模具浇注系统设计.docx
《模具浇注系统设计.docx》由会员分享,可在线阅读,更多相关《模具浇注系统设计.docx(19页珍藏版)》请在冰豆网上搜索。
模具浇注系统设计
浇注系统设计
浇注系统设计原则
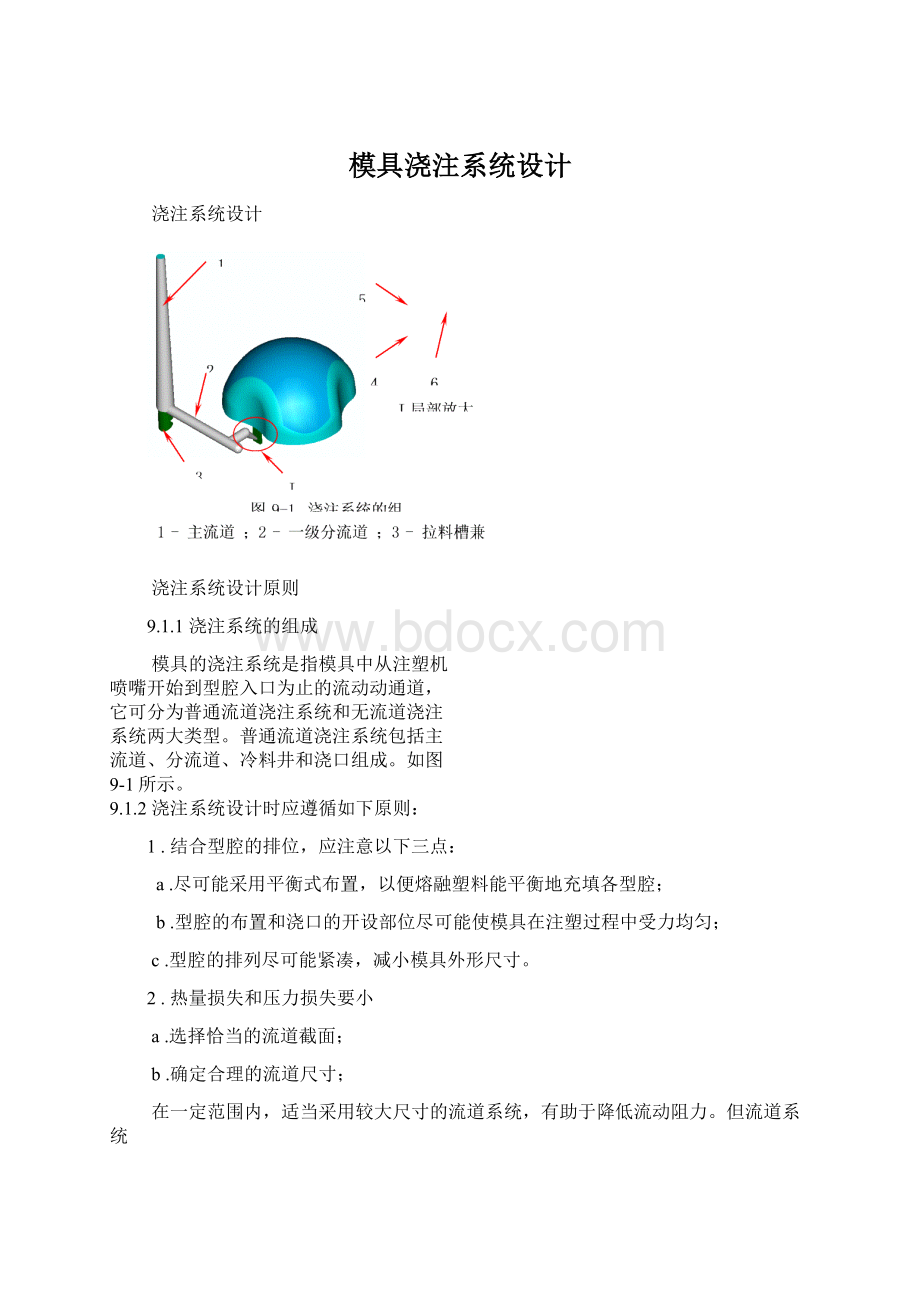
9.1.1浇注系统的组成
模具的浇注系统是指模具中从注塑机
喷嘴开始到型腔入口为止的流动动通道,
它可分为普通流道浇注系统和无流道浇注
系统两大类型。
普通流道浇注系统包括主
流道、分流道、冷料井和浇口组成。
如图
9-1所示。
9.1.2浇注系统设计时应遵循如下原则:
1.结合型腔的排位,应注意以下三点:
a.尽可能采用平衡式布置,以便熔融塑料能平衡地充填各型腔;
b.型腔的布置和浇口的开设部位尽可能使模具在注塑过程中受力均匀;
c.型腔的排列尽可能紧凑,减小模具外形尺寸。
2.热量损失和压力损失要小
a.选择恰当的流道截面;
b.确定合理的流道尺寸;
在一定范围内,适当采用较大尺寸的流道系统,有助于降低流动阻力。
但流道系统
上的压力降较小的情况下,优先采用较小的尺寸,一方面可减小流道系统的用料,
另一方面缩短冷却时间。
c.尽量减少弯折,表面粗糙度要低。
3.浇注系统应能捕集温度较低的冷料,防止其进入型腔,影响塑件质量;
4.浇注系统应能顺利地引导熔融塑料充满型腔各个角落,使型腔内气体能顺利排出;
5.防止制品出现缺陷;
避免出现充填不足、缩痕、飞边、熔接痕位置不理想、残余应力、翘曲变形、收
缩不匀等缺陷。
6.浇口的设置力求获得最好的制品外观质量
浇口的设置应避免在制品外观形成烘印、蛇纹、缩孔等缺陷。
7.浇口应设置在较隐蔽的位置,且方便去除,确保浇口位置不影响外观及与周围零件
发生干涉。
8.考虑在注塑时是否能自动操作
9.考虑制品的后续工序,如在加工、装配及管理上的需求,须将多个制品通过流道连
成一体。
流道设计
9.2.1主流道的设计
(1)定义:
主流道是指紧接注塑机喷嘴到分流道为止的那一段流道,熔融塑料进入模具时首先
经过它。
一般地,要求主流道进口处的位置应尽量与模具中心重合。
(2)设计原则:
热塑性塑料的主流道,一般由浇口套构成,它可分为两类:
两板模浇口套和三板模
浇口套。
参照图9-2,无论是哪一种浇口套,为了保证主流道内的凝料可顺利脱出,应满足:
D=d+~1)mm
(1)
R1=R2+(1~2)mm
(2)
其它相关尺寸详见第十六章第四节。
9.2.2冷料井的设计
(1)定义及作用:
冷料井是为除去因喷嘴与低温模具接触而
在料流前锋产生的冷料进入型腔而设置。
它一
般设置在主流道的末端,分流道较长时,分流道的末端也应设冷料井。
(2)设计原则:
一般情况下,主流道冷料井圆柱体的直径为6~12mm,其深度为6~10mm。
对于大
型制品,冷料井的尺寸可适当加大。
对于分流道冷料井,其长度为(1~倍的流道直
径。
(3)分类:
a.底部带顶杆的冷料井
由于第一种加工方便,故常采用。
Z形拉料杆不宜多个同时使用,否则不易从拉料杆
上脱落浇注系统。
如需使用多个Z形拉料杆,应确保缺口的朝向一致。
但对于在脱模时无法作横向移动的制品,应采用第二种和第三种拉料杆。
根据塑料不同的延伸率选用不同深度的倒扣。
若满足:
(D-d)/D1,
则表示冷料井可强行脱出。
其中1是塑料的延伸率。
表9-1树脂的延伸率(%)
树脂
PS
AS
ABS
PC
PA
POM
LDPE
HDPE
RPVC
SPVC
PP
1
1
1
2
2
5
3
1
10
2
b.推板推出的冷料井
这种拉料杆专用于胶件以推板或顶块脱模的模具中。
拉料杆的倒扣量可参照表9-1。
锥形头拉料杆(图9-4c所示)靠塑料的包紧力将主流道拉住,不如球形头拉料杆和
菌形拉料杆(图9-4b、c所示)可靠。
为增加锥面的摩擦力,可采用小锥度,或增加锥面
粗糙度,或用复式拉料杆(图9-4d所示)來替代。
后两种由于尖锥的分流作用较好,常用
于单腔成型带中心孔的胶件上,比如齿轮模具。
c.无拉料杆的冷料井
对于具有垂直分型面的的注射模,冷料井置于左右两半模
的中心线上,当开模时分型面左右分开,制品于前锋冷料一起
拔出,冷料井不必设置拉料杆。
见图9-5。
d.分流道冷料井
一般采用图9-6中所示的两种形式:
图a所示的将冷料井做
在后模的深度方向;图b所示的将分流道在分型面上延伸成为冷
料井。
有关尺寸可参考图9-6。
1
1
2
2
ΦD
H=(1~D
ΦD
ΦD
L=(1~D
图9-6分流道冷料井
1-主流道2-分流道冷料井
9.2.3分流道的设计
熔融塑料沿分流道流动时,要求它尽快的充满型腔,流动中温度降尽可能小,流动
阻力尽可能低。
同时,应能将塑料熔体均衡地分配到各个型腔。
所以,在流道设计时,应考虑:
(1)流道截面形状的选用
较大的截面面积,有利于减少流道的流动阻力;较小的截面周长,有利于减少熔
融塑料的热量散失。
我们称周长与截面面积的比值为比表面积(即流道表面积与其体积的比值),用它来衡量流道的流动效率。
即比表面积越小,流动效率越高。
表9-2不同截面形状分流道的流动效率及散热性能
名称
圆形
正六边形
U形
正方形
梯形
半圆形
矩形
流道截面
图形及尺寸代号
效率(P=S/L)值
通用表达式
h
b/2
b/4
b/6
截面面积S=πR2时的P值
h
b/2
b/4
b/6
使截面面积S=πR2
时应取的尺寸
D=2R
b=
d=
b=
d=
d=
h
b/2
b/4
b/6
热量损失
最小
小
较小
较大
大
更大
最大
从表9-2中,我们可以看出相同截面面积流道的流动效率和热量损失的排列顺序.圆形截面的优点是:
比表面积最小,热量不容易散失,阻力也小。
缺点是:
需同时开设在前、后模上,而且要互相吻合,故制造较困难。
U形截面的流动效率低于圆形与正六边形截面,但加工容易,又比圆形和正方形截面流道容易脱模,所以,U形截面分流道具有优良的综合性能。
以上两种截面形状的流道应优先采用,其次,采用梯形截面。
U形截面和梯形截面两腰的斜度一般为5°~10°。
(2)分流道的截面尺寸
分流道的截面尺寸应根据胶件的大小、壁厚、形状与所用塑料的工艺性能、注射
速率及分流道的长度等因素来确定。
对于我们现在常见~mm壁厚,采用的圆形分流道的直径一般在~之间变动,对于流动性能好的塑料,比如:
PE、PA、PP等,当分流道很短时,可小到Φ。
对于流动性能差的塑料,比如:
HPVC、PC、PMMA等,分流道较长时,直径可Φ10~Φ13mm。
实验证明,对于多数塑料,分流道直径在5~6mm以下时,对流动影响最大。
但在Φ以上时,再增大其直径,对改善流动的影响已经很小了。
一般说来,为了减少流道的阻力以及实现正常的保压,要求:
a.在流道不分支时,截面面积不应有很大的突变;
b.流道中的最小横断面面积大于浇口处的最小截面面积。
对于三板模来讲,以上两点尤其应该引起重视。
在图9-7的a图中,HD1D2D3;d1大于浇口最小截面,一般取~mm
,h=d1,锥度及一般取2°~3°,应尽可能大。
为了减少拉料杆对流道的阻力,应将
流道在拉料位置扩大,如图9-7c所示;或将拉料位置做在流道推板上,如图9-7d所。
在图9-7的b图中,HD1,锥度及一般取2°~3°,锥形流道的交接处尺寸相差
~,对拉料位置的要求与图9-7a相同。
浇口设计
浇口是浇注系统的关键部分,浇口的位置、类型及尺寸对胶件质量影响很大。
在
多数情况下,浇口是整个浇注系统中断面尺寸最小的部分(除主流道型的直接浇口外)。
对于圆形流通截面,圆管两端的压力降为P,有以下关系式:
式中a------为熔融塑料的表观粘度
L----圆形通道的长度
Q----熔融塑料单位时间的流量(cm3/sec)
R----圆管半径
对于模具中常见的窄缝形流动通道,经推导有
W----窄缝通道的宽度
H----窄缝通道的深度
从式(9-1)和(9-2)可知,当充模速率恒定时,流动中的模具入口处的压力降P与
下列因素有关:
(1)通道长度越长,即流道和型腔长度越长,压力损失越大;
(2)压力降和流道及型腔断面尺寸有关。
流道断面尺寸越小,压力损失越大。
矩形
流道深度对压力降的影响比宽度影响大得多。
一般浇口的断面面积与分流道的断面面积之比约为~,浇口台阶长
~左右。
断面形状常见为矩形、圆形或半圆形。
9.3.1浇口的类型
1.直接式浇口
优点:
(1)压力损失小;
(2)制作简单。
缺点:
(1)浇口附近应力较大;
(2)需人工剪除浇口(流道);
(3)表面会留下明显浇口疤痕。
应用:
(1)可用于大而深的桶形胶件,对于浅平的胶件,由于收缩及应力的原因,容易
产生翘曲变形。
(2)对于外观不允许浇口痕迹的胶件,可将浇口设于胶件内表面,如图9-8c所
示。
这种设计方式,开模后胶件留于前模,利用二次顶出机构(图中未示出)
将胶件顶出。
2.侧浇口
优点:
1.)形状简单,加工方便,
2.)去处浇口较容易。
缺点:
1.)胶件与浇口不能自行分离,
2.)胶件易留下浇口痕迹。
参数:
1.)浇口宽度W为~mm,一般取W=2H。
大胶件、
透明胶件可酌情加大;
2.)深度H为~mm。
具体来说,对于常见的ABS、
HIPS,常取H=~,其中为胶件基本壁厚;对于流动性能较差的PC、
PMMA,取H=~;对于POM、PA来说,这些材料流道性能好,但凝固
速率也很快,收缩率较大,为了保证胶件获得充分的保压,防止出现缩痕、
皱纹等缺陷,建议浇口深度H=~;对于PE、PP等材料来说,且小浇
口有利于熔体剪切变稀而降低粘度,浇口深度H=~。
应用:
1.)适用于各种形状的胶件,但对于细而长的桶形胶件不以采用。
3.搭接式浇口
优点:
1.)它是侧浇口的演变形式,具有侧浇口的各种优点;
2.)是典型的冲击型浇口,可有效的防止塑料熔体的
喷射流动。
缺点:
1.)不能实现浇口和胶件的自行分离;
2.)容易留下明显的浇口疤痕。
参数:
可参照侧浇口的参数来选用。
应用:
适用于有表面质量要求的平板形胶件。
4.针点浇口
优点:
1.)浇口位置选择自由度大,
2.)浇口能与胶件自行分离,
3.)浇口痕迹小,
4.)浇口位置附近应力小。
缺点:
1.)注射压力较大,
2.)一般须采用三板模结构,结构较复杂。
图9-11针点浇口
R1
R2
R3
d
L
h
参数:
1.)浇口直径d一般为~mm,
2.)浇口长度L为~mm。
3.)为了便于浇口齐根拉断,应该给浇口做一
锥度,大小15°~20°左右;浇口与流道相
接处圆弧R1连接,使针点浇口拉断时不致损伤
胶件,R2为~mm,R3为~mm,
深度h=~mm。
应用:
常应用于较大的面、底壳,合理地分配浇口有助于减少流动路径的长度,获得较
理想的熔接痕分布;也可用于长桶形的胶件,以改善排气。
5.扇形浇口
优点:
1.)熔融塑料流经浇口时,在横向得到
更加均匀的分配,降低胶件应力;
2.)减少空气进入型腔的可能,避免产生银丝、
气泡等缺陷。
缺点:
1.)浇口与胶件不能自行分离,
2.)胶件边缘有较长的浇口痕迹,须用工具才能
将浇口加工平整。
参数:
1.)常用尺寸深H为~mm,
2.)宽W为至浇口侧型腔宽度的1/4。
3.)浇口的横断面积不应大与分流道的横断面积。
应用:
常用来成型宽度较大的薄片状胶件,流动性能较差的、透明胶件。
比如PC、PMMA
等。
6.潜伏式浇口(鸡嘴入水)
优点:
1.)浇口位置的选择较灵活;
d
H
图9-13潜伏式浇口
A
2.)浇口可与胶件自行分离;
3.)浇口痕迹小;
4.)两板模、三板模都可采用。
缺点:
1.)浇口位置容易拖胶粉;
2.)入水位置容易产生烘印;
3.)需人工剪除胶片;
4.)从浇口位置到型腔压力损失较大。
参数:
1.)浇口直径d为~,
2.)进胶方向与铅直方向的夹角为30°~50°之间,
3.)鸡嘴的锥度为15°~25°之间。
4.)与前模型腔的距离A为~mm。
应用:
适用于外观不允许露出浇口痕迹的胶件。
对于一模多腔的胶件,应保证各腔从浇
口到型腔的阻力尽可能相近,避免出现滞流,以获得较好的流动平衡。
7.弧形浇口
A
D
图9–14弧形浇口
Φ*
d
优点:
1.)浇口和胶件可自动分离;
2.)无需对浇口位置进行另外处理:
3.)不会在胶件的外观面产生浇口痕迹。
缺点:
1.)可能在表面出现烘印;
2.)加工较复杂;
3.)设计不合理容易折断而堵塞浇口。
参数:
1.)浇口入水端直径d为(Φ~Φmm,长~mm;
2.)A值为左右;
3.)Φ*是指从大端逐渐过渡到小端Φ。
应用:
常用于ABS、HIPS。
不适用于POM、PBT等结晶材料,也不适用于PC、PMMA等刚性好的材料,防止弧形流道被折断而堵塞浇口。
8.护耳式浇口
优点:
有助于改善浇口附近的气纹。
缺点:
(1)需人工剪切浇口;
(2)胶件边缘留下明显浇口痕迹。
参数:
(1)护耳长度A=(10~15)mm,宽度B=A/2,厚度为进
口处型腔断面壁厚的7/8;浇口宽W为~mm,
深度H为(1/2~2/3)的护耳厚度,浇口长~mm。
应用:
常用于PC、PMMA等高透明度的塑料制成的平板形胶件。
9.圆环形浇口
优点:
(1)流道系统的阻力小;
(2)可减少熔接痕的数量;
(3)有助于排气;
(4)制作简单。
缺点:
(1)需人工去除浇口;
(2)会留下较明显的浇口痕迹。
参数:
(1)为了便于去除浇口,浇口深度h一般为~mm;
(2)H为~mm。
应用:
适用于中间带孔的胶件。
10.斜顶式弧形浇口
优点:
1)不用担心弧形流道脱模时被拉断的问题;
2)浇口位置有很大的选择余地;
3)有助于排气。
缺点:
1)胶件表面易产生烘印;
2)制作较复杂;
3)弧形流道跨距太长可能影响冷却水的布置。
参数:
可参考侧浇口的有关参数。
应用:
1)主要适用于排气不良的或流程长的壳形胶件;
2)为了减少弧形流道的阻力,推荐其截面形状选用U形截面(见图示);
3)斜顶的设计可参照“第节斜顶、摆杆机构”;
4)浇口位置应选择在胶件的拐角处或不显眼处。
9.3.2浇口的布置
1.避免熔接痕出现于主要外观面或影响胶件的强度
根据客户对胶件的要求,把熔接痕控制在较隐蔽及受力较小的位置。
同时,避免各熔
接痕在孔与孔之间连成一条线,降低胶件强度。
如图9-18(a)所示,胶件上两孔形成的熔
接痕连成了一条线,这将降低胶件的强度。
应将浇口位置按图9-18(b)来布置。
为了增加
熔接牢度,可以在熔接痕的外侧开设冷料井,使前锋冷料溢出。
对于大型框架型胶件,可增设辅助流道,如图9-19所示;或增加浇口数目,如图9-20所示,以缩短熔融塑料的流程,增加熔接痕的牢度。
2.防止长杆形胶件在注塑压力的作用下发生变形;
见图9-21,在方案(a)中,型芯在单侧注塑压力的冲击下,会产生弯曲变形,从而导致
胶件变形。
采用方案(b),从型芯的两侧平衡的进胶,可有效地消除以上缺陷。
图9-21长杆形胶件的浇口布置方案
图9-21笔的两种浇口设置方案比较
3.避免影响零件之间的装配或在外露表面留下痕迹;
如图9-22(a)所示,为了不影响装配,在按键的法兰上做一缺口,浇口位置设在缺口
上,以防止装配时与相关胶件发生干涉。
如图9-22(b)所示,浇口潜伏在胶件的骨位上,
一来浇口位置很隐蔽,二来没有附加胶片,便与注塑时自动生产。
4.防止出现蛇纹、烘印,应采用冲击型浇口或搭底式浇口;
熔融塑料从流道经过小截面的浇口进入型腔时,
速度急剧升高,如果这时型腔里没有阻力来降低熔
体速度,将产生喷射现象,如图9-23(a)所示,轻
微时在胶口附近产生烘印,严重时会产生蛇纹。
如
图9-23(b)所示,若采用厚模搭底,熔融塑料将喷
到前模面上而受阻,从而改变方向,降低速度,均
匀地充填型腔。
图9-24(a)由于熔体进入型腔时没有受到阻力,而在胶件的前端产生气纹
;按9-24(b)改进后,以上缺陷可消除。
5.为了便於流动及保压,浇口应设置在胶件壁厚较厚处
6.有利于排气
如图9-25所示,一盖形胶件,顶部较四周薄,采用侧浇口,如图(a),将会在顶部A
处形成困气,导致熔接痕或烧焦。
改进办法如(b)图,给顶面适当加胶,这时仍有可能在侧面位置A产生困气;如按(c)图所示,将浇口位置设于顶面,困气现象可消除。
如图9-26所示,若按(a)图的方案进胶,预计将在位置A产生困气,建议采用方案
(b),可有助于气体排出型腔。
图9-26浇口位置对排气的影响
(2)
A–预计困气位置
A
7.考虑取向胶件质量的影响;
对于长条形的平板胶件,浇口位置应选择在胶件的一端,使胶件在流动方向可或得一
致的收缩,如图9-26(a)所示;如果胶件的流动比
较大时,可将浇口位置向中间移少量距离,如图
9-26(b)所示;但不宜将浇口位置设于胶件中间,
从图9-26(c)可以看出,浇口设于胶件中间时,树
脂的流动呈辐射状,造成胶件的径向收缩与切线
方向的收缩不匀而产生变形。
8.对于一模多腔的模具,优先考虑按平衡式
流道布置来设置浇口;
如图9-28所示,建议采用(b)平衡式流道来布置
浇口,有利于各型腔的平衡充填。
圖9-28按平衡式流道來佈置澆口
9.考虑注塑生产的效率,便于流道系统与胶件的分离
模具结构确定后,应考虑流道系统和胶件便于分离,采用针点式浇口、潜伏式浇口
、弧形流道可实现流道系统和胶件自动分离。
选择潜伏式浇口位置时,应优先考虑在胶件本身结构上,一方面减少注塑压力,另一方面,避免生产时去除胶片。
侧浇口、搭接式浇口、圆环形浇口、斜顶式浇口较易分离。
直接浇口、扇形浇口、护耳式浇口则较难分离。
10.考虑加工方便
图9-29弧形流道的镶拼结构
对于一模多腔的弧形流道结构,为了减少镶块的数量,应在后模将各弧形流道设置在
大镶块的镶拼面上,如图9-29所示,后模由7块镶块组成,各个型腔的弧形流道在各镶块各出一半,这将简化加工工艺。
 升级会员
升级会员 