坐标式机械手的PLC控制系统设计毕业设计(论文).docx
《坐标式机械手的PLC控制系统设计毕业设计(论文).docx》由会员分享,可在线阅读,更多相关《坐标式机械手的PLC控制系统设计毕业设计(论文).docx(16页珍藏版)》请在冰豆网上搜索。
课程设计任务书
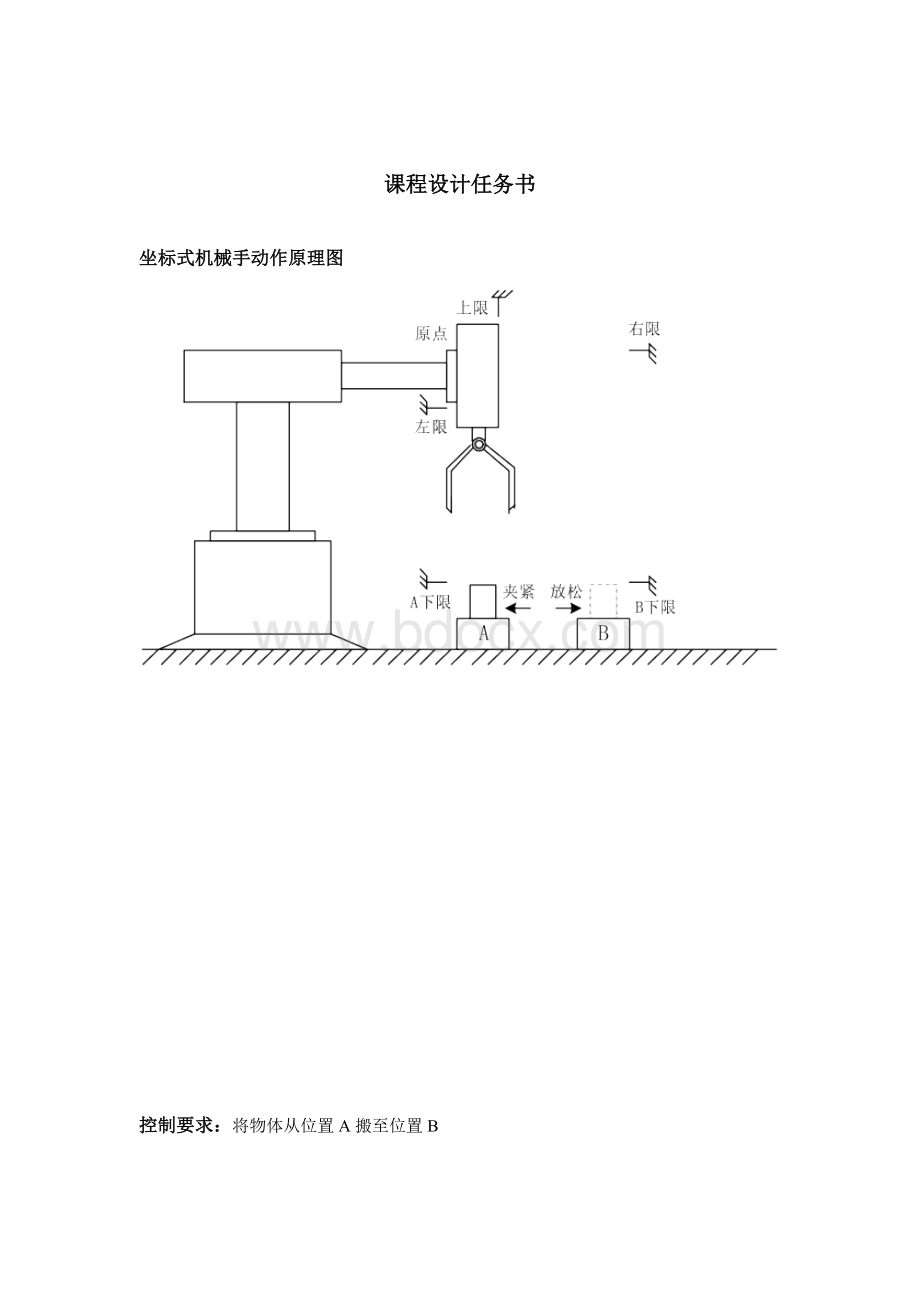
坐标式机械手动作原理图
控制要求:
将物体从位置A搬至位置B
(1)动作顺序:
机械手从原点位置起始下移到A处下限位→从A处夹紧物体后上升至上限位→右移至右限位→机械手下降至B处下限位→将物体放置在B处后→上升
至上限位→左移至左限位(原点)为一个循环。
(2)上限、A、B下限、左限、右限分别由限位开关控制;机械手设立起动和停止开关。
(3)机械手夹紧或松开的工作状态以及到达每一个工位时,均应有状态显示。
(4)机械手的夹紧和放松动作均应有1s延时,然后上升;机械手每到达一个位置均有0.5s的停顿延时,然后进行下一个动作。
(5)若机械手停止时不在原点位置,可通过手动开关分别控制机械手的上升和左移,使之回到原点。
(6)要求循环工作1小时时,判断机械手是否夹有物体,若没有,则立即自动停止工作并警铃报警;若夹有物体,则继续工作至物体放置到B位后自动停止工作并警铃报警。
I/O端子接线图
编程并调试
输入点:
启动按钮X0;停车按钮X1;上限X2;左上限X3;A下限
X4;右上限X5;B下限X6。
输出点:
夹紧Y1;放松Y5;上升Y2;下降Y0;左移Y4;右移Y3;报警Y6。
摘要
坐标式机械手在工业生产中应用非常广泛,本系统就是用PLC控制机械手把货物从A地搬到B地,然后回到原点,并进行下一次循环的过程。
本系统设有起停按钮,按下启动按钮,系统开始运行,机械手按照从原点下降、夹紧物体、上升、右移、下降、松开、上升、左移复位的顺序工作,并实现一次又一次的不停循环。
此外,若机械手不是停在原点位置,系统还设有手动复位按钮,可手动实现系统复位。
在控制系统工作过程中,每一步都有LED显示,可便于工作人员对系统所处状态的监测。
为了实现对系统的保护,系统工作一小时后,不管机械手在任何位置,都要强迫其复位(若机械手还夹着货物,则先把货物送到目的位置后再复位)并伴随有警铃报警。
关键词:
机械手循环顺序工作系统复位
目录
1系统描述及控制要求…………………………………………………………1
2总体控制方案设计……………………………………………………………1
2.1启动与停止设计……………………………………………………………1
2.2系统工作顺序的实现………………………………………………………1
2.3系统循环过程的实现………………………………………………………2
2.4系统工作状态的显示………………………………………………………2
2.5手动复位功能………………………………………………………………3
2.6限位开关选择………………………………………………………………3
2.7系统保护功能实现…………………………………………………………4
3I/O分配表……………………………………………………………………4
4外部电路图设计………………………………………………………………5
4.1主电路图设计………………………………………………………………5
4.2PLC控制电路图设计………………………………………………………6
5控制系统梯形图设计…………………………………………………………7
5.1系统循环工作过程梯形图设计……………………………………………7
5.2机械手状态显示梯形图设计………………………………………………8
5.3系统自动保护梯形图设计…………………………………………………9设计心得…………………………………………………………………………10
参考文献…………………………………………………………………………11
附录………………………………………………………………………………12
1引言
本系统是一个用三菱FX2N系列PLC控制机械手不断地把A点的货物搬到B点的自动控制系统,其具体控制要求是:
(1)动作顺序:
机械手从原点位置起始下移到A处下限位→从A处夹紧物体后上升至上限位→右移至右限位→机械手下降至B处下限位→将物体放置在B处后→上升至上限位→左移至左限位(原点)为一个循环。
(2)上限、A、B下限、左限、右限分别由限位开关控制;机械手设立起动和停止开关。
(3)机械手夹紧或松开的工作状态以及到达每一个工位时,均应有状态显示。
(4)机械手的夹紧和放松动作均应有1s延时,然后上升;机械手每到达一个位置均有0.5s的停顿延时,然后进行下一个动作。
(5)若机械手停止时不在原点位置,可通过手动开关分别控制机械手的上升和左移,使之回到原点。
(6)要求循环工作1小时时,判断机械手是否夹有物体,若没有,则立即自动停止工作并警铃报警;若夹有物体,则继续工作至物体放置到B位后自动停止工作并警铃报警。
2总体控制方案设计
本系统是一个用PLC控制机械手搬运货物的自动控制系统,根据控制要求,其总体控制方案设计可分为以下几步:
2.1启动与停止实现
启动与停止功能分别通过两个常开开按钮开关SB1和SB2来实现,当按下SB1时,系统开始运行并进行循环工作,按下SB2时,系统停止运行,由于SB1与SB2均是按钮,松开后会自动复位,因此,在软件设计时要有自锁功能。
2.2系统工作顺序的实现
该控制系统的每一次搬运过程都是基本的顺序工作过程,其工作顺序为机械手从原点下降、夹紧物体、上升至原点、从原点右移、下降至目的点、放松物体、从目的点上升、左移复位。
要实现该顺序过程,机械手的每一步运动都通过伺服电机来实现,机械手总共有六种运动过程,因此,需要6台伺服电机来实现,其中,控制机械手下降、上升、右移、左移的四台电机与控制机械手夹紧、松开货物的电机类型及工作方式并不相同。
其分配如下表:
机械手运动
控制电机
机械手下降
M1
夹紧货物
M2
机械手上升
M3
机械手右移
M4
机械手左移
M5
松开货物
M6
2.3系统循环过程的实现
由于需要搬运的货物不只一个,而机械手每次只能搬运一个货物,因此该系统需要循环工作。
机械手每次完成把一个货物从A地搬到B地复位后,都要重复进行下一次搬运工作,而这种循环过程可通过软件来实现。
2.4系统工作状态的显示
由于工作人员需要了解机械手每一时刻所在的位置,因此系统要能对机械手所处状态进行显示,该显示部分通过二极管来实现。
机械手有六个工作状态,因
此需要六个发光二极管,其分配如下:
功能实现
发光二极管分配
下降显示
LD1
夹紧显示
LD2
上升显示
LD3
右移显示
LD4
左移显示
LD5
松开显示
LD6
2.5手动复位功能
当按下停止按钮时系统停止运行,但机械手不一定停在原点位置,而且机械手可能还夹着货物,这样必定会引起下次启动不正常,因此需要手动复位。
本系统用两个常开按钮开光SB3和SB4来实现手动复位,系统停止运行时,不管机械手在何位置,复位操作只有上升和左移两种运动,用SB3实现上升复位,SB4实现左移复位。
2.6限位开关选择
要实现系统的自动控制,机械手每到一个工作位置时都要有限位开关来控制相关电机的通断。
本系统中,机械手有四个工作位置,为了便于系统控制,设有五个限位开关,分别是左上限、右上限、A下限、B下限、上限开关,其选择与分配如下:
限位功能
限位开关分配
上限位
SQ1
左上限
SQ2
A下限
SQ3
右上限
SQ4
B下限
SQ5
2.7系统保护功能实现
为了避免系统长时间运行引起的过热等问题,在系统启动运行一小时后要强迫系统停止运行一段时间,该功能可通过软件实现即可,具体方法在软件设计中介绍。
3I/O分配表
输入端子
端子功能
输出端子
端子功能
X0
启动按钮
Y0
下降
X1
停止按扭
Y1
夹紧
X2
上限位开关
Y2
上升
X3
左上限开关
Y3
右移
X4
A下限开关
Y4
左移
X5
右上限开关
Y5
松开
B下限开关
Y6
报警
X10
手动上升按钮
Y10
下降指示
X11
手动左移按钮
Y11
夹紧指示
Y12
上升指示
Y13
右移指示
Y14
左移指示
Y15
松开指示
4外部电路图设计
4.1主电路图设计
该控制系统的主电路由6台三相交流电机主回路组成,五台电机的主回路接线图是一样的,下面只画一台电机的主回路电路图。
图1中的熔断器(FU1)在主回路中其短路保护作用,当由于某种原因主回路发生短路故障时,熔断器会自动熔断并切断电路,防止短路电流对主回路中的元器件造成严重的破坏。
图中的交流接触器的主触头是主回路与PLC控制回路连接的桥梁,接触器的线圈接在控制回路中,PLC通过对线圈的通电与断电来控制主回路的通断。
4.2PLC控制回路电路设计
图2PLC控制回路电路图
图2为机械手控制系统的控制回路部分,也是本次设计的主要电路接线图,该控制电路可实现控制系统要求的各项功能。
图中的SB1和SB2分别为启动和停止按钮,他们和输入触头X0和X1连接,分别实现系统的启动和停止工作,该电路图中没有自锁装置,而系统的自锁功能在后面的软件设计中实现。
SQ1、SQ2、SQ3、SQ4、SQ5分别为不同位置(上限位、左上限位、A下限、右上限、B下限)的限位开关,他们分别和输入触头X2、X3、X4、X5、X6连接,用来控制机械手到各个工作位置时相应电机的启动与停止。
SB3、SB4为手动复位按钮开关,分别与输入触头X10、X11连接,当按下停止按钮后,若机械手不是停在原点位置,则需通过手动复位按钮把机械手复位,按下SB3时机械手上升复位,按下SB4时机械手左移复位。
在PLC的输出触头中,六个交流接触器线圈分别于Y0、Y1、Y2、Y3、Y4、Y5连接,它们分别用来控制六个电机主回路的通断。
Y6与警铃连接,若系统启动一小时后还未停止运行,警铃会报警,并通过软件方法强迫系统停止运行。
六个指示灯分别与Y10、Y11、Y12、Y13、Y14、Y15连接,用来实现机械手在不同工位的指示作用。
5控制系统梯形图设计
5.1系统循环工作过程梯形图设计
图3循环工作过程流程图
控制系统要求机械手每到一个工位时都需要先延时0.5s和夹紧与放松货物过程中都要有1s的延时,因此,该部分梯形图除了实现硬件电路所能实现的功能外,还通过PLC内部定时器实现系统要求的延时功能。
5.2机械手状态指示梯形图图设计
下面的梯形图的功能是对机械手每一个工作状态进行监测及显示。
图4机械手指示状态梯形图
5.3系统自动保护梯形图设计
图5系统自动保护梯形图
图5中梯形图所实现的功能是若系统启动一小时后还未停止运行,系统调用PLC内部继电器M1、M3,用软件方法强迫系统停止运行,并向报警触头输出报警信号,定时功能通过内部定时器T7、T8来实现。
若系统开始运行1小时后,机械手没有夹着货物,则直接停止并报
 升级会员
升级会员 