校平机文字说明概论.docx
《校平机文字说明概论.docx》由会员分享,可在线阅读,更多相关《校平机文字说明概论.docx(12页珍藏版)》请在冰豆网上搜索。
校平机文字说明概论
1、产品主要用途与适用范围
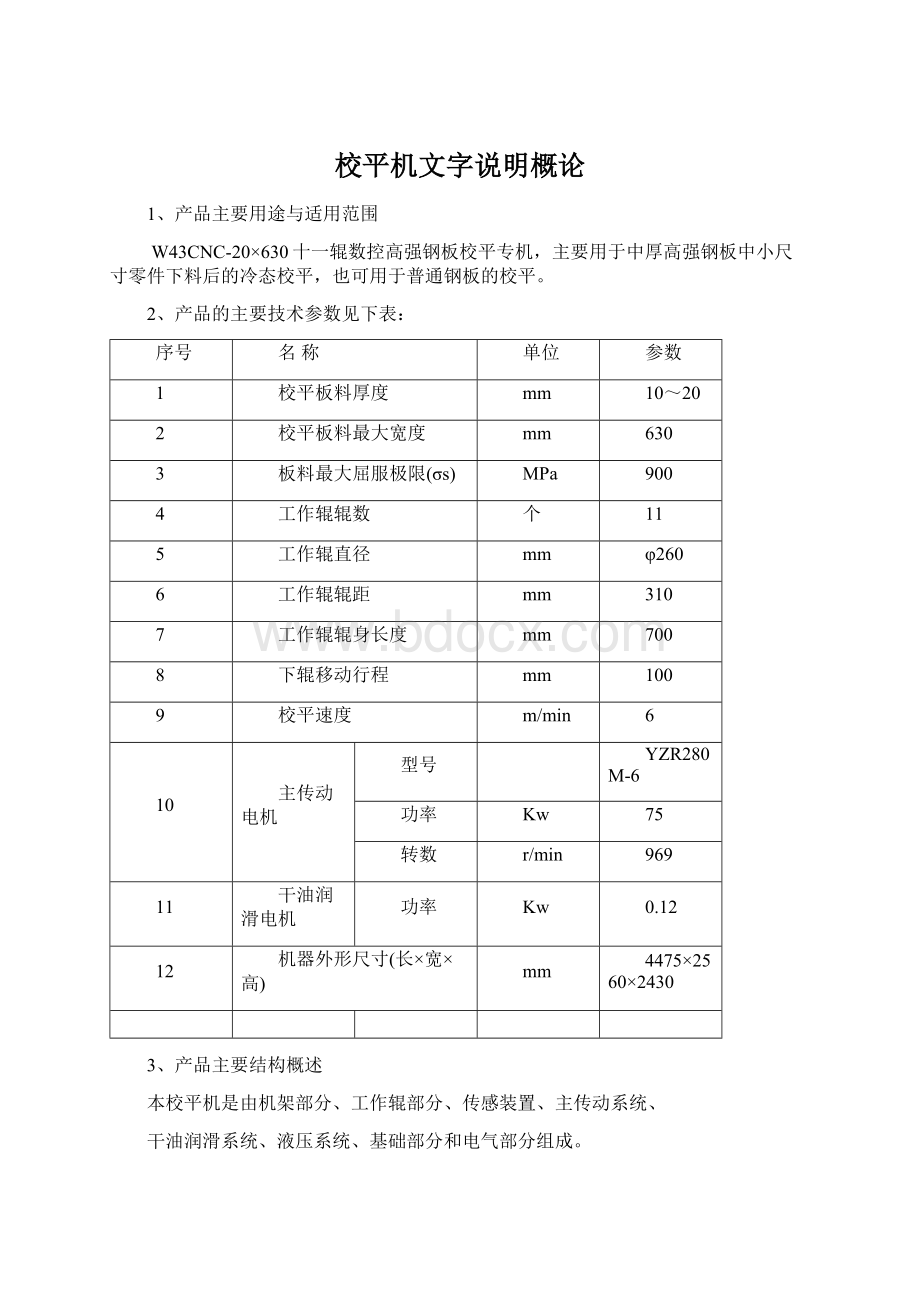
W43CNC-20×630十一辊数控高强钢板校平专机,主要用于中厚高强钢板中小尺寸零件下料后的冷态校平,也可用于普通钢板的校平。
2、产品的主要技术参数见下表:
序号
名称
单位
参数
1
校平板料厚度
mm
10~20
2
校平板料最大宽度
mm
630
3
板料最大屈服极限(σs)
MPa
900
4
工作辊辊数
个
11
5
工作辊直径
mm
φ260
6
工作辊辊距
mm
310
7
工作辊辊身长度
mm
700
8
下辊移动行程
mm
100
9
校平速度
m/min
6
10
主传动电机
型号
YZR280M-6
功率
Kw
75
转数
r/min
969
11
干油润滑电机
功率
Kw
0.12
12
机器外形尺寸(长×宽×高)
mm
4475×2560×2430
3、产品主要结构概述
本校平机是由机架部分、工作辊部分、传感装置、主传动系统、
干油润滑系统、液压系统、基础部分和电气部分组成。
整机采用框架结构,采用四个连接梁将左、右机架连接成一体,机架具有足够的强度和刚度。
上排工作辊安装在机架上,只作旋转运动;下排工作辊可以作升降和旋转运动,其升降运动由液压油缸驱动。
机器的所有动作均为操作台集中控制,并有数显显示下辊位移量。
(整机结构图见图1)
3.1机架部分的结构
机架部分是由左右机架和连接梁组成的框架结构,其整体结构刚度可保证工作辊在最大负荷下有较小的弹性变形,保证校平质量。
另外,为防止上料时板料发生倾斜划伤机架,在机架进出料口均装有一对导向辊。
3.2工作部分结构
工作部分是由上下两排工作辊组成,上排为六个工作辊,下排为五个工作辊,工作辊有足够的强度、表面硬度和加工精度,工作辊采用低速重载四列圆柱滚子轴承支撑,承载能力大,寿命长。
上排工作辊安装于左右机架中,只作旋转运动,下排工作辊在油缸的驱动下,可以在左右机架的导槽中实现升降运动,以满足不同厚度板料的校平,下排工作辊也可以作旋转运动。
所有的工作辊均为主驱动辊,为校平板材提供了足够的扭矩。
3.3传感装置
传感装置是采用直线位移传感器将位移信号转化为电信号,通过PLC系统将各个工作辊的位置显示在操作台触摸屏上,且有断电记忆功能。
特别提示:
该位移传感器为精密电器件,为避免损坏而影响工作精度,禁止碰撞和敲击并做好防水、防油保护。
4、机器的主传动系统
本机的十一个工作辊均为主动辊,由一台主电机驱动,通过减速器、一级齿轮传动、分配箱、万向联轴器将扭矩传递到各工作辊。
该机传动系统结构紧凑,占地面积小,工作稳定可靠。
分配箱齿轮采用浸油润滑和喷淋强制润滑,传动效率高。
5、电气系统
电气系统见电气操作说明书。
6、机器的安装与调试
6.1机器的安装
6.1.1根据地基图(图2)进行基础施工。
6.1.2安装前各部件必须进行清洗。
6.1.3底座及下工作辊面,其各方向上的偏差每米不大于0.5毫米。
6.1.4找平后进行第二次灌浆,经完全干固后,方可安装机器的其它部分。
6.1.5机器组装后必须符合部件图及总装图的技术要求,在安装有相互关系的零件时,应注意制造厂的打印标记。
6.1.6机器的所有紧固螺栓和地脚螺栓必须均匀的拧紧。
6.1.7安装时各接触面密封处和螺栓紧固后应涂以薄层防锈油。
6.1.8在安装拆卸过程中,吊运工作辊及精密加工的零部件时,不得用钢丝绳直接接触工作面,应垫上毛毡或其它软质垫,以防划伤,并注意不能使工作辊变形。
6.2机器的调试
6.2.1空载试车
1)试车前的准备工作
(1)检查所有紧固连接处的紧固情况
(2)所有运动部件应进行充分润滑
(3)检查所有液压管路是否按图正确连接,检查所有管路接头是否充分拧紧,确保无渗漏。
(4)检查电气系统是否正常,接地是否妥善。
2)试车
(1)接通电源启动油泵电机,调平各下排工作辊,使数显数值与工作辊实际位置一致。
(2)升降下排各工作辊,下排各工作辊上下往复两次,确保无卡滞现象,确保各工作辊两端数显值误差≤0.1mm。
(3)接通电源启动主电机,进行正反转各一小时的空转运转试验。
3)主传动系统空转运转两小时后,各轴承部位温度不高于70℃。
(1)各润滑部位润滑情况良好,不得有渗漏现象。
(2)各传动部位运转正常可靠,不得有阻滞、卡死现象。
(3)下排工作辊升降不得有卡死、憋劲现象,行程达到设计要求,保证数显的正确性。
6.2.2负载试车
1)经过空载试车运转情况良好后,方可进行负载试车,负载试车时,如发现机器各部位有不正常现象时,应立即停车调整和修理。
2)取σs≤900MPa,厚20mm,宽630mm,长2000mm的钢板进行校平。
注意:
由于新设备需要跑合一段时间才能达到其最佳性能,初始使用不宜满负荷使用。
3)加载与负载运转过程中,传动系统应平稳,无冲击和明显噪音,工作系统应灵活、可靠、准确。
各轴承温度不得超过规定要求。
7、使用与操作
7.1机器使用前的准备和检查
机器在使用前要求进行检查工作如下:
1)工作辊表面是否有伤痕、污物。
2)数显显示是否正确。
3)各润滑点的油量。
4)各紧固件有无松动。
7.2机器的操作程序
1)启动干油站电机,供给各运动部位油脂。
2)启动油泵电机,升降下排各工作辊,检查其升降运动是否正常。
3)启动主电机,空转5-10分钟,冬季空转10-20分钟。
4)一切工作正常后,进入工作状态。
调整上下辊辊缝,再进行板材校平。
5)在校平板材的过程中,不允许升降下排工作辊。
7.3机器的安全和注意事项
1)机器的操作台上装有急停按钮,以方便出现意外时及时停车。
2)机器运转过程中,不允许用手擦辊子上的油污及其它粘结物。
3)严格执行安全操作规程。
7.4机器的使用范围
本机适用于校平厚10-20mm,宽不大于630mm,长不小于470mm板料的冷态校平,校平板料的最大厚度随屈服极限的变化而变化,详见下表1
屈服极限(MPa)
900
700
360
245
最大厚度(mm)
20
22
30
35
7.5校平原理和工艺调整
7.5.1校平原理
板料通过上下交错排列的辊子之间时被弯曲,而且从进料端到出料端其弯曲的曲率逐渐减小,在弯曲过程中材料受到交替的拉伸和挤压。
进口端材料发生塑性变形,出口端材料为完全弹性变形,最终板料得以校平,如图3所示。
经校平的板料其机械性能均匀,屈服极限略有提高。
图3
对于校平短板材喂料困难时,也可单独将进料侧下排第一工作辊向下调节,增大板材啮入缝隙,使所校板材顺利通过上下排工作辊辊缝,达到校平的目的。
7.5.2工艺调整
倾斜角:
根据板料的原始变形程度及板料的材质、形状等各方面因素设置倾斜角,倾斜角度最大不超1°。
具体数值需在做多次工艺试验后得出。
板厚:
板厚的数值约等于校平板料的厚度,依据校板情况进行微量调整,调整量一般在±(校板厚度×5%)范围内进行。
具体数值需在做多次工艺试验后得出。
调整辊位:
首先将所有工作辊降到校平零件厚度+18mm以下,在设定好倾斜角、板厚后进行调整。
应充分注意:
调整辊子的倾斜角度及板厚时,不准带负荷调整;校平过程中必须注意下排工作辊的显示位置,如有变化,须重新进行辊位调整,否则将影响零件的校平精度。
7.6机器的润滑
7.6.1润滑方式
合理的润滑能减少功率消耗和提高机器寿命,根据工作情况不同,本机采用干油集中润滑、人工注油润滑及油池润滑三种方式。
1)干油集中润滑
主机大部分润滑点采用干油集中润滑,由干油泵供油,将润滑油送进主油管和给油器,再分别输入各支管到润滑点。
2)人工油杯润滑
a分配箱开式齿轮传动部位
b万向节轴滑动处
3)油池润滑
分配箱采用单独的稀油润滑系统,当主传动开启时稀油润滑油泵电机自动启动,从而实现分配箱的自动润滑。
减速器的润滑是通过浸油润滑来实现的。
7.6.2润滑油的选择
干油为锂基润滑脂,稀释润滑脂根据当地气温条件适当选择。
稀油为N68号机械油。
7.6.3润滑制度及注意事项
机器的合理润滑是降低动力能耗,提高机器寿命的有效措施,所以必须建立必要的润滑制度。
机器在连续工作的情况下,干油集中润滑系统每4小时应启动润滑泵进行适宜润滑,保证各润滑点润滑充足。
其余各干油润滑点也应定期注入或涂抹润滑脂。
主传动系统的减速箱,分配箱内润滑油在规定油位。
必须每半年更换一次。
7.7机器使用过程中的注意事项
1)工作辊重磨时,十一根辊的直径差≤0.1mm。
2)负荷工作状态下严禁升降下排工作辊。
3)不允许校正超过规定的板材(严禁超负荷使用)。
4)严禁叠板进入设备进行校平。
5)严禁表面覆有纸或塑膜的钢板直接校平。
6)严禁表面带有毛刺或焊渣的钢板校平。
8、维护与保养
机器使用寿命长短在很大程度上取决于对机器维护保养的好坏,因此操作者必须注意下列几点:
8.1机器必须在运转正常和润滑良好的情况下进行工作。
8.2机器必须保持清洁,每班工作后清扫一次,最少每周清扫二次。
8.3机器要定期检修,润滑管路要定期清洗,对于易损件出现过量磨损和电气元件失灵要及时更换。
8.4长期未用之后,当需要重新使用时,除做好工作前得大清扫以外,还必须对工作辊,电气部分,润滑装置进行全面的检查,确保机器运行正常后,才能开始工作。
8.5使用的润滑油和润滑脂必须清洁,干净,不许有杂物和变质。
9、常见故障及其排除方法
故障现象
原因分析
排除方法
备注
工作辊轴承润滑不良,发热过大,甚至轴承烧坏
设备安装时加油脂少润滑不良或由于轴承内进入杂物造成严重发热
加入充足的润滑脂,检查轴承部位和油脂是否有杂物以及易损件损坏的情况
电气发生故障
保险丝烧断,电器元件失灵或烧坏
严禁过载工作,遵守操作规程,经常检查电气元件,若发生动作失灵,应调整更换元件
下排工作辊无动作或不保压
油泵吸空或损坏,油管漏油或单向电磁阀损坏
往油箱加注油到规定位置,检查管路,更换电磁阀
10、易损件
10.1滚动轴承目录表
序号
代号
名称
规格
数量
备注
1
JB/T5389.1
四列圆柱滚子轴承
FC2842155
22
工作部分
2
GB/T276-1994
深沟球轴承
6024
19
传动部分
3
GB/T276-1994
深沟球轴承
61938
3
传动部分
10.2易损件目录
序号
代号
名称
规格
数量
备注
1
SF-1
复合轴套
φ55×φ50×40
8
工作部分
校平机电气控制系统说明书
本电气控制系统由日本OMRON公司生产的CJM1PLC与台湾威纶科技公司生产的MT6100i彩色触摸式显示器组成,通过RS232通讯连接。
该控制系统具有体积小,功能强,维修方便等特点,具备触摸开关、数据显示、数据编辑、报警等功能。
通过触摸键来控制屏幕之间的切换,可完成调试模式、手动模式下的各个功能部件的操作。
具体操作方法如下:
控制系统上电后,PLC与MT6100i通讯完成后,首先显示开始屏幕,如下图(图1)所示。
图1
延时5秒后自动进入手动模式。
机床在无零位时进入调试模式进行调试,一经调好就不再需要进入调试模式,调试模式必须在自动进入手动模式之前在开始屏幕进行选择。
MT6100i触摸屏与操作面板配合,方可实现各个功能部件的操作。
注意:
含有遥控器的系统也可以通过远控按钮进行机床部分部件的点、联动操作。
1.调试模式
系统上电进入开始屏幕(图1)后,顺序按“长”和“司”,系统进入调试模式(图2)。
该模式是为机床调试时专门设置的,不具备保护和互锁功能,操作各机床动作时可能造成机床损坏,操作人员必须时刻注意,待系统调试正常后不允许使用该模式。
图2
图2左边的校平、辊道旋钮与操作面盘上的按钮配合使用,实现有关动作的点动、联动操作切换;按下干油、稀油按键可进行干油润滑和稀油润滑;按下油泵启动按键油泵启动,按下油泵停止按键油泵停;操作台按键为远控器和操作台按钮的切换按键,当显示“操作台”时操作台按钮起作用,当显示“远控器”时远控器按钮起作用;标题和报警公用一个区域,当有报警信号时标题自动显示为报警信号,按下报警信号该信号消失,显示标题。
该模式除具备手动模式的基本功能外,还具有调平各辊位移传感器和设定各辊基准零位等功能。
1.1调平辊位功能
调试机床时,各辊油缸在最底位置时,当两端显示数据不同,但实际辊位水平时,必须按下调平按键(图3),调平两端数据,方可操作同升同降按钮。
否则,操作同升同降按钮有可能损坏机器。
图3
1.2零位设定功能
机床在调试时,辊子上升到最顶端,经检测找平基准后,按下零位按键,确定辊子零位。
调试完毕后,各辊均具有零位后(图4),按下“手动”触摸键,可切换到手动模式。
图4
2.手动模式
该模式为手动校平时使用(图5)。
在调试模式调好零位后,按“手动”触摸键进入。
该模式中可以自动调整各个辊的位置,实时显示各个辊两端的实时位置。
图5
2.1手动操作各辊
图6
按下油泵启动按键启动油泵,按下相应的各辊按键(图6),按下操作台上的升或降按钮,则该辊升降运动。
2.2自动调整各辊位置
输入正确的倾斜角度和板厚数据,按下调整辊位按键,机床自动调整各辊到合适的位置,供校平使用。
注意:
调整辊位按键按下时,为各辊自动调整期间,调整完毕该按键自动弹起。
需停止自动调整时可再次触摸该键。
3.状态显示
按下状态按键则显示各个开关量的输入输出状态(图7)。
图7
4.故障及报警信息
该控制系统具有帮助及故障自诊断功能,当操作错误或出现故障,系统会出现帮助提示信息或故障报警提示信息(如出现“油泵没有起动”等字样的报警提示信息),该信息在屏幕从左到右滚动显示,按下“滚动报警信息”方可清除该报警信息。
注意:
当操作错误或出现故障,系统出现帮助提示或故障报警提示信息时,必须先排除故障,然后按“滚动报警信息”清除信息提示,方可进行下一步的操作。
 升级会员
升级会员 