CAD CAM实训指导书.docx
《CAD CAM实训指导书.docx》由会员分享,可在线阅读,更多相关《CAD CAM实训指导书.docx(18页珍藏版)》请在冰豆网上搜索。
CADCAM实训指导书
《CAD/CAM应用技术课程实训指导书》
(CAXA制造工程师)
2008年4月16日
实训项目
(一)数控铣自动编程
实例1——凸轮的造型与加工
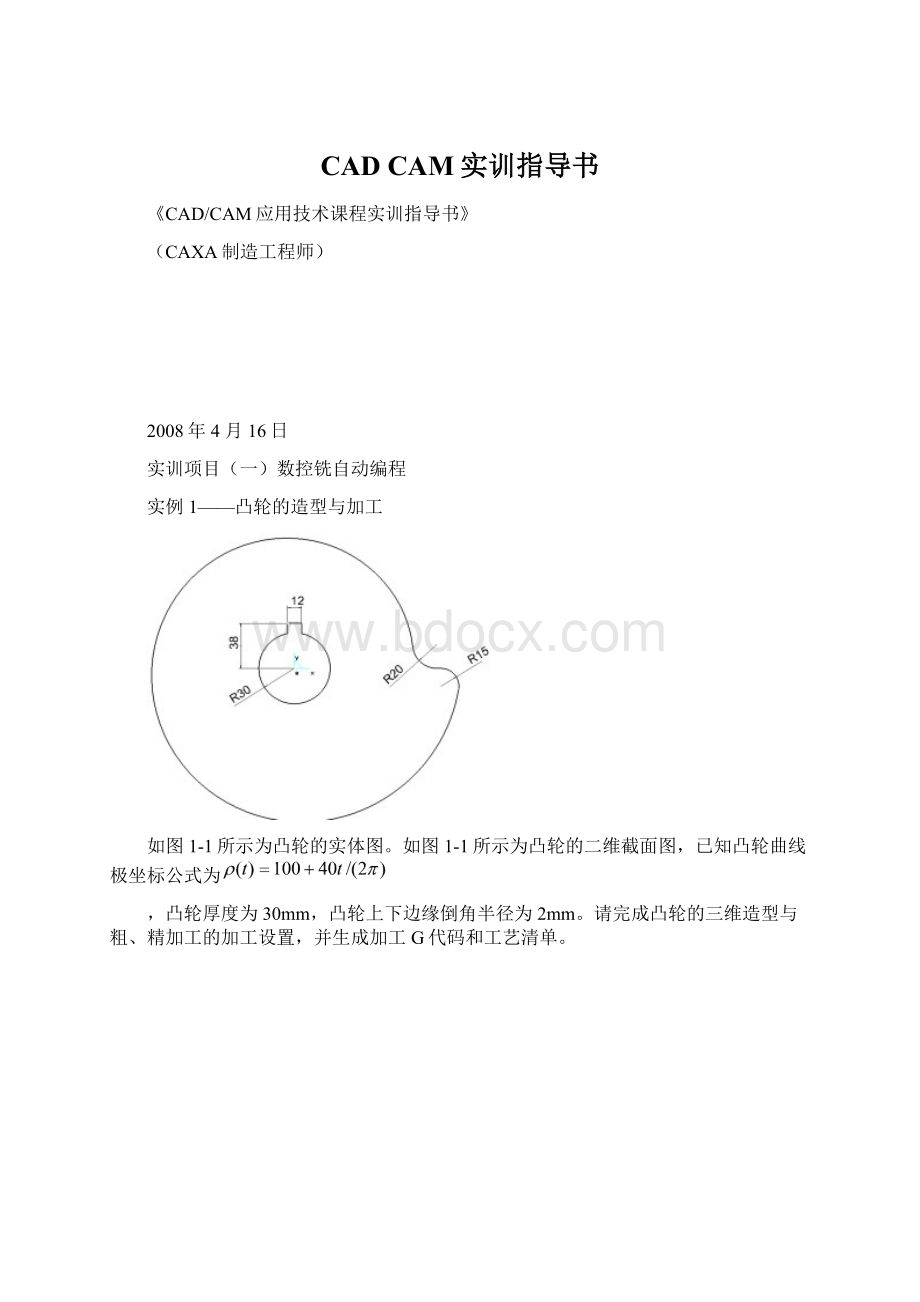
如图1-1所示为凸轮的实体图。
如图1-1所示为凸轮的二维截面图,已知凸轮曲线极坐标公式为
,凸轮厚度为30mm,凸轮上下边缘倒角半径为2mm。
请完成凸轮的三维造型与粗、精加工的加工设置,并生成加工G代码和工艺清单。
图1-1凸轮实体图1-2凸轮二维图
(友情提示:
采用CAXA制造工程师数控铣平面轮廓加工方法)
参数设置参考表
加工参数
加工精度
0.1
刀次
3
顶层高度
25
底层高度
0
每层下降高度
5
拐角过渡方式
尖角□
圆弧□
走刀方式
单向□
往复□
轮廓补偿
ON
层间走刀
单向□
往复□
台刀
是□
否□
起始点
(0,0,100)
切削用量
主轴转速
3000
切入切出连接速度
1000
切削速度
800
退刀速度
1000
刀具
铣刀D16
其他
系统默认
实例2——槽的加工
如图1-3所示为槽的实体图,请完成槽的三维造型与铣削的加工设置,并进行加工仿真,将生成的正确的加工G代码和工艺清单保存。
参数设置参考表
加工参数
顶层高度
20
底层高度
15
轮廓参数
余量
5
补偿
TO
起始点
(0,0,100)
刀具
铣刀D10
其他
系统默认
图1-3槽加工实体图1-4槽加工刀具轨迹仿真
实例3——端盖的造型与加工
如图1-5所示为端盖的实体图。
如图1-6所示为端盖的二维图,已知端盖厚度为30mm,端盖内凸台高度为20mm,端盖上下边缘倒角半径为2mm。
请完成端盖的三维造型与内轮廓粗、精加工的加工设置,并生成加工G代码和工艺清单。
图1-5端盖实体图1-6端盖二维图
(友情提示:
采用CAXA制造工程师数控铣平面区域加工方法进行粗加工、平面轮廓精加工方法进行精加工,加工仿真可以帮助确定正确的加工参数。
)
参数设置参考表
走刀方式
环切加工
从里向外□
从外向里□
平行加工
单项□
往复□
加工参数
顶层高度
25
底层高度
15
加工精度
0.5
每层下降高度
3
行距
5
轮廓参数
余量
5
补偿
TO
岛参数
余量
0
补偿
ON
起始点
(0,0,100)
清根参数
默认
接近方式
不设定□
强制□
(,,)
返回方式
不设定□
强制□
(,,)
刀具名称
铣刀Φ10R10
切削速度
200
其他
系统默认
实训项目
(二)数控车自动编程
实例1——轴类零件加工1
利用CAXA数控车XP软件完成图2-1所示轴类零件数控加工程序的编制,生成G代码,并进行仿真加工,未注倒角为C0.5。
图2-1轴类零件1
实例2——轴类零件加工2
利用CAXA数控车XP软件完成图2-2所示轴类零件数控加工程序的编制,生成G代码,并进行仿真加工,未注倒角为C1和C2。
图2-2轴类零件2
《CAD/CAM应用技术》实训任务书
2008年5月17日
《CAD/CAM应用技术》实训任务书
一、实训时间
2007-2008学年第二学期第16周(6月16日-6月22日)
二、实训地点
##@@学院东小区计算机中心2号机房
三、实训的目的和意义
CAD/CAM技术实训是数控加工专业教学体系中重要的教学环节之一,是基于《CAD/CAM应用技术》课程的学习基础,并与之配套所进行的CAD实体造型和数控仿真加工操作的技能强化训练,是数控加工专业加工工具软件应用基本技能。
本实训的主要目的是对大家进行常见零件实体造型和利用工具软件进行数控加工编程等数控加工基本操作技能的强化训练;同时,为大家今后实际数控加工操作过程打下良好的基础。
四、实训内容、时间和学时
实训时间
实训项目
学时
2008年6月16日
数控铣自动编程
凸轮的造型与加工
4
槽的加工
2
2008年6月17日
端盖的造型与加工
6
2008年6月18日
至6月19日
数控车自动编程
轴类零件加工1
12
2008年6月20日
至6月21日
轴类零件加工2
12
2008年6月22日
完成实训报告及考核
6
五、实训设备(工具)
计算机及相关软件
系统要求:
WindowsXP操作系统
软件要求:
安装有CAXA制造工程师2006及CAXA数控车XP平台
六、实训指导书
《CAD/CAM应用技术课程实训指导书》(CAXA制造工程师)
七、要求以及注意事项
要求:
1.按照项目零件图的要求建立零件的实体模型。
2.查阅相应资料了解计算机辅助制造的概念和基本内容。
3.利用现有计算机辅助制造软件,对零件进行数控加工编程。
4.能够进行数控加工仿真。
5.每个学生均需动手参加实训,并认真填写报告。
注意事项:
1.每位同学必须在网络映射的盘符F:
中建立以个人姓名命名的文件夹。
2.实训操作时实时将操作内容保存于上述文件夹。
3.认真填写实训报告封面的诸项。
八、考核方式
1.考查的依据是:
实训中的表现,出勤情况,对实训相关知识的掌握程度,实际操作技术的熟练程度,分析问题和解决问题的能力,实训报告的编写水平等。
2.分为考勤、实际操作、实训报告三部分,权重分别为10%,60%,30%。
九、实训安全
1、学生必须遵守实训室安全规则。
2、爱护实训室的设备、工具。
3、要做到安全操作,防火、防盗。
CAD/CAM应用技术
实训报告
专业:
班级:
姓名:
2008年6月
实训项目
(一)数控铣自动编程
实例1——凸轮的造型与加工
基础知识准备:
1、什么是数控加工?
2、什么是G代码?
3、加工工序安排的原则是什么?
4、数控加工的工艺特点有哪几方面?
参数设置参考表
加工工序
粗加工
精加工
加工参数
加工精度
刀次
顶层高度
底层高度
拐角过渡方式
尖角□
尖角□
圆弧□
圆弧□
走刀方式
单项□
单项□
往复□
往复□
轮廓补偿
行距方式
行距
加工余量
加工工序
粗加工
精加工
刀具名称
刀具名
刀具号
刀具半径R
刀角半径r
刀刃长度
刀柄长度
切削用量
慢速下刀速度
切入切出连接速度
切削速度
退刀速度
其他
系统默认
加工工序
粗加工
精加工
起始点
(,,)
(,,)
清根参数
接近方式
不设定□
不设定□
强制□
(,,)
强制□
(,,)
返回方式
不设定□
不设定□
强制□
(,,)
强制□
(,,)
实例2——槽的加工
基础知识准备:
1、数控加工工艺参数有哪些?
2、什么是图形交互式自动编程技术?
3、什么是刀具轨迹和刀位点?
4、什么是轮廓、区域和岛?
参数设置表
走刀方式
环切加工
从里向外□
从外向里□
平行加工
单项□
往复□
拐角过渡方式
尖角□
圆弧□
加工参数
顶层高度
底层高度
每层下降高度
行距
刀具名称
轮廓参数
余量
补偿
岛参数
余量
补偿
起始点
(,,)
清根参数
默认
接近方式
不设定□
强制□
(,,)
返回方式
不设定□
强制□
(,,)
切削速度
实例3——端盖的造型与加工
基础知识准备:
1、什么是干涉?
2、数控加工过程仿真的目的和意义是什么?
3、什么是行距、残留高度及刀次?
参数设置表
走刀方式
环切加工
从里向外□
从外向里□
平行加工
单项□
往复□
加工参数
顶层高度
底层高度
加工精度
每层下降高度
行距
轮廓参数
余量
补偿
岛参数
余量
补偿
起始点
(,,)
清根参数
接近方式
不设定□
强制□
(,,)
返回方式
不设定□
强制□
(,,)
刀具名称
切削速度
其他
实训项目
(二)数控车自动编程
实例1——轴类零件加工1
一、基础知识准备:
1、轴类零件加工过程中,毛坯轮廓与零件轮廓是否有区别?
区别在哪里?
2、轮廓拾取的方法有哪些?
各有什么特点?
二、制定工艺过程:
序号
工序名称
工序内容
定位基准
三、绘制零件轮廓时的主要参数点(坐标)
1、(,,)
2、(,,)
3、(,,)
4、(,,)
5、(,,)
6、(,,)
7、(,,)
8、(,,)
9、(,,)
10、(,,)
11、(,,)
12、(,,)
13、(,,)
14、(,,)
15、(,,)
四、加工工序参数设置:
(1、)粗车参数表
加工表面类型
加工参数
加工精度
切削行数
加工余量
进给量
主轴转速
退刀方式
轮廓车刀类型
进退刀点
(2、)沟槽参数表
加工表面类型
加工工艺类型
加工参数
加工精度
平移步距
加工余量
切深步距
退刀距离
进给量
主轴转速
刀具参数
刀具宽度
刀刃宽度
进退刀点
(3、)螺纹参数表
加工表面类型
加工工艺类型
螺纹参数
起点坐标
终点坐标
螺纹牙高
螺纹头数
螺纹总深
粗加工深度
精加工深度
粗加工每行切削用量及切入方式
精加工每行切削用量及切入方式
进给量
主轴转速
刀具参数
刀刃长度
刀尖宽度
刀具角度
进退刀点
实例2——轴类零件加工2
一、基础知识准备:
1、数控车能否进行刀具轨迹仿真?
如何操作?
2、怎样利用CAXA数控车XP产生数控车削加工的G代码?
二、制定工艺过程:
序号
工序名称
工序内容
定位基准
三、绘制零件轮廓时的主要参数点(坐标)
1、(,,)
2、(,,)
3、(,,)
4、(,,)
5、(,,)
6、(,,)
7、(,,)
8、(,,)
9、(,,)
10、(,,)
11、(,,)
12、(,,)
13、(,,)
14、(,,)
15、(,,)
四、加工工序参数设置:
(1、)粗车参数表
加工表面类型
加工参数
加工精度
切削行数
加工余量
进给量
主轴转速
退刀方式
轮廓车刀类型
进退刀点
(2、)沟槽参数表
加工表面类型
加工工艺类型
加工参数
加工精度
平移步距
加工余量
切深步距
退刀距离
进给量
主轴转速
刀具参数
刀具宽度
刀刃宽度
进退刀点
(3、)螺纹参数表
加工表面类型
加工工艺类型
螺纹参数
起点坐标
终点坐标
螺纹牙高
螺纹头数
螺纹总深
粗加工深度
精加工深度
粗加工每行切削用量及切入方式
精加工每行切削用量及切入方式
进给量
主轴转速
刀具参数
刀刃长度
刀尖宽度
刀具角度
进退刀点
实训总结:
 升级会员
升级会员 