全FANUC数控铣床编程实例3铣削台阶.docx
《全FANUC数控铣床编程实例3铣削台阶.docx》由会员分享,可在线阅读,更多相关《全FANUC数控铣床编程实例3铣削台阶.docx(8页珍藏版)》请在冰豆网上搜索。
全FANUC数控铣床编程实例3铣削台阶
FANUC数控铣床编程实例3-铣削台阶
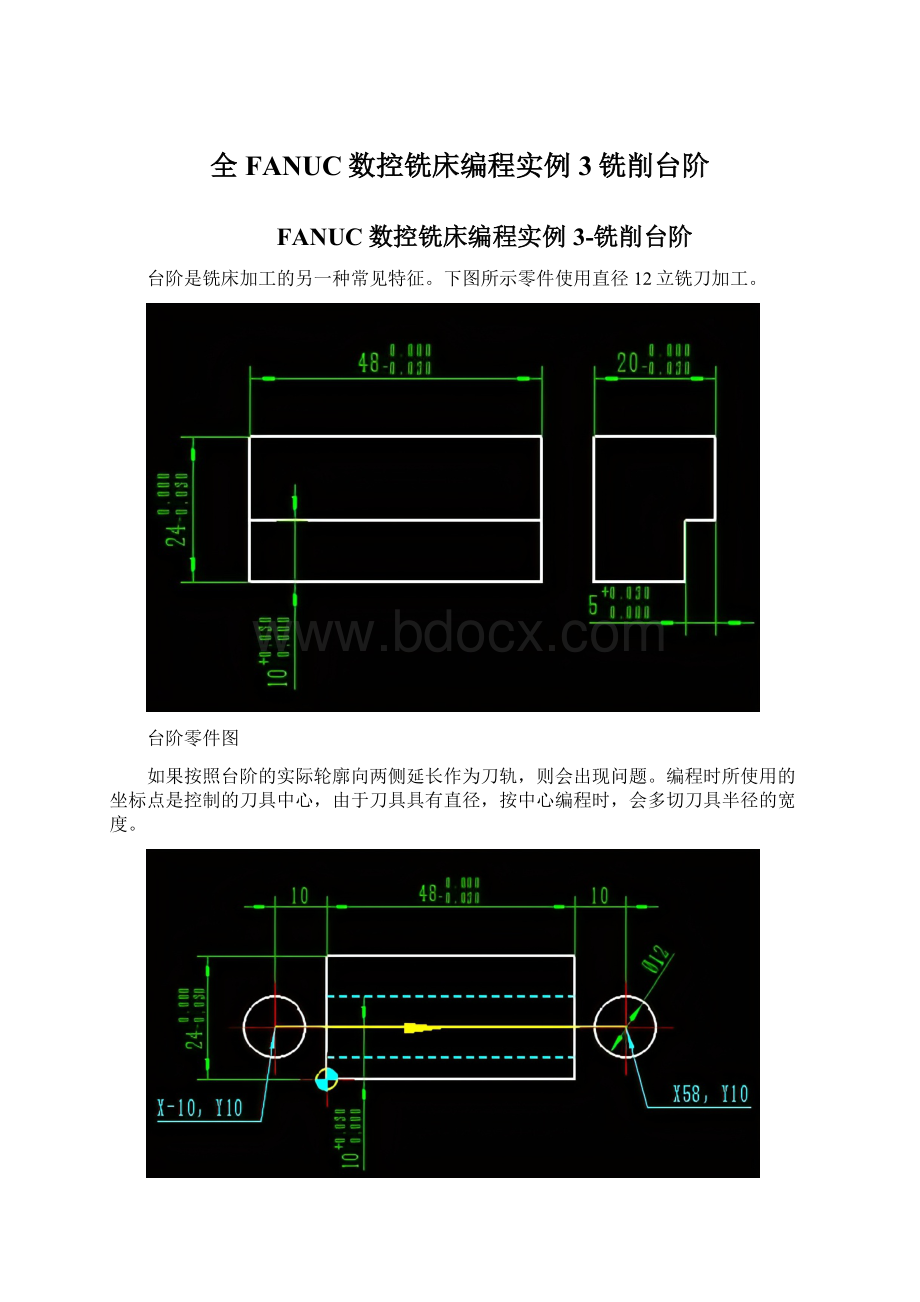
台阶是铣床加工的另一种常见特征。
下图所示零件使用直径12立铣刀加工。
台阶零件图
如果按照台阶的实际轮廓向两侧延长作为刀轨,则会出现问题。
编程时所使用的坐标点是控制的刀具中心,由于刀具具有直径,按中心编程时,会多切刀具半径的宽度。
不加刀补直接编程台阶侧面轮廓产生过切
参考程序
T03M6
G90G54G40G43H3G00Z100M03S2000
M08
G00X-10Y10
G00Z5
G1Z-5F500
G1X58F300
G0Z100
T0M6
M9
M5
M30
或是
参考程序
T03M6
G90G54G40G43H3G00Z100M03S2000
M08
G00X-10Y-10
G00Z5
G1Z-5F500
Y10
G1X58F300
Y-10
G0Z100
T0M6
M9
M5
M30
上面两种加工结果一样,一侧过切,另一侧欠切
修改起始点的Y向坐标值的走刀结果
解决方法可以是,将刀具向下偏置刀具半径6mm,则刀具侧刃正好加工出台阶侧壁。
参考程序如下
T03M6
G90G54G40G43H3G00Z100M03S2000
M08
G00X-10Y4
G00Z5
G1Z-5F500
G1X58F300
G0Z100
T0M6
M9
M5
M30
如下图所示,也可以按实际的轮廓编程,调用刀具补偿功能,实现正确的加工。
使用刀补的正确走刀轨迹
仍然按实际轮廓编程,但从(-10,-10)到(-10,,10)要建立刀具补偿,补偿值设为刀具半径6,使用右刀补G42,则G1G42Y10D03这段程序后,刀具到达实际编程终点(-10,,10),偏向编程走刀轨迹(黄色)右侧6mm处(紫色轨迹起点)。
也就是说,建立刀具补偿后,执行完此段程序,刀具中心并未到达编程的坐标点,而是根据下一步的走刀方向、刀具补偿方向、和刀补值进行了偏移,使刀具侧刃和编程轨迹,也就是和台阶侧面相切。
此时已经建立起刀具补偿状态,刀具始终在轮廓的一侧相切走刀,直到取消刀具补偿为止。
参考程序:
T03M6
G90G54G40G43H3G00Z100M03S2000
M08
G00X-10Y-10
G00Z5
G1Z-5F500
G1G42Y10D03
G1X58F300
G40Y-10
G0Z100
T0M6
M9
M5
M30
加工结果如下
按照现在的走刀轨迹,刀具在切削台阶时,从左向右切削,刀具侧刃切削形成台阶侧面。
此时的切削方式为逆铣,即靠近切削区域附近,铣刀刀齿的旋转方向与工件的相对进给方向相反。
在切削区域附近,铣刀刀齿的旋转方向与工件的相对进给方向相同的铣削方式则为顺铣。
顺铣和逆铣示意图
逆铣得到的工件表面质量不如顺铣好,因此最好采用顺铣。
只需要改变刀具轨迹的起点与终点,及走刀方向,整个反过来。
使用顺铣的台阶加工走刀轨迹
参考程序如下:
T03M6
G90G54G40G43H3G00Z100M03S2000
M08
G00X58Y-10
G00Z5
G1Z-5F500
G1G41Y10D03
G1X-10F300
G40Y-10
G0Z100
T0M6
M9
M5
M30
刀具轨迹,刀具停在抬刀后的终点位置。
台阶加工仿真轨迹
 升级会员
升级会员 