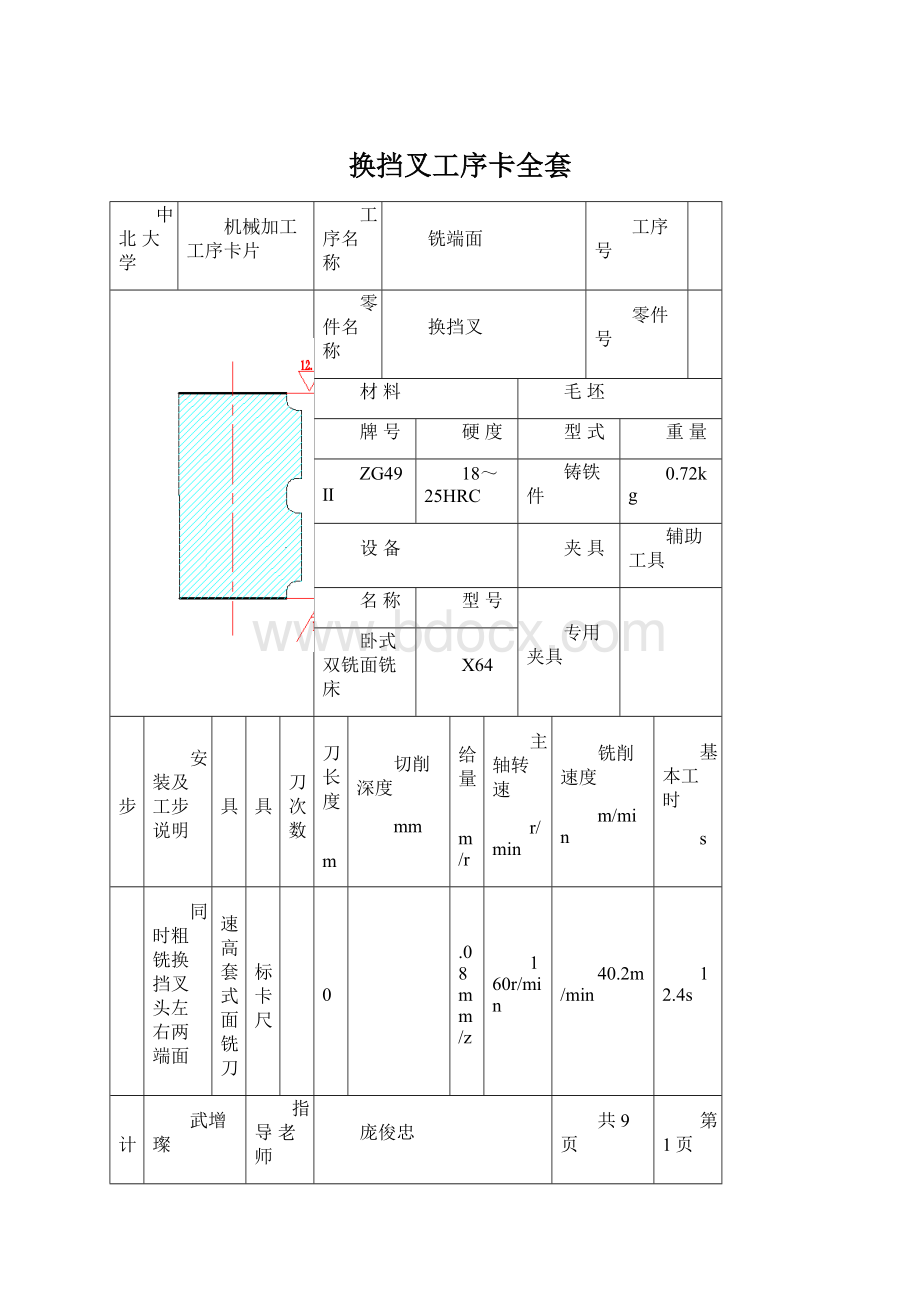
换挡叉工序卡全套
中北大学
机械加工工序卡片
工序名称
铣端面
工序号
1
零件名称
换挡叉
零件号
材料
毛坯
牌号
硬度
型式
重量
ZG49Ⅱ
18~25HRC
铸铁件
0.72kg
设备
夹具
辅助工具
名称
型号
专用夹具
卧式双铣面铣床
X64
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
铣削速度
m/min
基本工时
s
1
同时粗铣换挡叉头左右两端面
高速高套式面铣刀
游标卡尺
1
90
0.08mm/z
160r/min
40.2m/min
12.4s
设计
武增璨
指导老师
庞俊忠
共9页
第1页
中北大学
机械加工工序卡片
工序名称
钻Φ16mm孔
工序号
2
零件名称
换挡叉
零件号
材料
毛坯
牌号
硬度
型式
重量
ZG49Ⅱ
18~25HRC
铸铁件
0.72kg
设备
夹具
辅助工具
名称
型号
专用夹具
钻床
Z535
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
钻Ф16mm孔
麻花钻
游标卡尺
1
45
0.25mm/r
160r/min
20m/min
30.9s
设计
武增璨
指导老师
庞俊忠
共9页
第2页
中北大学
机械加工工序卡片
工序名称
拉Ф16mm孔
工序号
3
零件名称
换挡叉
零件号
材料
毛坯
牌号
硬度
型式
重量
ZG49Ⅱ
18~25HRC
铸铁件
0.72kg
设备
夹具
辅助工具
名称
型号
专用夹具
拉床
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
拉Ф16mm孔
拉刀
内径千分尺
1
45
0.05mm/z
160r/min
4m/min
6.6s
设计
武增璨
指导老师
庞俊忠
共9页
第3页
中北大学
机械加工工序卡片
工序名称
锪孔
工序号
4
零件名称
换挡叉
零件号
材料
毛坯
牌号
硬度
型式
重量
ZG49Ⅱ
18~25HRC
铸铁件
0.72kg
设备
夹具
辅助工具
名称
型号
专用夹具
钻床
Z535
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
锪Ф16mm孔处倒角1×45º
锪钻
内径千分尺
1
1
0.10mm/r
160r/min
14m/min
设计
武增璨
指导老师
庞俊忠
共9页
第4页
中北大学
机械加工工序卡片
工序名称
铣端面
工序号
5
零件名称
换挡叉
零件号
材料
毛坯
牌号
硬度
型式
重量
ZG49Ⅱ
18~25HRC
铸铁件
0.72kg
设备
夹具
辅助工具
名称
型号
专用夹具
卧式双铣面铣床
X64
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
铣削速度
m/min
基本工时
s
1
粗铣换挡叉脚两端面
高速高套式面铣刀
三面刃铣刀
游标卡尺
2
90
0.08mm/z
1.5mm/r
160r/min
40.2m/min
49s
2
精铣换挡叉脚两端面8
设计
武增璨
指导老师
庞俊忠
共9页
第5页
中北大学
机械加工工序卡片
工序名称
铣内侧面
工序号
6
零件名称
换挡叉
零件号
材料
毛坯
牌号
硬度
型式
重量
ZG49Ⅱ
18~25HRC
铸铁件
0.72kg
设备
夹具
辅助工具
名称
型号
专用夹具
立式铣床
X51
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
铣削速度
m/min
基本工时
s
1
粗铣叉脚内侧面
三面刃铣刀
游标卡尺
2
35
0.08mm/z
1.5mm/r
160r/min
40.2m/min
56.6s
2
精铣叉脚内侧面
设计
武增璨
指导老师
庞俊忠
共9页
第6页
中北大学
机械加工工序卡片
工序名称
铣端面铣方槽
工序号
7
零件名称
换挡叉
零件号
材料
毛坯
牌号
硬度
型式
重量
ZG49Ⅱ
18~25HRC
铸铁件
0.72kg
设备
夹具
辅助工具
名称
型号
专用夹具
立式铣床
X51
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
铣削速度
m/min
基本工时
s
1
粗铣换挡叉头上端面
高速高套式面铣刀
游标卡尺
1
45
0.08mm/z
160r/min
40.2m/min
46s
2
粗铣方槽
1
15
0.08mm/z
2
精铣方槽11
1
15
1.5mm/r
设计
武增璨
指导老师
庞俊忠
共9页
第7页
中北大学
机械加工工序卡片
工序名称
粗铣螺纹孔端面
工序号
8
零件名称
换挡叉
零件号
材料
毛坯
牌号
硬度
型式
重量
ZG49Ⅱ
18~25HRC
铸铁件
0.72kg
设备
夹具
辅助工具
名称
型号
专用夹具
立式铣床
X51
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
铣削速度
m/min
基本工时
s
1
粗铣螺纹孔端面
高速高套式面铣刀
游标卡尺
1
30
0.08mm/z
160r/min
40.2m/min
8.3s
设计
武增璨
指导老师
庞俊忠
共9页
第8页
中北大学
机械加工工序卡片
工序名称
钻孔倒角攻螺纹
工序号
9
零件名称
换挡叉
零件号
材料
毛坯
牌号
硬度
型式
重量
ZG49Ⅱ
18~25HRC
铸铁件
0.72kg
设备
夹具
辅助工具
名称
型号
专用夹具
立式钻床
Z535
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
铣削速度
m/min
基本工时
s
1
用Φ8.5mm的麻花钻钻削底孔
麻花钻
游标卡尺
1
14
0.0.15mm/r
39.8r/min
20m/min
40.9s
2
用锪钻钻削
倒角
锪钻
1
0.10mm/r
14m/min
3
攻M10mm螺纹
丝锥
14
1mm
3.32m/min
设计
武增璨
指导老师
庞俊忠
共9页
第9页
 升级会员
升级会员 