IE工程师年度工作总结表.doc
《IE工程师年度工作总结表.doc》由会员分享,可在线阅读,更多相关《IE工程师年度工作总结表.doc(10页珍藏版)》请在冰豆网上搜索。
文件编号:
QP-XZ-03-002
员工年度工作总结表
姓名
刘文东
工号
019588
部门
工程部
入厂日期
2013-12-9
职务
IE工程师
填表日期
2014-12-26
内容:
不知不觉,一年的时间已经过去了,在工作中经历了酸甜苦辣,认识了良师益友,获得了很多经验教训,感谢领导给了我成长的空间、勇气和信心。
在过去的一年时间里,通过自身的不懈努力,在工作中取得了一定的成就,但是同时也存在着诸多不足之处。
回顾过去的一年,现将工作总结如下:
一、标准化的制定:
长期以来我司文件标准化执行的不是很好。
产线不按SOP作业,生产排拉自我随意性。
甚至我们的SOP中也存在着很多的不足之处。
如文件描述过于文字化,无相应的图片指导。
SOP版本过旧,一直无更新,无法起到指导生产操作。
且产能配置表陈旧,没有依据生产实际更新,无法查看到生产实际生产情况。
在实际巡拉中我发现了不少文件的错误之处。
如下为几处典型的案例:
1.机型FTA6500NL(订单号J1400763)。
改机型为-S机型,无法带动自动化测试。
正确的操作应为手动操作。
SOP写明确实我司常用的银视自动化测试。
且测试方式为T2机型的测试。
SOP与实际有明显的错误;
2.ScartStick系列机型。
实际产能仅为300PCS/H。
产能配置表写为450PCS/H;
3.-T机型8、9系列,自动化测试为7人,流程中只有5人。
无法满足生产实际需求;
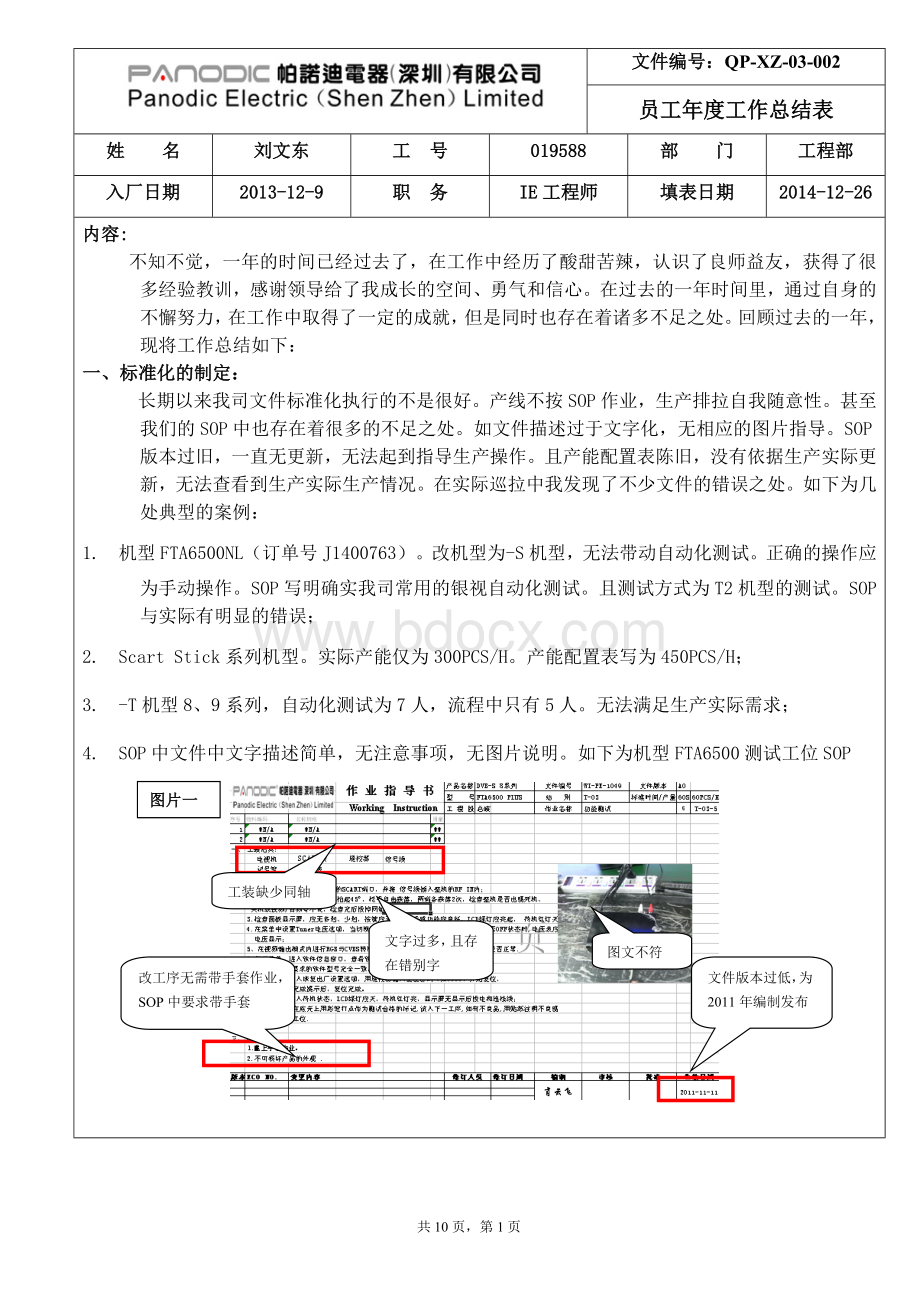
4.SOP中文件中文字描述简单,无注意事项,无图片说明。
如下为机型FTA6500测试工位SOP
图片一
文件版本过低,为2011年编制发布
改工序无需带手套作业,SOP中要求带手套
工装缺少同轴
文字过多,且存在错别字
图文不符
生产注意事项不全面
图片二
无图片指导
5.生产人员不按SOP操作。
生产排拉随意性。
如DT-3050HD机型,,流程中装锁主板工位。
第一次生产工序为1人装主板,1人锁主板。
第二次生产更改为装锁主板2人操作。
第三次生产排拉时又变成1人装主板,1人锁,反复中,没有严谨的按照标准操作。
DVB-T2PRO-HD机型包装段贴贴纸位置为1工序粘贴贴2张贴纸。
标准人力为10人。
但生产为1人粘贴1张贴纸,实际包装人员16人。
以下为生产未按标准化操作,包装人员超过流程编制6人,导致生产平衡率差,人员处于等待状态:
综上,需规划标准化文件且需严格要求生产标准化生产。
6.文件及产能标准化与统计改进实施步骤:
阶段
实施方式
工时测试及汇总
结果
第1阶段
工时测量
工序平衡性分析
统计实际产能
第2阶段
流程改进
动作分析
更改作业手法
第3阶段
改善后工时测定
流程改进
制定新的流程
第4阶段
现场排拉,指导生产按照新的流程及作业方式操作
产能统计
汇总,优化
第5阶段
修改SOP及更新产能配置表
标准化,执行
第6阶段
核查及矫正
矫正生产严格按照SOP作业
标准化操作
经过以上阶段的实施,以更新最新的工程文件发放生产。
文件规范化。
严格监督员工按照SOP作业,并检查SOP中的质量。
经过一段时间的优化跟进,以重新更新新的工程文件,重新制作与发放。
将版本过低或者有明显错误的工程文件回收。
同生产相关人员重新探讨相关流程问题。
从而使SOP及相关工程文件符合生产需求,并达到指导员工生产操作的作业,进而达到生产标准化的目标。
以下为更新后SOP图片:
文字简明,通俗,易懂
增加防静电标示
看图说话
同时,考虑的生产过程中产品因结构变化,软件变更,客户要求及其他等因素的变更,需重新更新相关文件。
特制定了工艺流程图:
工艺变更流程图
确认异常内容
异常分析
确认异常
工艺变更申请
更改工艺文件
文件审核
更改工艺文件
文件受控
回收旧文件
发放新文件
文件登记
生产使用
NG
OK
NG
通过与生产、品质共同执行,SOP的问题已完成。
能够符合生产实际需求,且产能配置表依据实际生产变化不断更新。
使之达能显示生产实际需求。
在新机首次大货时与生产、品质共同讨论,制定合理的流程。
目前,生产以严格按照SOP作业,无无SOP及SOP明显错误的现象。
依据产品结构,并根据样机制作新机型SOP,及依照产品变更等方面因素更新相关文件。
以下为本年度制作及更新文件统计汇总:
月份
1月
2月
3月
4月
5月
6月
7月
8月
9月
10月
11月
12月
汇总
新制作
15
8
15
8
8
11
11
21
12
12
12
20
153
更新文件
0
1
3
4
3
1
4
5
5
1
7
5
39
完成率
100%
100%
100%
100%
100%
100%
100%
100%
100%
100%
100%
100%
100%
其他标准化的设定:
1.电动起子扭力标准的设定:
依据生产实际经过验证,规范化电动起子扭力范围如下
锁主板扭力值:
5±0.5kgf/c㎡;塑胶外壳扭力:
3±0.5kgf/c㎡;五金金属外壳扭力值:
5±0.5kgf/㎡
特殊螺丝扭力值标准设定如下:
PA2*6螺丝:
电批力距控制在1.8+/-0.3kgf/c㎡;PA1.4*8螺丝:
电批力距控制在1.8+/-0.3kgf/c㎡;
2.总装焊接烙铁温度范围标准值:
烙铁温度由之前的320℃-390℃修改为380±10℃;(无铅锡丝焊接烙铁温度)
3.设定SMT产能核算公式:
(板卡点数)
SMT产能统计与实际不符合,产能配置表无法显示实际的SMT产能;
公式:
CHIP点数/16666=单机工时
备注:
机器工作能力50000点/小时一条拉3人即每人1小时50000/3=16666个点
以下为SMT实际生产产能与统计对比:
生产日期
板卡名称
实际产能(PCS/H)
统计产能(PCS/H)
差异
3月3号
DGQ300F解码板(MC6396-01#)
235
216
19
Oriel790解码板(MC6454-01#)
163
154
9
PCH2862解码板正面(MC6310-01#)
100
102
2
3月4号
9301解码板(MC6404-01#)
137
158
21
RT0407HD解码板(MC6387-01#)
164
152
12
3月5号
T303SD解码板(MC6352)
152
149
3
RT0140U解码板(MC6395-01#)
93
98
5
以CHIP点数/16666=SMT工时作为SMT工时导入计算方法可以发现:
产线实际生产的产能与IE制定的产能标准相比产能前后相差不超过20PCS,当机器每小时点数超过50000时实际产能比IE产能高,反之机器每小时点数低于50000时实际产能比IE产能低,这是完全合理的。
二、改善方案
本年度乐视2次生产改善。
通过2次改善在人员减少的情况下产能由150PCS/H,提升到目前的250PCS/H。
乐视产品第1次改善:
产能由150PCS/H提升到200PCS/H,单机工时由0.186H减低到0.135H,生产效率提升13.77%。
装配拉流程调整,改善前后流程对比如下:
改善前
改善后
序列
工位
人员
序列
工位
人员
1
取上盖,外观检查
1
1
取上盖,外观检查
1
2
装锁前控板
1
2
装wifi天线,插前控板排线
1
3
装wifi天线,插前控板排线
1
3
装锁前控板
1
4
插wifi天线到主板,装主板
1
4
插wifi天线到主板,装主板
1
5
锁主板螺丝
1
5
锁主板螺丝
1
6
扣下盖
1
6
扣下盖,外观检查,装机
1
7
外观检查,取机,装机
1
7
1
人员和产量对比--装配段
人员:
由原来的7人精简为现在的6人
产量:
由原来的180PCS/H增加到220PCS/H
单机工时:
由原来的0.038H降低为0.027H效率:
提升14.07%
测试段改善:
wifi测试工站改善前操作步骤:
整机连接服务器后按遥控器返回键进入菜单键,选择“wifi测试”检查wifi信号强度不低于50.整机自动进入乐视网页检查码流播放是否顺畅。
消耗工时27.12″
wifi测试工站改善后操作步骤:
机进入菜单选项,选择“网络”,打开wifi。
检查“dlink”信号强度是否为满格。
消耗工时16.25″
USB+高清工位和光纤,AV和USB1工位:
改善前操作步骤:
开机后进入乐视菜单界面,取遥控器选择“媒体中心-外接存储1”选择视频文件。
耗费工时26.53″
改善后操作步骤:
设定产测软件,开机后直接进入菜单界面“视频”菜单,选择视频文件。
耗费工时16.42″
人员和产量对比—测试段:
1.通过调整,生产平衡率明显提高。
流水线无堆积,流水线生产顺畅。
同时因为操作步骤简化,员工作业轻松,提高生产效率;
2.人员:
由7人操作减少为6人操作,节约1人力成本;
3.生产产能由原来的150PCS/H,提升到200PCS/H;
4.单机工时由0.04H降低到0.03H,效率提高13.33%
1.包装段改善设计方案:
增加附件加工为。
将装遥控器,电池,HDMI线和适配器工序移到线外皮带拉作业;
2.改进包装结构,使之优化包装操作手法。
即将遥控器和电池放置在同一面。
减少了动作时间,优化产能;
流程对比(包装段)
改善前
改善后
序列
工位
人员
序列
工位
人员
1
外观检查
1
1
拆彩盒,取彩盒附件
1
2
拆包装,取包装附件
1
2
拆附件彩盒
1
3
装电池,遥控器
1
3
装遥控器,电池
1
4
装HDMI线,适配器
1
4
装HDMI线,适配器
1
5
贴MAC贴纸/装快速指南/内卡纸
1
5
贴MAC贴纸/装快速指南/内卡纸
1
6
整机入彩盒,套包装上盖
1
6
整机入彩盒,套包装上盖
1
7
套腰封/贴MAC贴纸/称重
1
7
套腰封/贴MAC贴纸/称重
1
将红色字体的工序改为线外加工,线外操作,在生产前提前将附件包装好。
附件段加工产能:
400CS/H
人员和产量对比—包装段:
与客户沟通改进包装方式后,装遥控器,电池由2人减少为1人;
产能:
由150PCS/H,提升为200PCS/H;:
由0.046H增加到0.02H;效率:
提升23%;
备注:
附件加工同时供应2条拉,即人员由8人精简为4人。
改善汇总
改善前
改善后
总装人数
30
27
总装产能
150pcs/H
200pcs/H
单机工时
0.2H
0.135H
提高效率
13.77%
每台节约时间
0.065H
每台节约成本
0.714元/PCS
节约成本
(每年约65万订单)
464100元/年
乐视产品NewC1S第2次改善:
产品改善前
1.装配工段拉平衡率过低;
2.测试工作岗位重复动作,无效动作过多;
3.生产平衡率过低,产线有过多的MIP,影响生产产能;
4.产能:
200PCS/H单机工时:
 升级会员
升级会员 