张力控制总结.docx
《张力控制总结.docx》由会员分享,可在线阅读,更多相关《张力控制总结.docx(13页珍藏版)》请在冰豆网上搜索。
张力控制总结
张力控制
一、开卷机、卷取机控制
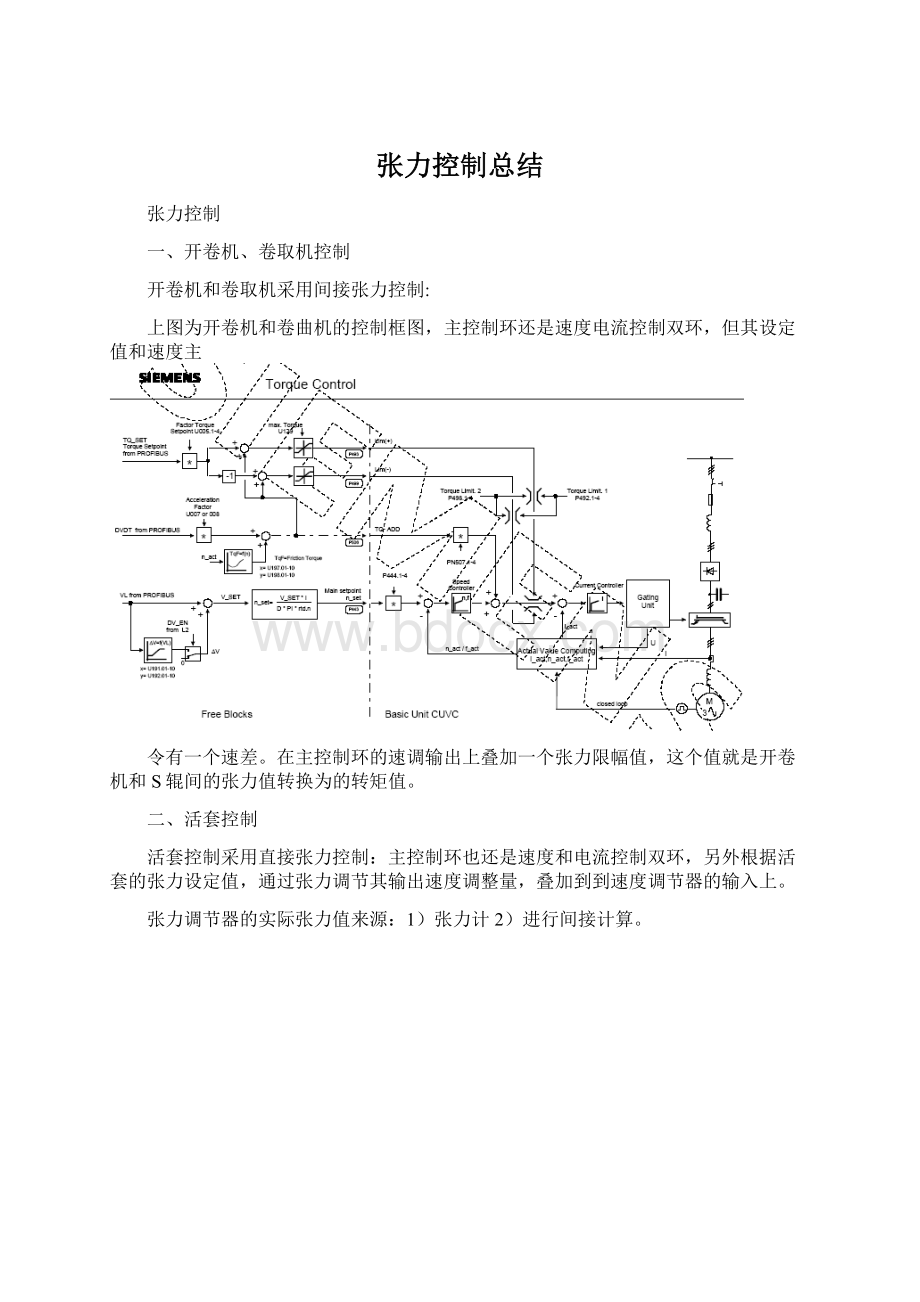
开卷机和卷取机采用间接张力控制:
上图为开卷机和卷曲机的控制框图,主控制环还是速度电流控制双环,但其设定值和速度主
令有一个速差。
在主控制环的速调输出上叠加一个张力限幅值,这个值就是开卷机和S辊间的张力值转换为的转矩值。
二、活套控制
活套控制采用直接张力控制:
主控制环也还是速度和电流控制双环,另外根据活套的张力设定值,通过张力调节其输出速度调整量,叠加到到速度调节器的输入上。
张力调节器的实际张力值来源:
1)张力计2)进行间接计算。
三、张力辊的控制
张力辊为S辊,其分为两类:
(1)速度控制张紧辊
主辊做标准速度电流控制双环,速调用PI调节器,从辊也是速度电流双环,但是采用P调节器,其I来自于主辊(因为P和I调节器分开,所以一定要关闭从调节器的I环节)
(2)张力控制张紧辊
有以下4种情况:
1)直接张力控制,有张力计
2)直接张力控制,无张力计
3)间接张力控制
4)转矩控制
注:
A速度控制张紧辊和张力控制张紧辊都要分为主辊和从辊,其中主辊的速度调节器采用PI调节器,而从辊的速度调节器采用P调节器,其I分量来自于主辊,因为主辊的积分分量反映了主辊的转矩,这样两辊的出力百分值都相同了。
B两辊中到底那个作为主辊:
对于P100=4功率大的作为主。
P100=5,靠近张力计的为主。
在没有张力计的场合,带钢进入的为主。
对于以上1)和2),主辊的控制方法都是在速度电流双环的速度环上叠加张力调节器输出,张力调节器的张力实际值可能来自于张力计,也有可能来自于计算值。
作负荷平衡需要SCB2,通过硬线连接,做点对点通讯。
四、速度调节器和张力调节器
在张力调试中,调试的主要参数是能够对速度调节器及张力调节器产生影响的参数。
如下图
(1)所示为速度调节器,在程序中所在位置为NCNOT/H3/NCO200。
如图
(2)所示为张力调节器,在程序中所在位置是TECON/E3/TREG120。
速度调节器
张力调节器
(一)、速度调节器控制:
1、速度环速度给定的由来:
(1)速度控制器:
当采用“经典积分控制环节时”,速度给定用的速度给定参考模型NSET_RM,当不采用“经典积分控制环节时,速度给定用的是综合速度N_ADD。
(2)当采用经典积分控制时,NSET_RM是(速度给定的一个比例环节和加速度)经过一个积分环节得到的结果。
(3)当采用经典积分控制时,TPL327可以修改加减速时的积分时间。
(4)综合速度N_ADD=速度给定N_SET+相关的附加速度NSETA_R+调试用附加速度NSET_COM(调试员可以随意给定的一个值)
(5)给定速度N_SET有很多种(例如有平滑时速度等,主要是X1的速度给定)
(6)N_SET在自动化发过来速度给定使能后才有效,如果速度给定不使能,那么速度给定就为0,自动化有自动控制模式和本地控制模式,如下图,正常会采用自动控制模式,N_SET=N_SET_R=MRG发过来的{N_SET(线速度m/s)/【3.14*辊径】*减速比*60}得到rpm,然后再除最大转速*100%得到百分数速度给定。
下图为本地和自动控制速度给定选择
下图为速度给定=MRG发的速度给定N_SET/N_MAX得到百分数形式(和后面ADD没有关系)。
下图为从MRG发的速度给定VL_H/VL_L转换为主给定VL_MAIN
(7)附加速度中还包括一个转矩控制输出的一个附加速度给定,是经过速度给定*0.15和0.3(慢速斜率)或者0.8(快速斜率)进行比较积分得出的结果
2、速度实际值的由来:
现场码盘反馈的速度实际值
3、速度控制器的输出也就是输出转矩+加减速和摩擦控制产生的附加转矩+阻尼控制产生的附加转矩==总的转矩给定,然后经过PZD13输出给CUVC,以及用于计算电机功率。
(二)、张力控制
1、张力调节器
(1)张力给定的由来:
MRG发过来的TEN_SET经过RGE斜坡发生器产生T_SET,然后除以T_MAX=16.9KN得到百分数。
2、张力实际值的由来:
张力计模拟量输入,然后经过处理后/T_MAX得到百分数。
3、张力输出:
(1)附加速度给定
(2)用于计算速度控制器输出的上下限幅用。
五、调试期间程序修改
调试期间,BR3.1的速调在程序BRIDL/C5中增加一个选择块,并将NCONT/B1/L303更改为0。
BR3.1是主辊,BR3.2、BR4.1、BR4.2为从辊,在此修改的目的就是将从辊的I-PART来源选择为来自BR3.1的CUVC,而不是来自BR3.1的速调。
另外从辊的L303要设置为1。
更改原因是在调试期间发现T400带的速度调节器调节不稳定,所以更改。
选择块
I-PART来源
点对点通讯(I-PART到从辊)
从辊在此接收主辊所发I-PART
六、参数控制
1、在T400程序速调中比例系数KP(增益),积分时间TN可以通过参数来设置。
积分时间TN
比例系数KP
比例系数(增益)可以通过参数L383调节。
积分时间可以通过参数L350调节。
 升级会员
升级会员 