模切产品 普通泡棉类 设计规范.docx
《模切产品 普通泡棉类 设计规范.docx》由会员分享,可在线阅读,更多相关《模切产品 普通泡棉类 设计规范.docx(12页珍藏版)》请在冰豆网上搜索。
模切产品普通泡棉类设计规范
A0
新版发行
修订履历
修订内容
修订日期
修订人
制作:
审核:
批准:
1.目的:
规范模切产品泡棉类的设计规范,避免不合适的设计或者错误的设计造成无法量产,损耗高,减少产品不良风险
2.范围:
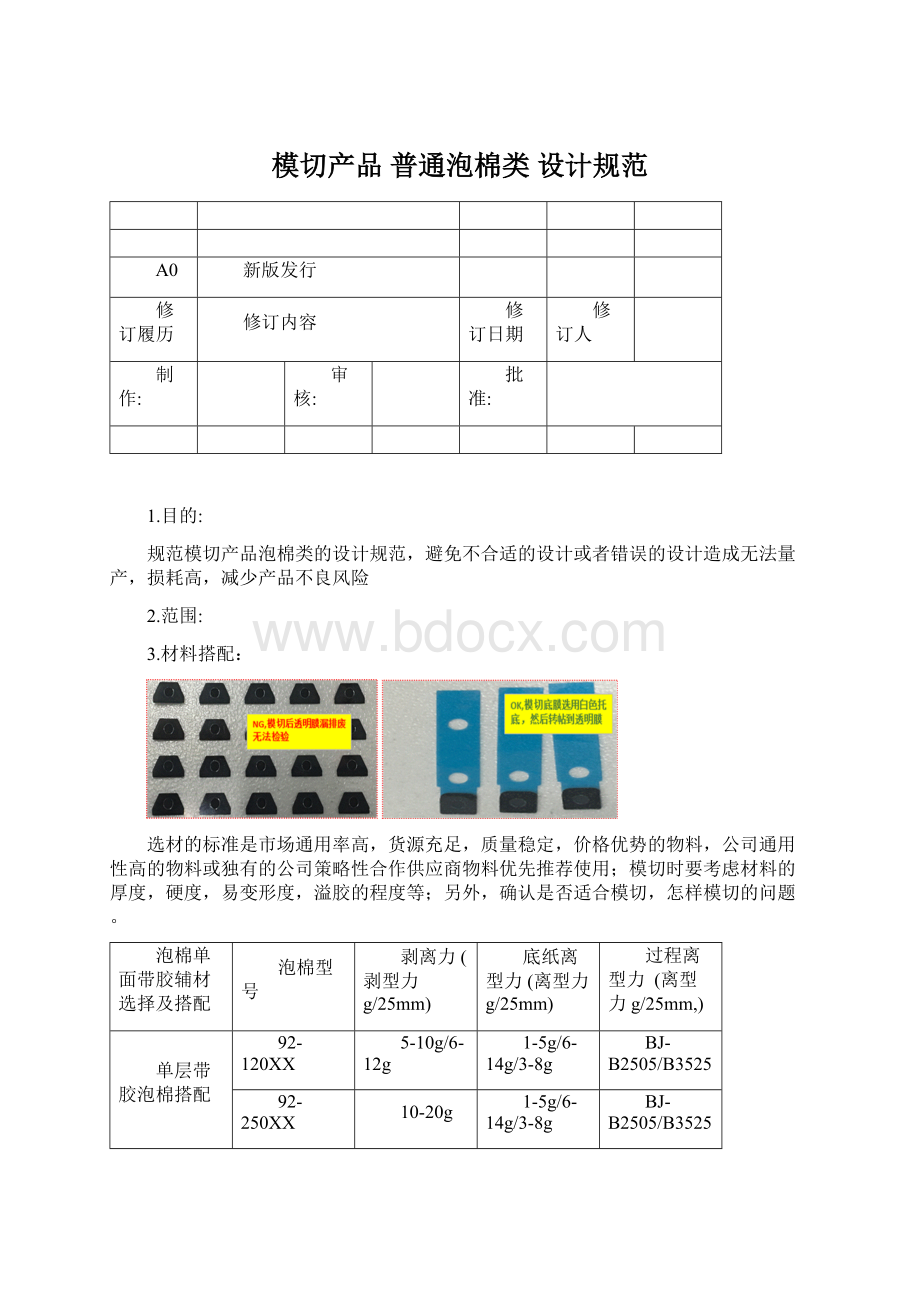
3.材料搭配:
选材的标准是市场通用率高,货源充足,质量稳定,价格优势的物料,公司通用性高的物料或独有的公司策略性合作供应商物料优先推荐使用;模切时要考虑材料的厚度,硬度,易变形度,溢胶的程度等;另外,确认是否适合模切,怎样模切的问题。
泡棉单面带胶辅材选择及搭配
泡棉型号
剥离力(剥型力g/25mm)
底纸离型力(离型力g/25mm)
过程离型力(离型力g/25mm,)
单层带胶泡棉搭配
92-120XX
5-10g/6-12g
1-5g/6-14g/3-8g
BJ-B2505/B3525
92-250XX
10-20g
1-5g/6-14g/3-8g
BJ-B2505/B3525
92-090xx
5-10g
1-5g/6-14g/3-8g
BJ-B2505/B3525
79-120XX
20-30g
1-5g/6-14g/3-8g
BJ-B2505/B3525
79-090xx
5-10g
1-5g/6-14g/3-8g
BJ-B2505/B3525
79RL-200xx
6-12g
1-5g/6-14g/3-8g
BJ-B2505/B3525
WLxx
3-6g/4-8
1-5g/6-14g/3-8g
BJ-B2505/B3525
SCF400
5-10g
1-5g/6-14g/3-8g
BJ-B2505/B3525
SCFT100
20-30g
1-5g/6-14g/3-8g
BJ-B2505/B3525
圣戈班K10
5-10g
1-5g/6-14g/3-8g
BJ-B2505/B3525
圣戈班K20
6-12g
1-5g/6-14g/3-8g
BJ-B2505/B3525
圣戈班K30
10-20g
1-5g/6-14g/3-8g
BJ-B2505/B3525
双面带胶泡棉搭配
ad+92-120XX+ad
15-25g
1-5g/6-14g/3-8g
BJ-B2505/B3525
ad+92-250XX+ad
15-25g
1-5g/6-14g/3-8g
BJ-B2505/B3525
ad+92-090xx+ad
10-20g
1-5g/6-14g/3-8g
BJ-B2505/B3525
ad+79-120XX+ad
15-25g
1-5g/6-14g/3-8g
BJ-B2505/B3525
ad+79-090xx+ad
10-20g
1-5g/6-14g/3-8g
BJ-B2505/B3525
ad+79RL-200xx+ad
15-25g
1-5g/6-14g/3-8g
BJ-B2505/B3525
ad+WLxx+ad
15-25g
1-5g/6-14g/3-8g
BJ-B2505/B3525
ad+圣戈班K10
15-25g
1-5g/6-14g/3-8g
BJ-B2505/B3525
ad+圣戈班K20
15-25g
1-5g/6-14g/3-8g
BJ-B2505/B3525
ad+圣戈班K30
15-25g
1-5g/6-14g/3-8g
BJ-B2505/B3525
4.质量与风险管控(过程防呆搭配):
主材设计、过程材料选择,不利于过程漏排废检验的,要在项目开发段识别并DFM给客户修改,保证交付质量过程及包材注意需要符合环保要求
注意:
为预防漏排废,底膜和排废料,要做到颜色对比性强,便于检验识别出漏排废不良,特别是带孔结构产品(触刀模的过程膜及底膜不允许使用透明色);
材料颜色搭配原则如“附表”(透明底膜仅在转帖情况使用,其他情况不允许使用)。
COVER颜色
透明
蓝色
红色
透明
蓝色
红色
透明
蓝色
红色
底膜颜色
白色
透明/白色
透明/白色
蓝色/透明/白色
透明/白色
透明/白色
乳白色(半透)/白色/透明
乳白色(半透)/白色/透明
乳白色(半透)/白色/透明
过程膜颜色
白色/浅蓝色
白色/兰格纸
白色/兰格纸
红色/兰格纸
红色/兰格纸
蓝色/兰格纸
蓝色/红色
红色/兰格纸
蓝色/兰格纸
推荐方案
DFM
推荐
客户要求再选
DFM
推荐
客户要求再选
DFM
推荐
客户要求再选
备注:
材料搭配选材顺序COVER→底膜→过程膜,绿色填充是推荐,黄色填充是备用,红色填充不推荐使用
5.产品结构评估:
在满足客户的使用要求时,要尽量适合模切加工,产品设计时曲线过于繁琐,难以成行,或有微孔,小细条或小间隙等难以加工或难以保证精度,不备量产性的,必须尽早提出,给出修改意见;(模切产品的形状结构直接影响到生产工艺难度和生产成本)一般遵守以下准则
5.1小间隙、小孔及小产品设计
设计一般原则
原结构
建议结构
1,产品孔径≥1.0mm,最小间隙≥0.7mm,同时孔到孔或者孔到边的距离大于材料的厚度。
(<0.7mm,需套切才能实现,尺寸稳定性差,良率,效率低)
5.2泡棉产品加工注意事项
设计一般原则
示意图
回字型:
小间距、内孔1-3mm,必须半断吸废,防止吸废问题,造成产品出现压印与凹痕,导致产品报废,内孔3mm-8mm使用全断吸废,8mm以上使用粘废工艺
无基材泡棉(WL)+无基材胶(3M5980):
1、生产前需将无基材胶(3M5980)使用5-10g离型膜将自带膜(厚)更换收卷;
2、使用B2505更换自带膜(薄),收卷
3、放置1H后才可与泡棉贴合生产成品
SCF400与SCF100系列泡棉增加COVER
因材料松软,建议客户在表面增加0.01mm单面胶带来增加表面硬度,防止客户在撕取COVER时将泡棉撕破
6排版设计:
在满足客户组装方法和效率,同时考虑内部工艺,以节省材料,方便排废,提高良率和效率为原则
6.1片料排版设计
设计一般原则
图示
3.L形产品,如右图排版,降低成本
6.2卷料排版设计
设计一般原则
原结构
建议结构
1.机贴卷料需注意产品跳距是否符合圆刀圆周率
7.工艺设计:
工艺设计要求简单合理,稳定性高,材料利用率高,排废难度小;根据产品的特点和项目量的大小,选择合适的设备和刀具,充分发挥设备的效益,要兼顾刀具的使用寿命和成本,调试的难度和效率;
工艺设计
工艺类型
范围
工艺示意图
工艺选择
1.小孔粘废、
拉废工艺
适用于内框和孔废料比较大,手柄层蓝膜不切断产品。
2.小孔顶废工艺
适用于内框和孔全穿,废料比较大,材料比较厚产品。
3.五金模冲孔工艺
适用于材质偏硬,孔尺寸1~2mm,雕刻模无法吸废压印要求比较高的难加工产品。
4.异步工艺
适用于手柄尺寸尺寸≥3mm,产品手柄在外侧无特殊排版要求的产品。
8.模具选择:
8.1根据各种材料的特性和公差设计相应的模具。
模切产品常用加工公差
模具类型
不同尺寸模具公差(mm)
适用厚度(mm)
备注
(0~6)
(6~30)
(30~120)
(120~200)
≥200
模具特点
1、泡棉厚度高于3mm,需开木板模生产
2、蚀刻模与雕刻模需开单锋刀,避免泡棉出现斜边
3、
一般孔径最小小于D1.0mm,量产时必须开五金模具,防止堵孔;
五金模
±0.03
±0.03
±0.03
±0.03
±0.05
≤0.5
适合冲切材料厚和硬的材料,特别小的孔,开模周期长成本高。
雕刻模
±0.03
±0.03
±0.03
±0.03
±0.05
≤0.5
加工精度高寿命比蚀刻模长,可以开吸废模。
蚀刻模
±0.03
±0.03
±0.03
±0.03
±0.05
≤0.5
加工精度高,成本比雕刻模低,适合做加工要求高没孔的产品
铝刀模(普通刀/镜面刀)
±0.1
±0.1
±0.1
±0.15
±0.15
NA
加工精度比胶板模和木板模高,可以换刀片,适合冲切刀锋锋利度高的产品,如导电布.网纱.PE保护膜和PET保护膜等
胶刀模(普通刀/镜面刀)
±0.1
±0.1
±0.1
±0.15
±0.15
NA
价格便宜,适合加工公差要求不高的产品
木刀模(普通刀/镜面刀)
±0.1
±0.1
±0.1
±0.1
±0.15
NA
价格便宜,适合加工公差要求不高材料比较厚的产品
8.2模具上防伪标示位置与方法。
9.开模公差补偿:
根据各种材料的特性,对模具尺寸进行补偿,以满足图纸要求。
模切产品开模补偿
双边补偿(内扩外缩mm)
外形
内孔
厚度(mm)
T=0.1~0.3
0.03
0.03
一般产品加工,实际精度还取决于产品形状及材料特性。
T=0.3~1.0
0.05
0.05
T=1.0以上
0.05~0.07
0.05~0.07
10.不合适开发卷料的产品:
对面积太小、材料太薄、太厚、多次套切及卷料无法保证质量的产品,需要提前评估及反馈。
物料类型
尺寸\结构
问题点
改进建议
LCD支撑类
\
T≥0.2mm
材料偏软、薄,机器无法剥离与抓取
不开发
MIC类
<5mm*5mm
孔距边,或间隙≤1mm
机器剥离和抓取困难
不开发
备注:
机贴料的开发,需要提醒客户产品的剥离需要实际考虑设备的实际剥离效果;FRD仅保证按照模切产品的使用方法的使用效果;
11.底膜与面纸宽度设定
11.1所有产品托底底膜宽度限制为整数分切,不可分切为其它宽度
11.2所有产品的面纸宽度限制为0与4结尾,不可分切为其它宽度
参考项:
 升级会员
升级会员 