数控铣工中级技能鉴定操作考核试题.docx
《数控铣工中级技能鉴定操作考核试题.docx》由会员分享,可在线阅读,更多相关《数控铣工中级技能鉴定操作考核试题.docx(40页珍藏版)》请在冰豆网上搜索。
数控铣工中级技能鉴定操作考核试题
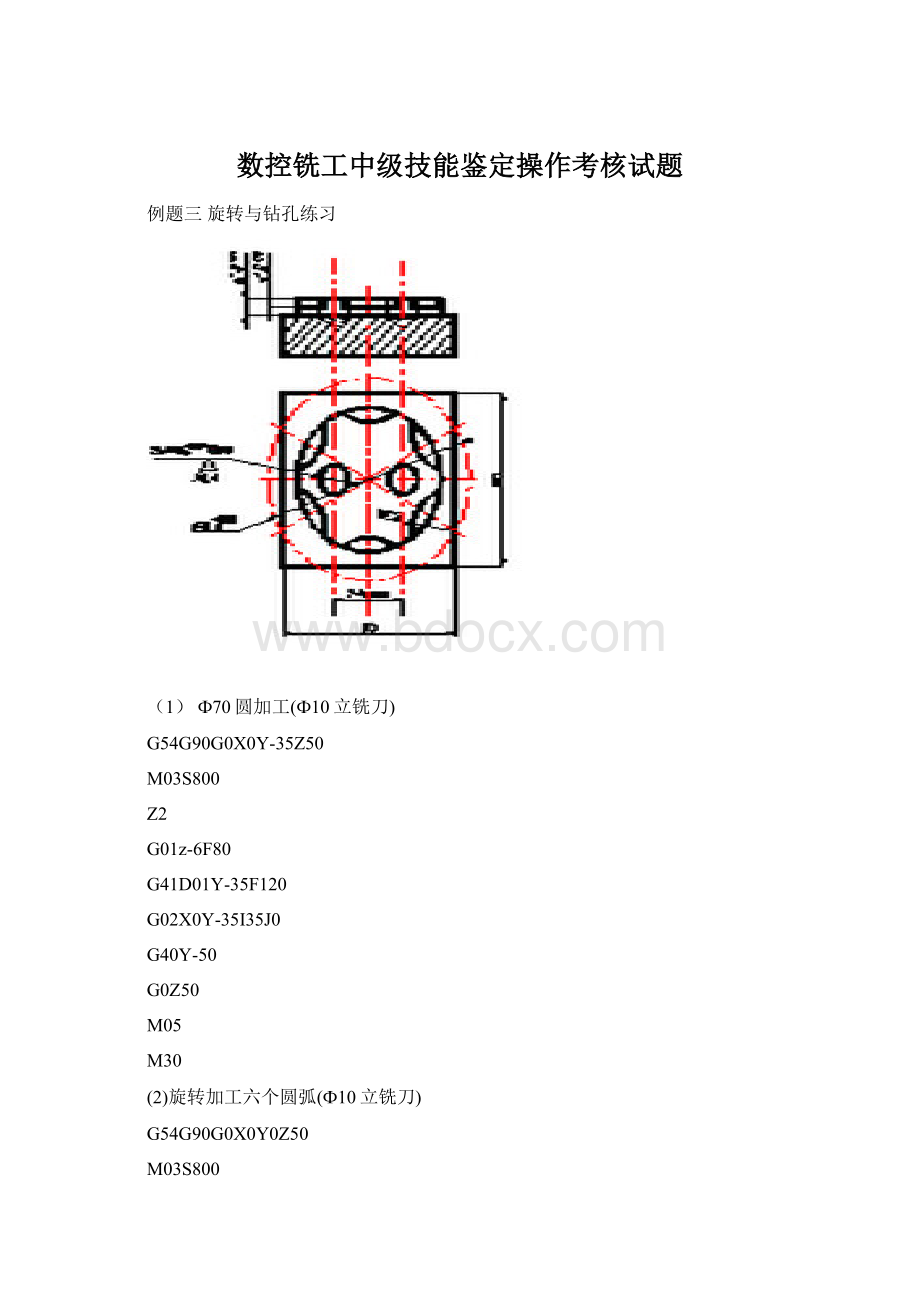
例题三旋转与钻孔练习
(1)Ф70圆加工(Ф10立铣刀)
G54G90G0X0Y-35Z50
M03S800
Z2
G01z-6F80
G41D01Y-35F120
G02X0Y-35I35J0
G40Y-50
G0Z50
M05
M30
(2)旋转加工六个圆弧(Ф10立铣刀)
G54G90G0X0Y0Z50
M03S800
M98P111
G68X0Y0P60
M98P111
G69
G68X0Y0P120
M98P111
G69
G68X0Y0P180
M98P111
G69
G68X0Y0P240
M98P111
G69
G68X0Y0P300
M98P111
G69
M05
M30
%111
X0Y-35
Z2
G01Z-3F80
G41D01Y-50F120
G03X0Y-50I0J15
G01G40Y30
G0Z50
X0Y0
M99
(3)Ф10孔加工(Ф2中心钻Ф10麻花钻)
G54G90G0X-12Y0Z50
M03S800
G81R2Z-3F50(钻定位孔)
X12
G80
G0Z50
M05
M30
G54G90G0X-12Y0Z50
M03S900
G83R2Q-1.5K1Z-12F40(Ф10孔加工)
X12
G80
G0Z50
M05
M30
数控铣工(中级)技能鉴定操作考核试题
姓名:
单位:
准考证号:
考件号:
一、考试图样:
二、考核内容:
1.编写图示零件的加工工艺及数控加工程序。
2.完成图示零件的粗加工和精加工。
三、考核时限:
1.编写图示零件的加工工艺及数控加工程序时间:
60分钟。
2.完成图示零件的粗加工和精加工时间:
60分钟。
四、评分标准:
序号
项目
评分标准
配分
得分
3
选择量具
量具选择合理,能使用量具正确测量工件
2
2
选择刀具
刀具选择合理,符合加工要求
2
1
加工工艺
写出合理的加工工艺过程
5
1
写出走刀路线及建立工件坐标系
不写出走刀路线扣2分
建立工件坐标系扣2分
5
2
程序号
无程序号扣1分
1
3
程序内容
每错一个程序段扣1分
出现危险程序段扣5分
25
1
4-0.05
超差0.01扣1分
5分
2
5-0.05
超差0.01扣1分
5分
3
粗糙度Ra3.2
未达到该等级全扣
5分
4
粗糙度Ra1.6
未达到该等级全扣
5分
5
50±0.03
超差0.01扣1分
5分
6
30±0.03
超差0.01扣1分
10分
7
孔φ10H7
超差0.01扣1分
10分
8
孔φ16
超差0.01扣1分
10分
8
文明生产
违反操作规程全扣,严重者取消考试资格
5分
考评员签字
总分
开始时间:
结束时间:
考试日期:
毛坯图
技术要求:
1.工件材料为铝合金
2.未注明粗糙度为Ra3.2
数控铣工(中级)技能鉴定操作考核试题
姓名:
单位:
准考证号:
考件号:
一、考试图样:
二、考核内容:
1.编写图示零件的加工工艺及数控加工程序。
2.完成图示零件的粗加工和精加工。
三、考核时限:
1.编写图示零件的加工工艺及数控加工程序时间:
60分钟。
2.完成图示零件的粗加工和精加工时间:
60分钟。
四、评分标准:
序号
项目
评分标准
配分
得分
3
选择量具
量具选择合理,能使用量具正确测量工件
4
2
选择刀具
刀具选择合理,符合加工要求
5
1
加工工艺
写出合理的加工工艺过程
5
1
写出走刀路线及建立工件坐标系
不写出走刀路线扣2分
建立工件坐标系扣2分
5
2
程序号
无程序号扣1分
1
3
程序内容
每错一个程序段扣1分
出现危险程序段扣5分
25
1
R6
超差0.01扣1分
5分
2
R8
超差0.01扣1分
5分
3
R12
超差0.01扣1分
5分
4
R16
超差0.01扣1分
5分
5
16±0.02
超差0.01扣1分
10分
6
8-0.05
超差0.01扣1分
10分
7
5-0.05
超差0.01扣1分
10分
8
文明生产
违反操作规程全扣,严重者取消考试资格
5分
考评员签字
总分
开始时间:
结束时间:
考试日期:
毛坯图
技术要求:
1.工件材料为铝合金
2.未注明粗糙度为Ra3.2
数控铣工(中级)技能鉴定操作考核试题
姓名:
单位:
准考证号:
考件号:
一、考试图样:
二、考核内容:
1.编写图示零件的加工工艺及数控加工程序。
2.完成图示零件的粗加工和精加工。
三、考核时限:
1.编写图示零件的加工工艺及数控加工程序时间:
60分钟。
2.完成图示零件的粗加工和精加工时间:
60分钟。
四、评分标准:
序号
项目
评分标准
配分
得分
3
选择量具
量具选择合理,能使用量具正确测量工件
2
2
选择刀具
刀具选择合理,符合加工要求
3
1
加工工艺
写出合理的加工工艺过程
5
1
写出走刀路线及建立工件坐标系
不写出走刀路线扣2分
建立工件坐标系扣2分
4
2
程序号
无程序号扣1分
1
3
程序内容
每错一个程序段扣1分
出现危险程序段扣5分
25
1
2xφ60+0.080
超差0.01扣1分
5分
2
40+0.05
超差0.01扣1分
10分
3
60+0.05
超差0.01扣1分
10分
4
16±0.03
超差0.01扣1分
5分
5
8±0.03
超差0.01扣1分
5分
6
10
超差0.01扣1分
5分
7
0.02
超差0.01扣1分
10分
8±0.03
超差0.01扣1分
5分
9
文明生产
违反操作规程全扣,严重者取消考试资格
5分
考评员签字
总分
开始时间:
结束时间:
考试日期:
毛坯图
技术要求:
1.工件材料为铝合金
2.未注明粗糙度为Ra3.2
数控铣工(中级)技能鉴定操作考核试题
姓名:
单位:
准考证号:
考件号:
一、考试图样:
二、考核内容:
1、编写图示零件的加工工艺及数控加工程序。
2、完成图示零件的粗加工和精加工。
三、考核时限:
1、编写图示零件的加工工艺及数控加工程序时间:
60分钟。
2、完成图示零件的粗加工和精加工时间:
60分钟。
四、评分标准:
序号
项目
评分标准
配分
得分
1
加工工艺
写出合理的加工工艺过程
5
2
选择刀具
刀具选择合理,符合加工要求
3
3
选择量具
量具选择合理,能使用量具正确测量工件
2
1
写出走刀路线及建立工件坐标系
不写出走刀路线扣2分
建立工件坐标系扣2分
4
2
程序号
无程序号扣1分
1
3
程序内容
每错一个程序段扣1分
出现危险程序段扣5分
25
1
2×φ100+0.020
超差0.01扣1分
10分
2
60+0.05
超差0.01扣1分
10分
3
30+0.05
超差0.01扣1分
5分
4
孔深12
超差0.5扣1分
5分
5
8±0.03
超差0.01扣1分
5分
6
R15
超差0.01扣1分
5分
7
0.02
超差0.01扣1分
10分
8
φ700+0.050
超差0.01扣1分
5分
9
文明生产
违反操作规程全扣,严重者取消考试资格
5分
考评员签字
总分
开始时间:
结束时间:
考试日期:
毛坯图
技术要求:
1.工件材料为铝合金
2.未注明粗糙度为Ra3.2
数控铣工(中级)技能鉴定操作考核试题
姓名:
单位:
准考证号:
考件号:
一、考试图样:
二、考核内容:
1、编写图示零件的加工工艺及数控加工程序。
2、完成图示零件的粗加工和精加工。
三、考核时限:
1、编写图示零件的加工工艺及数控加工程序时间:
60分钟。
2、完成图示零件的粗加工和精加工时间:
60分钟。
四、评分标准:
序号
项目
评分标准
配分
得分
1
加工工艺
写出合理的加工工艺过程
5
2
选择刀具
刀具选择合理,符合加工要求
3
3
选择量具
量具选择合理,能使用量具正确测量工件
2
1
写出走刀路线及建立工件坐标系
不写出走刀路线扣2分
建立工件坐标系扣2分
4
2
程序号
无程序号扣1分
1
3
程序内容
每错一个程序段扣1分
出现危险程序段扣5分
25
1
R12
超差0.01扣1分
5分
2
R4
超差0.01扣1分
5分
3
凸台5-0.02
超差0.5扣1分
10分
4
槽深6-0.02
超差0.5扣1分
10分
5
24±0.03(2处)
超差0.01扣1分
10分
6
38±0.03(2处)
超差0.01扣1分
10分
7
粗糙度Ra3.2
未达到该等级全扣
5分
8
文明生产
违反操作规程全扣,
严重者取消考试资格
5分
考评员签字
总分
开始时间:
结束时间:
考试日期:
毛坯图
技术要求:
1.工件材料为铝合金
2.未注明粗糙度为Ra3.2
数控铣工(中级)技能鉴定操作考核试题
姓名:
单位:
准考证号:
考件号:
一、考试图样:
二、考核内容:
1、编写图示零件的加工工艺及数控加工程序。
2、完成图示零件的粗加工和精加工。
三、考核时限:
1、编写图示零件的加工工艺及数控加工程序时间:
60分钟。
2、完成图示零件的粗加工和精加工时间:
60分钟。
四、评分标准:
序号
项目
评分标准
配分
得分
1
加工工艺
写出合理的加工工艺过程
5
2
选择刀具
刀具选择合理,符合加工要求
3
3
选择量具
量具选择合理,能使用量具正确测量工件
2
1
写出走刀路线及建立工件坐标系
不写出走刀路线扣2分
未建立工件坐标系扣2分
4
2
程序号
无程序号扣1分
1
3
程序内容
每错一个程序段扣1分
出现危险程序段扣5分
25
1
2-φ10H7
超差0.01扣1分
10分
2
6±0.031
超差0.01扣1分
10分
3
13±0.01
超差0.01扣1分
5分
4
槽深4
超差0.5扣1分
5分
5
粗糙度Ra1.6
未达到该等级全扣
5分
6
粗糙度Ra3.2
未达到该等级全扣
10分
7
φ16
超差0.01扣1分
5分
8
φ18
超差0.01扣1分
5分
9
文明生产
违反操作规程全扣,严重者取消考试资格
5分
考评员签字
总分
开始时间:
结束时间:
考试日期:
毛坯图
技术要求:
1.工件材料为铝合金
2.未注明粗糙度为Ra3.2
数控铣工(中级)技能鉴定操作考核试题
姓名:
单位:
准考证号:
考件号:
一、考试图样:
二、考核内容:
1、编写图示零件的加工工艺及数控加工程序。
2、完成图示零件的粗加工和精加工。
三、考核时限:
1、编写图示零件的加工工艺及数控加工程序时间:
60分钟。
2、完成图示零件的粗加工和精加工时间:
60分钟。
四、评分标准:
序号
项目
评分标准
配分
得分
1
加工工艺
写出合理的加工工艺过程
5
2
选择刀具
刀具选择合理,符合加工要求
3
3
选择量具
量具选择合理,能使用量具正确测量工件
2
1
写出走刀路线及建立工件坐标系
不写出走刀路线扣2分
未建立工件坐标系扣2分
4
2
程序号
无程序号扣1分
1
3
程序内容
每错一个程序段扣1分
出现危险程序段扣5分
25
1
超差0.01扣1分
10分
2
超差0.01扣1分
10分
3
超差0.01扣1分
5分
4
槽深6
超差0.5扣1分
5分
5
粗糙度Ra1.6
未达到该等级全扣
5分
6
粗糙度Ra3.2
未达到该等级全扣
10分
7
超差0.01扣1分
5分
8
6±0.02
超差0.01扣1分
5分
9
文明生产
违反操作规程全扣,严重者取消考试资格
5分
考评员签字
总分
开始时间:
结束时间:
考试日期:
毛坯图
技术要求:
1.工件材料为铝合金
2.未注明粗糙度为Ra3.2
数控铣工(中级)技能鉴定操作考核试题
姓名:
单位:
准考证号:
考件号:
一、考试图样:
二、考核内容:
1、编写图示零件的加工工艺及数控加工程序。
2、完成图示零件的粗加工和精加工。
三、考核时限:
1、编写图示零件的加工工艺及数控加工程序时间:
60分钟。
2、完成图示零件的粗加工和精加工时间:
60分钟。
四、评分标准:
序号
项目
评分标准
配分
得分
1
加工工艺
写出合理的加工工艺过程
5
2
选择刀具
刀具选择合理,符合加工要求
3
3
选择量具
量具选择合理,能使用量具正确测量工件
2
1
写出走刀路线及建立工件坐标系
不写出走刀路线扣2分
未建立工件坐标系扣2分
4
2
程序号
无程序号扣1分
1
3
程序内容
每错一个程序段扣1分
出现危险程序段扣5分
25
1
超差0.01扣1分
10分
2
超差0.01扣1分
10分
3
槽深3
超差0.1扣1分
10分
4
粗糙度Ra1.6
未达到该等级全扣
5分
5
粗糙度Ra3.2
未达到该等级全扣
10分
6
槽深6
超差0.1扣1分
5分
7
超差0.01扣1分
5分
8
文明生产
违反操作规程全扣,严重者取消考试资格
5分
考评员签字
总分
开始时间:
结束时间:
考试日期:
毛坯图
技术要求:
1.工件材料为铝合金
2.未注明粗糙度为Ra3.2
数控铣工(中级)技能鉴定操作考核试题
姓名:
单位:
准考证号:
考件号:
一、考试图样:
二、考核内容:
1、编写图示零件的加工工艺及数控加工程序。
2、完成图示零件的粗加工和精加工。
三、考核时限:
1、编写图示零件的加工工艺及数控加工程序时间:
60分钟。
2、完成图示零件的粗加工和精加工时间:
60分钟。
四、评分标准:
序号
项目
评分标准
配分
得分
1
加工工艺
写出合理的加工工艺过程
5
2
选择刀具
刀具选择合理,符合加工要求
3
3
选择量具
量具选择合理,能使用量具正确测量工件
2
1
写出走刀路线及建立工件坐标系
不写出走刀路线扣2分
未建立工件坐标系扣2分
4
2
程序号
无程序号扣1分
1
3
程序内容
每错一个程序段扣1分
出现危险程序段扣5分
25
1
超差0.01扣1分
10分
2
超差0.01扣1分
10分
3
槽深3
超差0.1扣1分
10分
4
粗糙度Ra1.6
未达到该等级全扣
5分
5
粗糙度Ra3.2
未达到该等级全扣
10分
6
槽深6
超差0.1扣1分
5分
7
超差0.01扣1分
5分
8
文明生产
违反操作规程全扣,严重者取消考试资格
5分
考评员签字
总分
开始时间:
结束时间:
考试日期:
毛坯图
技术要求:
1.工件材料为铝合金
2.未注明粗糙度为Ra3.2
数控铣工(中级)技能鉴定操作考核试题
姓名:
单位:
准考证号:
考件号:
一、考试图样:
二、考核内容:
1、编写图示零件的加工工艺及数控加工程序。
2、完成图示零件的粗加工和精加工。
三、考核时限:
1、编写图示零件的加工工艺及数控加工程序时间:
60分钟。
2、完成图示零件的粗加工和精加工时间:
60分钟。
四、评分标准:
序号
项目
评分标准
配分
得分
1
加工工艺
写出合理的加工工艺过程
5
2
选择刀具
刀具选择合理,符合加工要求
3
3
选择量具
量具选择合理,能使用量具正确测量工件
2
1
写出走刀路线及建立工件坐标系
不写出走刀路线扣2分
未建立工件坐标系扣2分
4
2
程序号
无程序号扣1分
1
3
程序内容
每错一个程序段扣1分
出现危险程序段扣5分
25
1
超差0.01扣1分
10分
2
超差0.01扣1分
10分
3
超差0.01扣1分
5分
4
槽深4
超差0.5扣1分
5分
5
粗糙度Ra1.6
未达到该等级全扣
5分
6
粗糙度Ra3.2
未达到该等级全扣
10分
7
槽深8
超差0.01扣1分
5分
8
槽深6
超差0.01扣1分
5分
9
文明生产
违反操作规程全扣,严重者取消考试资格
5分
考评员签字
总分
开始时间:
结束时间:
考试日期:
毛坯图
技术要求:
1.工件材料为铝合金
2.未注明粗糙度为Ra3.2
 升级会员
升级会员 