模具支座工序卡片.docx
《模具支座工序卡片.docx》由会员分享,可在线阅读,更多相关《模具支座工序卡片.docx(23页珍藏版)》请在冰豆网上搜索。
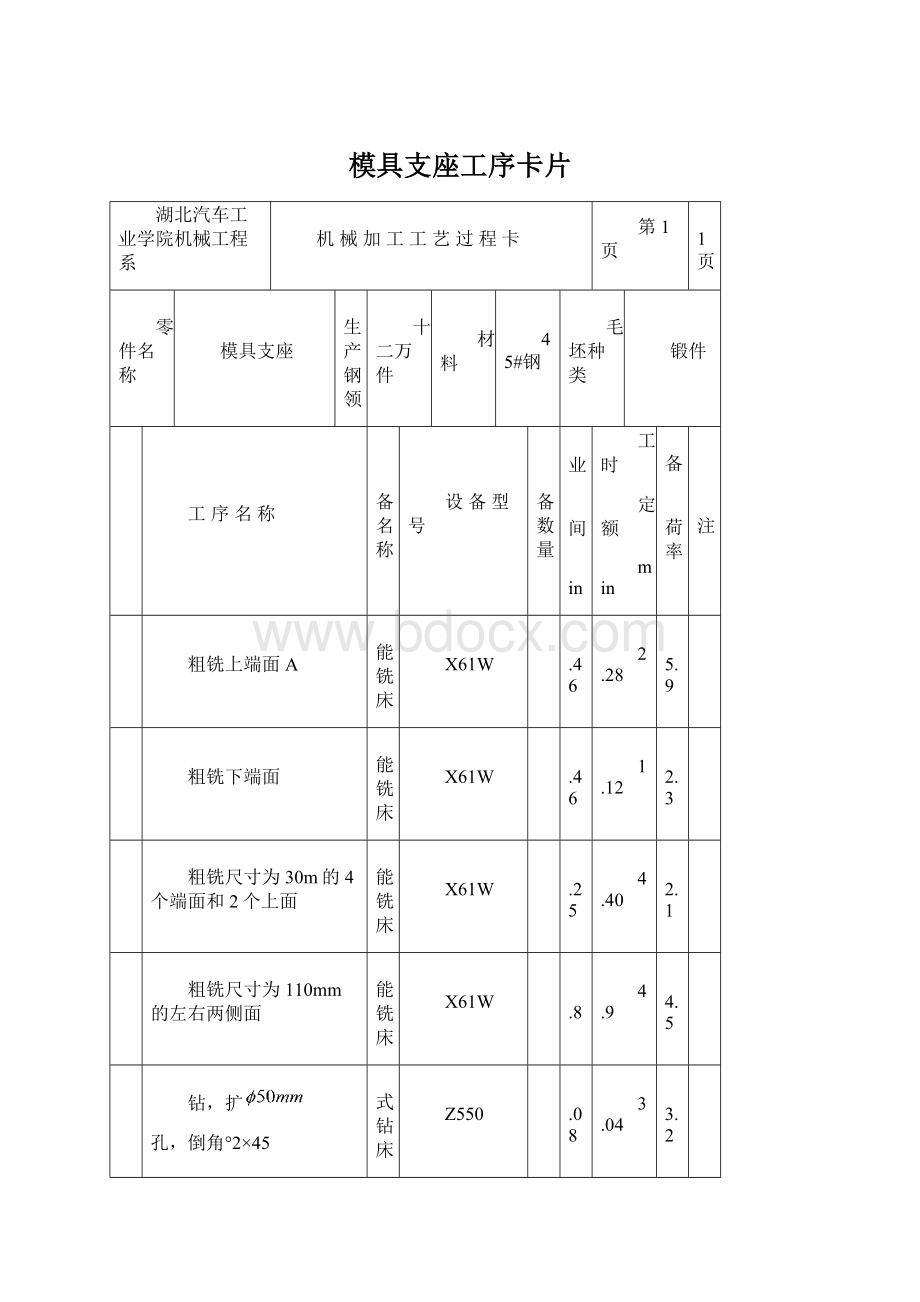
模具支座工序卡片
湖北汽车工业学院机械工程系
机械加工工艺过程卡
第1页
共1页
零件名称
模具支座
年生产钢领
十二万件
材料
45#钢
毛坯种类
锻件
工
序
号
工序名称
设备名称
设备型号
设备数量
作业
时间
min
工时
定额
min
设备
负荷率
%
备注
粗铣上端面A
万能铣床
X61W
1
1.46
2.28
15.9
2
粗铣下端面
万能铣床
X61W
1
0.46
1.12
12.3
3
粗铣尺寸为30m的4个端面和2个上面
万能铣床
X61W
1
3.25
4.40
72.1
4
粗铣尺寸为110mm的左右两侧面
万能铣床
X61W
1
3.8
4.9
74.5
5
钻,扩
孔,倒角°2×45
立式钻床
Z550
1
2.08
3.04
43.2
6
拉14*95的槽
卧式内拉床
L6110A
1
0.16
0.81
9.7
7
粗铣110的两个倾斜面
万能铣床
X61W
1
3.8
4.97
75.0
8
钻,锪6*
孔钻,锪6*
孔
立式钻床
Z550
1
2.4
3.44
51.2
9
粗铣,半精铣24*7的槽和2*R12的半圆
万能铣床
X61W
1
3.98
5.08
83.4
10
精铣上端面A
万能铣床
X61W
1
1.46
2.28
16.1
11
精铣尺寸为110mm的左侧面
万能铣床
X61W
1
1.46
2.32
15.8
12
精铣尺寸为110mm的右侧面
万能铣床
X61W
1
1.46
2.32
16.0
13
去毛刺,清洗
14
班级
组号
成员
卢鹏,郑家明,王楠,张勇
批阅
组成绩
日期
2012
`1
机械加工工序卡片
产品型号
零件图号
`
产品名称
零件名称
模具支座
共
13
页
第
2
页
车间
工序号
工序名称
材料牌号
IV
铣
45#钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
万能铣床
X61W
1
夹具编号
夹具名称
切削液
专用铣夹具
工位器具编号
量检具名称
工序工时(分)
准终
单件
游标卡尺
工步号
工步内容
工艺设备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗铣上端面A
万能铣床
300
188.4
0.07
2
1
1.46
0.51
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
2
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
模具支座
共
13
页
第
3
页
车间
工序号
工序名称
材料牌号
V
铣
45#钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
万能铣床
X61W
1
夹具编号
夹具名称
切削液
专用铣夹具
工位器具编号
量检具名称
工序工时(分)
准终
单件
游标卡尺
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗铣下端面
万能铣床
590
185.26
0.085
2
1
0.46
0.51
2
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
3
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
模具支座
共
13
页
第
4
页
车间
工序号
工序名称
材料牌号
VI
铣
45#钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
万能铣床
X61W
1
夹具编号
夹具名称
切削液
专用铣夹具
工位器具编号
量检具名称
工序工时(分)
准终
单件
游标卡尺
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗铣尺寸为30m的左右端面
万能铣床
725
227.65
0.11
2
1
0.98
0.21
粗铣尺寸为30m的前后端面
万能铣床
590
185.26
0.10
2
1
0.14
0.1
粗铣尺寸为30m的2个上面
万能铣床
590
185.26
0.10
2
1
0.13
0.2
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
4
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
模具支座
共
13
页
第
5
页
车间
工序号
工序名称
材料牌号
VII
铣
45#钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
万能铣床
X61W
1
夹具编号
夹具名称
切削液
专用铣夹具
工位器具编号
量检具名称
工序工时(分)
准终
单件
游标卡尺
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗铣尺寸为110mm的左右两侧面
万能铣床
590
82.4
0.12
2
1
3.8
0.51
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
5
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
气门摇臂轴支座
共
13
页
第
6
页
车间
工序号
工序名称
材料牌号
VIII
钻,扩
倒角
45#钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z550
1
夹具编号
夹具名称
切削液
专用钻夹具
工位器具编号
量检具名称
工序工时(分)
准终
单件
游标卡尺
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
钻
孔
立式钻床
125
19
0.65
96
1
1.43
0.34
2
扩
孔
立式钻床
125
19.6
1.2
96
1
0.65
0.2
3
倒角2×45°
立式钻床
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
6
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
模具支座
共
13
页
第
7
页
车间
工序号
工序名称
材料牌号
IX
拉
45#钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式内拉床
L6110A
1
夹具编号
夹具名称
切削液
专用拉夹具
工位器具编号
量检具名称
工序工时(分)
准终
单件
游标卡尺
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
拉14*95的槽
拉床
380
42
0.42
96
1
0.16
0.54
2
3
4
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
7
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
模具支座
共
13
页
第
8
页
车间
工序号
工序名称
材料牌号
X
铣
45#钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
万能铣床
X61W
1
夹具编号
夹具名称
切削液
专用铣夹具
工位器具编号
量检具名称
工序工时(分)
准终
单件
游标卡尺
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗铣110的两个倾斜面
万能铣床
590
82.4
0.125
180
1
3.8
0.51
3
4
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
8
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
模具支座
共
13
页
第
9
页
车间
工序号
工序名称
材料牌号
XI
钻
45#钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z550
1
夹具编号
夹具名称
切削液
专用钻夹具
工位器具编号
量检具名称
工序工时(分)
准终
单件
游标卡尺
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
钻6*
孔
立式钻床
250
13
0.36
14.5
1
0.36
0.21
锪6*
孔
立式钻床
350
18.7
0.09
14.5
1
0.12
0.05
钻6*
孔
立式钻床
185
15.1
0.4
16
1
0.24
0.23
锪6*
孔
立式钻床
300
21
0.09
16
1
0.08
0.05
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
9
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
气门摇臂轴支座
共
13
页
第
10
页
车间
工序号
工序名称
材料牌号
XI
铣
45#钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
万能铣床
X61W
1
夹具编号
夹具名称
切削液
专用铣夹具
工位器具编号
量检具名称
工序工时(分)
准终
单件
游标卡尺
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗铣24*7的槽和2*R12的半圆
万能铣床
160
15.6
0.05
7.5
1
2.02
0.21
半精铣24*7的槽
万能铣床
169
26.5
0.08
7.5
1
1.96
0.2
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
10
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
气门摇臂轴支座
共
13
页
第
11
页
车间
工序号
工序名称
材料牌号
XI
铣
45#钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
万能铣床
X61W
1
夹具编号
夹具名称
切削液
专用铣夹具
工位器具编号
量检具名称
工序工时(分)
准终
单件
游标卡尺
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
精铣上端面A
万能铣床
300
188.4
0.07
0.5
1
1.46
0.51
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
11
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
模具支座
共
13
页
第
12
页
车间
工序号
工序名称
材料牌号
XI
铣
45#钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
万能铣床
X61W
1
夹具编号
夹具名称
切削液
专用铣夹具
工位器具编号
量检具名称
工序工时(分)
准终
单件
游标卡尺
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
精铣尺寸为110mm的左侧面
万能铣床
300
188.4
0.07
0.5
1
1.46
0.54
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
12
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
模具支座
共
13
页
第
13
页
车间
工序号
工序名称
材料牌号
XI
钻
45#钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
万能铣床
X61W
1
夹具编号
夹具名称
切削液
专用铣夹具
工位器具编号
量检具名称
工序工时(分)
准终
单件
游标卡尺
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
精铣尺寸为110mm的右侧面
万能铣床
300
188.4
0.07
0.5
1
1.46
0.51
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
 升级会员
升级会员 