堆焊.docx
《堆焊.docx》由会员分享,可在线阅读,更多相关《堆焊.docx(50页珍藏版)》请在冰豆网上搜索。
堆焊
堆焊
1焊条电弧堆焊
1.1特点
焊条电弧堆焊设备简单,机动灵活,通过焊芯及药皮过渡合金元素,能获得几乎所有成分的堆焊金属。
是目前最为广泛的堆焊方法。
缺点是生产效率低,劳动条件差,稀释率较高,不易获得薄而均匀的堆焊层。
1.2堆焊用焊条
堆焊用焊条牌号见表4.11-1,焊条国际型号参见第1篇第3章可根据使用要求合理选用。
焊条牌号与国际型号对照关系可查阅第1篇第3章3.5焊接材料表1.3-11。
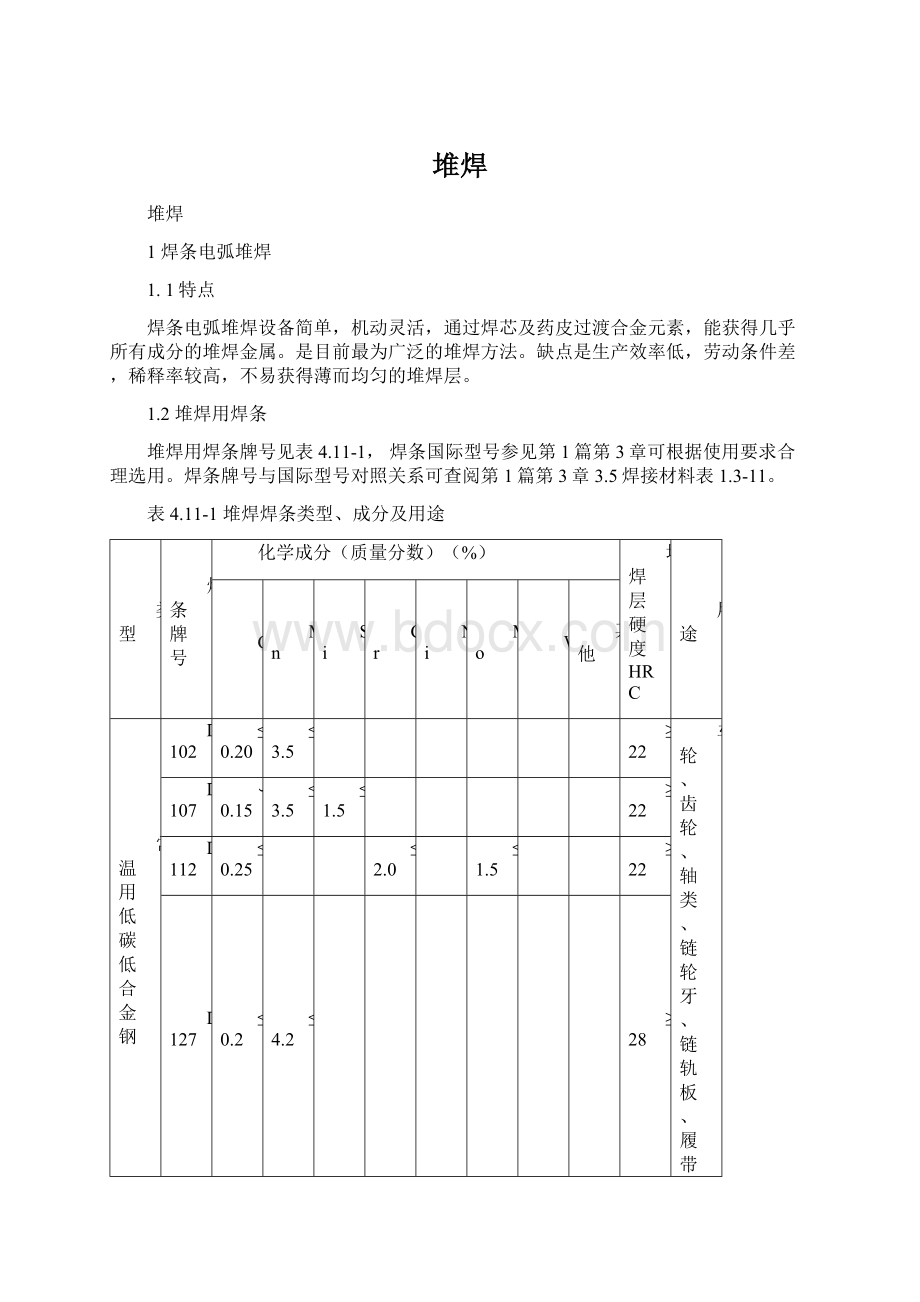
表4.11-1堆焊焊条类型、成分及用途
类型
焊条牌号
化学成分(质量分数)(%)
堆焊层硬度HRC
用途
C
Mn
Si
Cr
Ni
Mo
W
其他
常温用低碳低合金钢
D102
≤0.20
≤3.5
≥22
车轮、齿轮、轴类、链轮牙、链轨板、履带板堆焊及恢复尺寸层、过渡层
D107
∽0.15
≤3.5
≤1.5
≥22
D112
≤0.25
≤2.0
≤1.5
≥22
D127
≤0.2
≤4.2
≥28
常温用中碳合金钢
D132
0.31∽0.6
≤0.25
≤1.5
≥30
齿轮、挖泥斗、拖拉机刮板、铧犁、矿山机械零件堆焊
D172
≤0.5
≤0.25
≤0.25
≥40
D167
≤0.45
≤6.5
≤1.0
≥50
推土机、动力铲滚轮、汽车环链、农业机械磨损件堆焊
D212
0.3∽0.6
≤5.0
≤4.0
≥50
齿轮、挖斗、矿山机械磨损件堆焊
D227
0.45∽0.65
4.0∽5.0
2.0∽3.0
V0.4∽0.5
≥55
掘进机滚刀、叶片堆焊
D237
0.3∽0.6
8.0∽10.0
≤3.0
V0.5∽1.0
≥50
水力机械耐气蚀零件、矿山机械磨损见堆焊
MnSiB型
0.3∽0.45
2.0∽3.0
1.2∽2.0
B0.002∽0.006
≥50
矿山机械、农业机械磨损件堆焊
常温用高碳合金钢
D207
0.5∽1.0
≤2.5
≤1.0
≤3.5
其他≤1.0
≥50
推土机刀片、螺旋桨推料器等堆焊
铬钼钨模具钢
D397
≤0.6
≤2.5
≤2.0
≤1.0
≥40
热锻模、冲模、热轧辊等堆焊
D337
0.25∽0.55
2.0∽3.5
7.0∽10.0
≤1.0
≥48
D327
≤0.5
≤5.0
≤2.5
7.0∽10.0
V≤1.0
≥55
冷冲模、冷剪刀等耐磨要求叫高的零件堆焊
D327A
0.3∽0.5
5.0∽6.5
2.0∽3.0
2.0∽3.5
V1.0∽3.0
≥55
D377
0.9∽1.5
10∽16
≥50
冷冲模、切边模等堆焊
25Cr5VmoSi
热锻模、轧辊等
3Cr3W2Mo2VSi
高速钢
D307
0.7∽1.0
3.8∽4.5
17∽19.5
V1.0∽1.5
金属切削刀具、热剪刀、冲头等堆焊
6-5-4-2型
0.9
4.0
5.0
6.0
V2.0
≥61
D256
≤1.1
11∽16
≤5.0
焊后≥170HBS
破碎机、轨盒、戽斗、挖掘机铲斗等耐冲击磨损零件堆焊
D266
≤1.1
11∽18
≤2.5
≤1.0
焊后≥170HBS
D276
≤0.8
11∽16
13∽17
≤4.0
焊后≥200HBS
水轮机叶片、导水叶、道岔、推土机刀片、高锰钢堆焊
D567
0.5∽0.8
24∽27
≤1.3
9.5∽12.5
焊后≥210HBS
球墨铸铁阀门密封面堆焊
D577
≤1.1
12∽18
≤2.0
12∽18
≤6.0
≤4.0
1.7∽2.3
V≤0.7
焊后≥270HBS
阀门密封面堆焊≤510℃
D507
≤0.15
10∽16
≤2.5
≥40
≤450℃阀门密封面堆焊
高铬钢
D517
≤0.25
10∽16
≤5.0
≥45
阀门,螺旋机叶片、搅拌桨等堆焊
D57Mo
≤0.2
10∽16
≤6.0
≤2.5
≤2.0
≤5.0
≥37
≤510℃阀门密封面堆焊
D57MoNb
≤0.15
10∽16
≤2.5
Nb≤0.5其他≤2.5
≥37
≤450℃阀门密封面堆焊
D516M
≤0.25
6.0∽8.0
≤1.0
12∽14
≥38
中温阀门密封面堆焊
3Cr13型
≤0.3
10∽16
40∽49
铬镍奥氏体钢
D547
≤0.18
0.6∽2..0
4.8∽6.4
16∽18
7.0∽9.0
28∽34
≤570℃阀门密封面堆焊
D557
≤0.2
2.0∽3.0
5.0∽7.0
18∽20
7.0∽10.0
≥37
≤600℃阀门密封面堆焊
D547Mo
0.1∽0.8
0.6∽2.0
3.5∽4.3
18∽21
1012
3.8∽5.0
0.8∽1.2
V0.5∽1.2
Nb0.7∽1.2
≥37
≤600℃阀门密封面堆焊
19-9Mn6型
≤0.1
6
19
9
焊后≥200HBS
水轮机叶片耐气蚀堆焊过渡层堆焊
马氏体合金铸铁
D678
1.5∽2.2
8.0∽10.0
B0.015其他≤1
≥50
矿山冶金机械、农业机械受泥砂、矿山磨粒磨损零件的堆焊
D608
2.5∽4.5
3.0∽5.0
3.0∽5.0
≥55
D698
23
4.0∽5.0
8.5∽14
≥60
高铬合金铸铁
D618
3.0
15∽20
1.0∽2.0
10∽20
≤1.0
≥58
承受轻微冲击的磨料磨损零件如磨煤机炊头
D628
3.0∽5.0
20∽35
4.0∽6.0
V≤1.0
≥60
轻度冲击载荷的磨料磨损零件,如磨煤机
D642
1.5∽3.5
1.0
22∽32
其他≤7
≥45
水轮机叶片高压泵零件、高炉料钟等的堆焊
D667
2.5∽5.0
≤8
1.0∽4.8
25∽32
3.0∽5.0
≤2
≥48
离心裂化泵轴套、破碎机零件、高炉料钟等,500℃以下良好耐磨耐蚀性
D687
3.0∽4.0
1.5∽3.5
3.0
25∽32
B0.5∽2.5其他≤6
≥58
强磨料磨损,如牙轮钻小轴、煤孔挖掘器、碎矿机辊等的堆焊
碳化钨合金
D707
1.5∽3.0
≤2
≤4
40∽50
≥60
混凝土搅拌叶片、挖土机叶片等的堆焊
D717
1.5∽4.0
≤3
≤4
≤3.0
≤3
≤7
50∽70
≥60
牙轮钻头爪尖、混凝土搅拌叶片、风机叶片等的堆焊
钴基合金
D802
0.7∽1.4
≤2
≤2
25∽32
3∽6
Fe≤5
Co余量
≥40
高温高压阀门、热剪刀刀刃堆焊
D812
1.0∽1.7
≤2
≤2
25∽32
7∽10
Fe5
Co余量
≥44
高温高压阀门、高压泵轴套桶、化纤设备斩刀刃口堆焊
D822
1.7∽3.0
2
2
25∽33
11∽19
Fe5
Co余量
≥53
牙轮钻头轴承、锅炉旋转叶轮、粉碎机刃口等的堆焊
D842
0.2∽0.5
≤2
≤2
23∽32
≤9.5
Fe5
Co余量
28∽38
热锻模、阀门密封面堆焊
镍基合金
NiCrMoW
<0.1
17
余量
17
∽4.5
Fe∽5
HB175∽215
热锻模、剪刀及耐蚀零件堆焊
NiCu
<0.2
1.2∽0.3
余量
Cu27∽29
Fe2∽3
HB125∽150
耐腐蚀零件
铜基合金
紫铜焊条T107
〈0.5
〈0.5
Cu>99
-
耐海水腐蚀碳钢零件堆焊
铝青铜焊条T237
≤2.0
≤1.0
Al
7∽9
Cu
余量
Fe≤1.5
HB120∽160
轴承、滑道、化工设备内衬、阀门密封面等的堆焊
1.3堆焊工艺
1.焊前准备
焊前焊条必须进行烘干。
低氢型焊条烘干温度为300∽350℃,钛钙型焊条烘干温度为100∽200℃。
此外,也可以按照焊条说明书的要求进行烘干。
焊前焊件表面应清除油、锈、氧化皮以及裂纹、剥落、磨损划痕、凹坑等缺陷。
重要焊件表面应探伤,确认缺陷已完全清除后方可进行堆焊。
2.防止焊层及热影响区产生裂纹,避免堆焊层剥落的工艺措施
1)堆焊硬度高、塑性差的材料,预热及保持层间温度是防止产生裂纹最有效的方法。
对于堆焊塑性好的不锈钢、高温钢等材料则不应为预热,层间温度亦不可过高。
2)焊件如果是中、高碳钢或有淬硬倾向的低合金钢,堆焊时应预热。
预热温度根据母材碳当量及焊件大小而定。
其参考价值如表4。
11-2所示。
表4.11-2母材碳当量有预热温度的关系
碳当量
0.4
0.5
0.6
0.7
0.8
预热温度℃
100以上
150以上
200以上
250以上
300以上
注:
碳当量公式CE=C+(1/6)Mn+(1/24)Si+(1/5)Cr+(1/4)Mo+(1/15)Ni
3)堆焊过渡层。
即用塑性好的堆焊材料进行打底焊,然后再焊堆焊层。
这样可以减小焊接应力,防止堆焊层剥落。
4)应防止堆焊层温度过高,这样有利于降低焊接收缩力减小开裂倾向。
3.防止焊接变形的工艺措施
1)采用夹具、焊临时支撑铁,或采用预先反变形法。
2)采用合理焊接顺序,如对焊、跳焊等,并随时测量变形状况。
3)使用较小的焊接电流,控制层间温度,不使堆焊部位温度过高,这样可以减小变形。
4.提高堆焊效率的工艺措施
1)将焊件倾斜,进行横焊。
堆焊一道后不敲渣就连续并排的另一道,直至焊完一层再敲渣。
可以提高效率并得到光滑的表面。
2)用模具强迫成形,可以提高工效,减少焊后加工量。
1.4各类焊条堆焊工艺特点
1.常温用低、中碳合金钢焊条及高碳低合金钢焊条的堆焊。
1)低、中碳合金钢焊条的堆焊金属是珠光体、马氏体或马氏体、贝氏体混合组织,能抵抗依靠顶冲击载荷并能承受金属与金属间磨损、磨料磨损或二者兼有的工作条件,常用于汽车、拖拉机上的轴类及齿轮等零件的修复;此外,也常用于矿山机械如挖掘机的驱动轴、驱动轮、大减速齿轮、履带板等零件的修复。
其中,D237焊条还用于耐气蚀零件的堆焊。
低碳合钢焊条如D112等一般不需预热,对于大型焊件则应预热200℃左右。
中碳合金钢焊条如D172,D212等,一般炎热温度问200∽300℃。
2)高碳低合金钢焊条耐磨性好,抗冲击性能及堆焊时的抗裂性能5。
堆焊时一般预热300℃以上。
焊后缓冷或进行300℃的后热处理。
2.模具钢及高速钢焊条的堆焊
1)D397(5CrMnMo)、D337(3Cr2W8V)及25Cr5VmoSi、3Cr3W2Mo2Vsi等堆焊材料用于制造双金属热锻模、冷冲模等工件,也常用于热加工模具的修复。
3Cr2W8V堆焊材料高温耐磨性能好而抗冲击及抗热疲劳性能差;25Cr5VmoSi及3Cr3W2MoSi堆焊材料具有较好的综合性能;而5CrMnMo堆焊材料应用较为广泛,其工艺也比较成熟。
D397(5CrMnMo)焊条用于制造双金属锻模的工艺要点如下:
①基体一般采用45Mn2或40∽60铸钢。
胚料锻造、热处理后应加工出型槽,所有尖角需铣成圆角。
②焊前在400∽450℃预热,堆焊时模体温度应不低于300℃。
③堆焊层有效厚度5∽10mm,并应留出加工余量。
④堆焊后最好立即加热到860℃进行退火,保温时间按每毫米有效后1.5∽2min计算,炉冷至680℃进行等温,等温时间按每毫米有效厚度1.5min计算,等温后炉冷至400℃出炉空冷。
⑤机加工后,在820∽850℃油淬冷至150∽200℃后,立即进行500∽550℃回火。
D337(3Cr2W8V)焊条堆焊时的预热温度为350∽450℃。
其堆焊后热处理工艺是加热到860∽890℃进行退火,加工后加热到1050∽1150℃淬火,550℃回火。
用这类焊接材料修复旧的热加工模具的工艺要点是:
①焊前应清除模具表面氧化皮、油污等,并打磨模槽。
②根据不同母材及焊接材料,预热温度一般在300∽500℃范围,并应在不低于预热温度下进行堆焊。
③焊后回火。
④对于大的焊件或较大的裂损部位,可先用塑性较好的焊条堆焊一层缓冲层,以减少裂纹倾向。
2)D377(Cr12)焊条及D327、D327A焊条用于冷作模具的堆焊。
D377焊条耐磨性好但抗裂性差。
D327、D327A焊条韧性较高,能承受较大冲击。
D377焊条的堆焊工艺要点是:
①预热温度不低于500℃。
②焊后热处理制度是在870∽900℃进行退火。
切削加工后在950℃或1100℃油淬,200℃挥霍。
3)高速钢的堆焊。
高速钢堆焊谨慎具有极为良好的红硬性,无论常温或高温(590℃)都有很好的耐磨性。
主要用于切削刀具的堆焊及热剪刀、冲裁工具的堆焊。
高速钢刀具堆焊工艺要点:
①刀具毛坯堆焊槽的边角处应打磨成圆角。
刀具几何形状可以用石墨或紫铜模具来保证,以减少加工量。
②小工件堆焊不需预热,焊后空冷,经560∽580℃三次回火后。
打磨成要求的尺寸即可使用。
③大工件在350∽400℃预热,焊后在石棉灰中或炉中缓冷。
④堆焊应使用小电流减小熔深。
⑤大工件堆焊后需进行加工时,按高速钢热处理工艺进行退火,加工后再进行淬火及多次回火处理。
4)工具及模具用堆焊方法制造或修复时,要注意热处理工艺的选用,应考虑堆焊金属与母材热处理工艺的一致性。
3.高锰钢几铬锰钢焊条的堆焊
1)高锰钢焊条堆焊金属为奥氏体组织,冲击性高,易于冷加工硬化,所以能承受强轰击条件下的磨料磨损,而不适合应力下的磨料磨损。
2)高锰钢的线膨胀系数比低碳钢大30%,但导热率都是低碳钢的1/5,所以堆焊时收缩应力大。
当高锰钢受热量大、冷却缓慢时,金属性能将变坏,容易产生裂纹。
高锰钢堆焊的要点是:
①在选用堆焊材料时,堆焊金属含碳量应控制在ωc0.7%~0.9%;ωp≤0.03%~0.05%;ωSi≤0.3%~1.7%;这样可减小裂纹倾向。
②高锰钢堆焊通常使用D256,D266焊条。
D266中含ωMo1%~2%,可提高堆焊谨慎塑性及韧性。
此外,还可以加入ωNi2%~5%也能改善上述性能。
③应采用使母体及堆焊金属受热最小的堆焊工艺方法。
如使用小电流焊接;采用断续焊;不预热焊;焊后立即浇水冷却或将焊件放在流动的冷水中,仅露出表面层进行堆焊。
④采取减少焊接英里的措施。
如焊后捶击焊道;小电流短焊道、分散焊等。
⑤高锰钢工件补焊时,已加工硬化的表面层应除去。
可用奥氏体铬镍钢焊条(如A107、A27)、奥氏体铬锰钢焊条(如D277)进行打底焊,有利于防止产生裂纹。
⑥高锰钢焊条在碳钢或低合金钢上堆焊时,或者高锰钢与碳钢、低合金钢焊接时,要用铬锰钢焊条(如D277)、铬镍锰钢焊条(19-9-Mn6)在碳钢侧堆焊过渡层。
⑦采用高铬合金铸铁或其他脆性耐磨合金堆焊修复高锰钢时,允许表面出现微小裂纹,这些裂纹通常是不会跨越熔合线进入母材的。
3)D276、D277铬锰奥氏体钢焊条具有与高锰钢焊条同样良好的冲击韧度及加工硬化能力。
由于其高铬含量邮局有耐腐蚀、耐热性能,除了与高锰钢焊条同样用途外,还可用于水轮机零件的耐气蚀堆焊,以及用作高锰钢与碳钢焊接时的过渡层。
这类焊条焊接性良好,抗裂性好。
一般不需预热即可堆焊。
4.高铬钢焊条的堆焊
1)Cr13型焊条(如D507、517、D507Mo、507MoNb等)常用于450℃或510℃以下工作的阀门密封面堆焊。
基体材料常选用25钢(ZG230-450)几35钢(ZG270-500)铸钢。
阀门中的阀体与闸板常用硬度稍有差别的材料来堆焊,如阀体用硬度较低的1Cr13型焊条堆焊,闸板则用硬度稍高2Cr13型焊条堆焊。
2)Cr13型焊条用于堆焊阀门密封面的工艺要点如下:
①焊前焊件表面粗车或喷砂以去除氧化皮、各类缺陷(例如裂纹、气孔、砂眼、疏松等)及油污等。
焊条使用前应烘干。
②1Cr13型焊条(D502,D507)小工件时可以不预热;一般件则需预热150~300℃。
2Cr13型焊条(D517)堆焊时则需预热300℃左右。
D507Mo及D507MoNb焊条抗裂性较好,焊时不需预热。
③堆焊过程中不应中断,堆焊3~5层,加工后以保持堆焊层有5mm高度。
④一般情况下,焊后空冷可以满足硬度及加工的要求。
也可以改变冷却条件获得所需硬度或避免产生裂纹。
⑤如需改善加工性能,可采用750~800℃退火,加工后再进行950~1000℃空冷或油冷淬火。
5.铬镍奥氏体钢焊条的堆焊
1)一般的铬镍奥氏体钢焊条例如A102、A107、A202、A207等,在表4.11-1中没有出现。
这类焊条的堆焊金属硬度低,耐磨性差,但耐蚀性优良,因而广泛用于石油、华工设备的零件堆焊中。
其堆焊工艺要点是:
①在低碳钢或低合金钢上堆焊时,要采用高铬镍焊条23-13型(如A302、A307等)或26-21型(A402、A407等)堆焊过渡层。
起目的是避免因稀释而产生脆性马氏体组织引起出现裂纹。
②堆焊时应采用小电流、小线能量工艺参数,以减少母材熔深和稀释率。
并保证堆焊层的碳含量符合要求。
③堆焊前一般不进行预热,堆焊过程中应严格限制层间温度,不得过高。
2)含硅的铬镍奥氏体钢焊条如D547、D547Mo、D577等,常用于工作温度在570℃或600℃以下的阀门密封面的堆焊。
有些阀门厂采用D547Mo堆焊闸板,采用硬度机较低的铬锰钢焊条D547堆焊阀体,可获得满意的抗擦伤性能。
其堆焊工艺要点为:
①堆焊前应清除焊件表面油、锈及裂纹等缺陷,焊条并应烘干。
②基体材料常用铬钼珠光体耐热钢,为此要先用高铬镍钢焊条(如23-13、26-21型)堆焊过渡层避免产生裂纹。
③堆焊时使用小电流、短弧、窄焊道焊接方法,堆焊过程不应中断。
④使用D547及D547Mo焊条时,堆焊小焊件可以不预热,大型焊件应在150~250℃预热。
使用D577焊条时,因其抗裂性较差,所以应预热到300~450℃。
⑤基体为珠光体耐热钢时,焊后应要求在680~750℃进行高温回火,以消除焊接应力,改善热影响区组织及性能。
6.马氏体合金铸铁焊条及高铬合金铸铁焊条的堆焊
1)马氏体合金铸铁堆焊材料具有良好的抗高应力磨料磨损及低应力磨料磨损性能,并有着良好的抗压强度。
但是这种材料较脆,抗冲击性能不佳,抗裂性也差。
高铬铸铁堆焊材料因含有大量初生Cr7C3,因而能大大提高耐低应力磨料磨损的性能;在500℃以下还具有良好的耐热、耐蚀性能。
其中,加硼的焊条耐磨性最好。
但此类焊条堆焊时产生裂纹的倾向相对要大些。
2)堆焊工艺要点:
①堆焊时应预热,按焊件大小,预热温度需保持在400℃左右或400℃以上。
焊后应缓冷。
②为减少开裂倾向,可使用塑性好的焊条堆焊过渡层。
③高铬铸铁焊条堆焊金属中允许有一些裂纹存在。
7.钴基合金焊条的堆焊
1)钴基合金堆焊金属具有很高的红硬性(500~700℃工作时350HV),抗磨料磨损、抗腐蚀、抗冲击、抗热疲劳、抗氧化和抗金属间磨损等综合性能。
含C、W较低的钴基合金,冲击韧度好,常用于高温高压阀门密封面、热剪刀等的堆焊。
含C、W较高的钴基合金耐磨性好,韧性及堆焊时抗裂性差,用于受冲击较小而能承受强烈磨损的零件,如牙轮钻头轴承,粉碎机刀口等。
2)堆焊工艺要点:
①使用小电流堆焊,以减小熔深及稀释率。
②根据焊件尺寸、材质以及焊条成分,焊前应在300~600℃预热,并保持层间温度不低于此温度。
③焊后应在炉中进行600~700℃回火1h后缓冷,或放在预热的砂箱或草木灰中缓冷。
1.5各类焊条堆焊时的电流值
堆焊时使用的焊接规范与一般焊接基本相同。
只是为了减少熔深,降低稀释率,使用的电流值应偏小一些。
各类焊条堆焊电流值可参见表4.11-3。
焊条类型
牌号举例
焊接电流/A
备注
焊条直径/mm
2.0
2.5
3.2
4.0
5.0
6.0
常温用低、中碳合金钢
D127
D212
—
—
60~80
60~80
90~130
80~120
130~180
110~150
180~200
130~150
240~300
—
平焊
立、横焊
铬钼钨模具钢
D397
—
—
90~110
140~170
180~210
—
高锰钢
D256
—
—
70~90
100~140
150~180
—
铬锰钢
D276
—
60~80
90~130
130~170
170~220
—
高铬钢
D507
—
—
80~120
120~160
160~210
—
铬镍奥氏体钢
D547
25~50
50~80
80~110
110~160
160~20
—
钴基合金
D802
—
—
120~160
140~190
150~210
紫铜
T107
—
—
120~140
150~170
180~200
—
铝青铜
T237
—
—
70~90
80~120
110~150
—
2氧乙炔焰堆焊
2.1特点
氧乙炔焰堆焊由于温度不高,因而堆焊层稀释率低(1%~10%),可获得薄(小于1mm)而均匀的堆焊层。
加之设备简单,机动灵活因而得到了应用,缺点是生产率低,劳动条件差。
常用于小工件堆焊。
2.2钴基合金氧乙炔焰堆焊
1.选用焊丝
钴基合金氧乙炔焰堆焊用焊丝列于表4.11-4。
表4.11-4钴基合金焊丝
牌号
相当于AWS/ASTM
化学成分(质量分数)(%)
堆焊层硬度HRC
用途
C
Mn
Si
Cr
W
Fe
Co
其他
HS111
RCoCrA
0.9~1.4
≤1.0
0.4~2.0
26~32
3.5~6.0
≤2.0
余
40~45
高温高压阀门、热剪刀刃、热锻模等堆焊
高温高压阀门、内燃机阀、化纤剪刀刀刃口、高压泵轴套堆焊
牙轮钻头轴承、锅炉的旋转叶片、螺旋送料器堆焊
燃气轮机叶片、飞机发动机叶片堆焊
HS112
RcoCrB
1.2~1.7
≤1.0
0.4~2.0
26~32
7.0~9.5
≤2.0
余
45~5
HS113
RcoCr
 升级会员
升级会员 