中药制剂固体制剂车间批包装记录模版.docx
《中药制剂固体制剂车间批包装记录模版.docx》由会员分享,可在线阅读,更多相关《中药制剂固体制剂车间批包装记录模版.docx(18页珍藏版)》请在冰豆网上搜索。
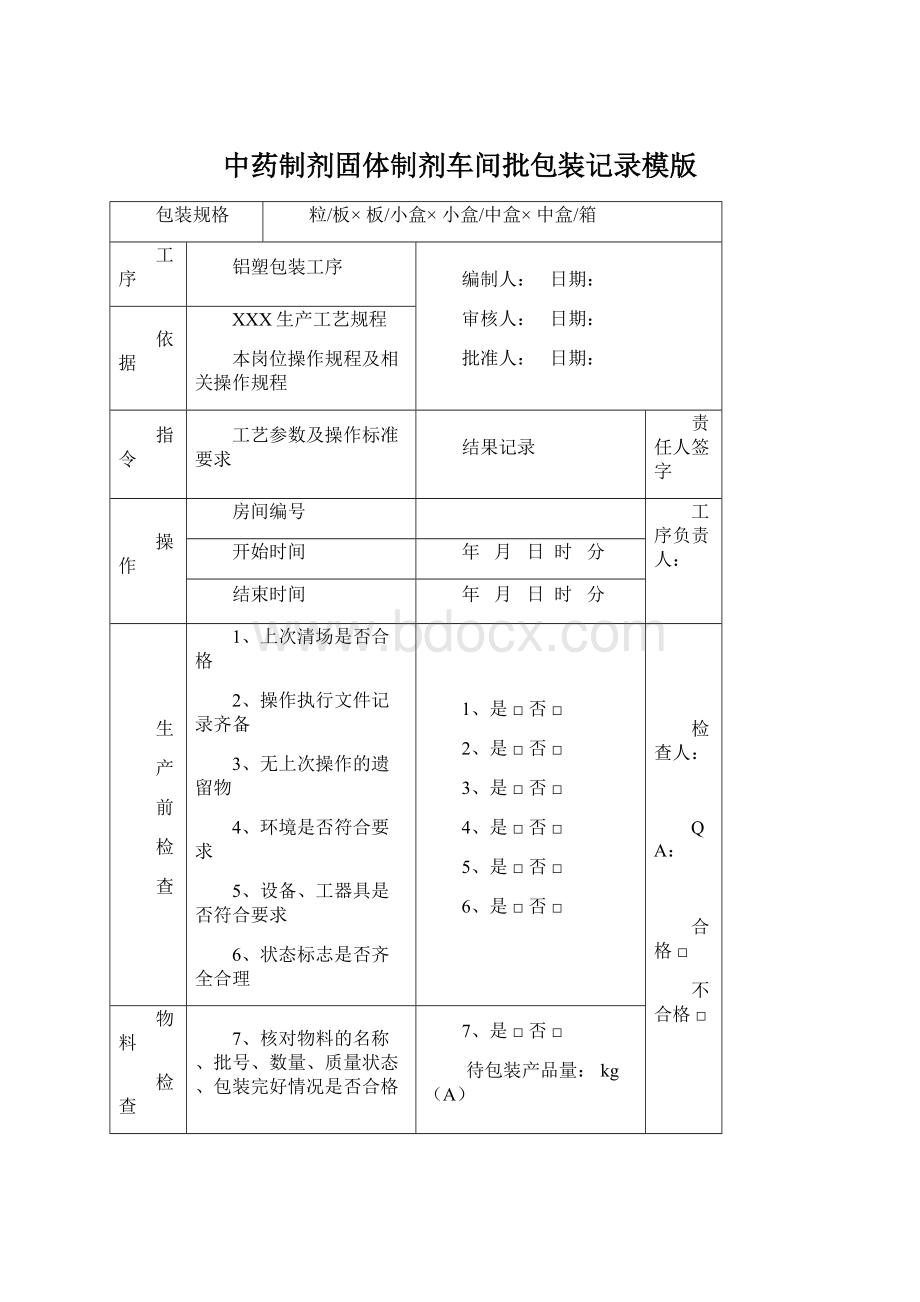
中药制剂固体制剂车间批包装记录模版
包装规格
粒/板×板/小盒×小盒/中盒×中盒/箱
工序
铝塑包装工序
编制人:
日期:
审核人:
日期:
批准人:
日期:
依据
XXX生产工艺规程
本岗位操作规程及相关操作规程
指令
工艺参数及操作标准要求
结果记录
责任人签字
操作
房间编号
工序负责人:
开始时间
年月日时分
结束时间
年月日时分
生
产
前
检
查
1、上次清场是否合格
2、操作执行文件记录齐备
3、无上次操作的遗留物
4、环境是否符合要求
5、设备、工器具是否符合要求
6、状态标志是否齐全合理
1、是□否□
2、是□否□
3、是□否□
4、是□否□
5、是□否□
6、是□否□
检查人:
QA:
合格□
不合格□
物料
检查
7、核对物料的名称、批号、数量、质量状态、包装完好情况是否合格
7、是□否□
待包装产品量:
kg(A)
内
包
材
检查领取内包装材料文字、数量、质量状态、包装完好情况是否合格
开机前确认内包材是否准确无误
是□否□
操作人:
复核人:
物料名称
领用量(H)
使用量(I)
剩余量(J)
边角料(K)
PVC硬片(kg)
铝箔(kg)
铝
塑
包
装
设备名称:
xxx全自动泡罩包装机
设备编号:
设备编号:
设备名称:
xxx全自动泡罩包装机
设备编号:
设备编号:
设备编号:
设备编号:
设备名称:
xxx泡罩包装机
设备编号:
设备编号:
打印生产批号、有效期准确无误
是□否□
上加热温度:
110~130℃
℃
上加热温度:
110~130℃
℃
热封温度:
180~200℃
℃
待包装产品残损称重
kg(B)
包装后合格产品称重
kg(C)
检验
填写成品请验单,取样检验
取样量:
板(X)
计数
生产结束后产品计数
板(Y)
偏差
偏差及异常情况处理
有□无□
指令
工艺参数及操作标准要求
结果记录
责任人签字
收
率
每粒(片、丸)重:
g(a)每板数量:
粒(片、丸)(b)
理论产出量:
板(Z)Z=A×1000÷(a×b)
X+Y
收率(%)===%
Z
限度≥98.0%符合□不符合□
物
料
平
衡
B+C+J+K
物料平衡(%)===%
A+H
99.0%≤限度≤100.0%符合□不符合□
交
接
生产结束后产品入暂存间存放,待外包装岗位生产时经传递窗同外包装交接
数量:
板
件数:
件
移交人:
接收人:
清
场
1、清除生产中产生的废弃物
2、清洁生产所用设备
3、清洁称量衡器、容器具
4、清洁生产区域
5、收集整理生产文件
6、贴挂状态标志,并经QA确认
1、是□否□
2、是□否□
3、是□否□
4、是□否□
5、是□否□
6、是□否□
清场人:
QA:
合格□
不合格□
开始时间
日时分
结束时间
日时分
请验单粘贴处:
工序
分装工序
编制人:
日期:
审核人:
日期:
批准人:
日期:
依据
XXX生产工艺规程
本岗位操作规程及相关操作规程
指令
工艺参数及操作标准要求
结果记录
责任人签字
操作
房间编号
工序负责人:
开始时间
年月日时分
结束时间
年月日时分
生
产
前
检
查
1、上次清场是否合格
2、操作执行文件记录齐备
3、无上次操作的遗留物
4、环境是否符合要求
5、设备、工器具是否符合要求
6、状态标志是否齐全合理
1、是□否□
2、是□否□
3、是□否□
4、是□否□
5、是□否□
6、是□否□
检查人:
QA:
合格□
不合格□
物料
检查
7、核对物料的名称、批号、数量、质量状态、包装完好情况是否合格
7、是□否□
待包装产品量:
kg(A)
内
包
材
检查领取内包装材料文字、数量、质量状态、包装完好情况是否合格
开机前确认内包材是否准确无误
是□否□
操作人:
复核人:
物料名称
领用量(H)
使用量(I)
剩余量(J)
废品量(K)
复合膜(kg)
分
装
设备名称:
XXXXXX分装机
设备编号:
设备编号:
设备编号:
设备编号:
设备编号:
设备编号:
设备编号:
设备编号:
控制装量
装量:
每袋装0.00g(L)
打印生产批号、有效期准确无误
是□否□
横封温度:
170~190℃
℃
纵封温度:
130~150℃
℃
在线称量检查记录
见附表
待包装产品残损称重
kg(B)
包装后合格产品称重
kg(C)
检验
填写成品请验单,取样检验
取样量:
袋(X)
计数
生产结束后产品计数
袋(Y)
偏差
偏差及异常情况处理
有□无□
指令
工艺参数及操作标准要求
结果记录
责任人签字
收
率
理论产出量:
袋(Z)Z=A×1000÷L
X+Y
收率(%)===%
Z
限度≥98.0%符合□不符合□
物
料
平
衡
B+C+J+K
物料平衡(%)===%
A+H
99.0%≤限度≤100.0%符合□不符合□
交
接
生产结束后产品入暂存间存放,待外包装岗位生产时经传递窗同外包装交接
数量:
袋
件数:
件
移交人:
接收人:
清
场
1、清除生产中产生的废弃物
2、清洁生产所用设备
3、清洁称量衡器、容器具
4、清洁生产区域
5、收集整理生产文件
6、贴挂状态标志,并经QA确认
1、是□否□
2、是□否□
3、是□否□
4、是□否□
5、是□否□
6、是□否□
清场人:
QA:
合格□
不合格□
开始时间
日时分
结束时间
日时分
请验单粘贴处:
附表
装量差异记录
生产日期
年月日
每袋膜重
g/袋
装量范围
0.000g~0.000g
计算方式
平均装量=袋重平均值-每袋复合膜重
操作要求
分装时,每10分钟检查一次装量,要求装量在装量差异范围内
检查时间
平均装量(g)
设备编号:
时分
时分
时分
时分
时分
时分
时分
时分
时分
时分
时分
时分
时分
时分
时分
时分
时分
时分
时分
时分
时分
时分
时分
时分
时分
时分
时分
时分
时分
时分
操作人:
复核人:
包装规格
粒/板×板/小盒×小盒/中盒×中盒/箱
工序
外包装(手工)工序
编制人:
日期:
审核人:
日期:
批准人:
日期:
依据
XXX生产工艺规程
本岗位操作规程及相关操作规程
指令
工艺参数及操作标准要求
结果记录
责任人签字
操作
房间编号
喷码室:
外包室:
工序负责人:
开始时间
年月日时分
结束时间
年月日时分
生
产
前
检
查
1、上次清场是否合格
2、操作执行文件记录齐备
3、无上次操作的遗留物
4、环境是否符合要求
5、设备、工器具是否符合要求
6、状态标志是否齐全合理
1、是□否□
2、是□否□
3、是□否□
4、是□否□
5、是□否□
6、是□否□
检查人:
QA:
合格□
不合格□
物料
检查
7、核对物料的名称、批号、数量、质量状态、包装完好情况是否合格
7、是□否□
待包装产品量:
板、袋
喷
码
设备名称:
XXX喷码机
设备编号:
操作人:
复核人:
设备名称:
XXX喷码机
设备编号:
检查领取外包装材料名称、规格、数量、质量状态、包装完好情况是否合格
开机前确认外包材是否准确无误
是□否□
打印生产批号、有效期准确无误
是□否□
标签批记录留样
说明书□装箱单□
小盒□中盒□
包装
待包装产品残损统计
板、袋
岗位负责人:
QA:
包装完成后,根据留样通知单取样
留样量:
盒
包装后合格产品统计
盒
装箱
打包
装箱数量
盒/件
装箱单:
1张/件
是□否□
大箱打包#字整齐,结实
是□否□
生产结束后合格产品统计
箱盒
偏差
偏差及异常情况处理
有□无□
包材名称
物料编码/批号
领用量
使用量
留样量
残损量
剩余量
说明书(张)
小盒(个)
防潮袋(个)
中盒(个)
大箱(个)
指令
工艺参数及操作标准要求
结果记录
责任人签字
标
签
物
料
平
衡
物料平衡=(使用量+残损量+剩余量+批记录留样量)/领用量×100%要求限度:
100%
说明书物料平衡=×100%=%
限度:
100%合格□不合格□
小盒物料平衡=×100%=%
限度:
100%合格□不合格□
中盒物料平衡=×100%=%
限度:
100%合格□不合格□
成
品
收
率
取样、留样总量:
板(袋)(A)
成品板(袋)数:
板(袋)(B)
领用板(袋)数:
板(袋)(C)
A+B
收率=×100%=×100%=%
C
收率≥99.5%合格□不合格□
入
库
填写入库单,入成品库
批记录留存:
入库单(正本)□
入库数量:
箱盒
移交人:
接收人:
标
签
销
毁
标签名称
销毁数量
销毁方式
销毁地点
销毁人:
监销人:
说明书(张)
小盒(个)
防潮袋(个)
中盒(个)
大箱(个)
清场
纳入上批清场记录副本及本次清场记录正本,粘贴下页
入库单(正本)粘贴处
留样通知单粘贴处
装箱单(合格证)粘贴处
清场记录(本批正本)粘贴处
清场记录(上批副本)粘贴处
包装规格
粒/板×板/小盒×盒/箱
工序
外包装(自动)工序
编制人:
日期:
审核人:
日期:
批准人:
日期:
依据
XXX生产工艺规程
本岗位操作规程及相关操作规程
指令
工艺参数及操作标准要求
结果记录
责任人签字
操作
房间编号
工序负责人:
开始时间
年月日时分
结束时间
年月日时分
生
产
前
检
查
1、上次清场是否合格
2、操作执行文件记录齐备
3、无上次操作的遗留物
4、环境是否符合要求
5、设备、工器具是否符合要求
6、状态标志是否齐全合理
1、是□否□
2、是□否□
3、是□否□
4、是□否□
5、是□否□
6、是□否□
检查人:
QA:
合格□
不合格□
物料
检查
7、核对物料的名称、批号、数量、质量状态、包装完好情况是否合格
7、是□否□
待包装产品量:
板、袋
枕
包
设备名称:
XXX枕式包装机
设备编号:
操作人:
复核人:
设备编号:
下料版数
板
包装速度:
80±5包/分钟
包/分钟
中封温度:
170~180℃
℃
上封温度:
190~210℃
℃
下封温度:
190~210℃
℃
装
盒
设备名称:
XXXX全自动卧式装盒机
设备编号:
设备编号:
主机速度:
80±5包/分钟
盒/分钟
打印生产批号、有效期准确无误
是□否□
标签批记录留样
说明书□装箱单□
小盒□
塑
封
设备名称:
XXXX三维包装机
设备编号:
设备编号:
下膜长度:
690±10mm(1、2板)
790±10mm(胶囊3板)
mm
端封温度:
150~170℃
℃
左右加热:
120~140℃
℃
上加热:
100~120℃
℃
下加热:
100~115℃
℃
装箱
打包
装箱数量
盒/件
装箱单:
1张/件
是□否□
大箱打包#字整齐,结实
是□否□
指令
工艺参数及操作标准要求
结果记录
责任人签字
统计
待包装产品残损统计
板
岗位负责人:
QA:
包装完成后,根据留样通知单取样
留样量:
盒
包装后合格产品统计
盒
即箱盒
偏差
偏差及异常情况处理
有□无□
包材名称
物料编码/批号
领用量
使用量
留样量
残损量
剩余量
说明书(张)
小盒(个)
大箱(个)
枕包膜(kg)
BOPP包装膜(kg)
标
签
物
料
平
衡
物料平衡=(使用量+残损量+剩余量+批记录留样量)/领用量×100%要求限度:
100%
说明书物料平衡=×100%=%
限度:
100%合格□不合格□
小盒物料平衡=×100%=%
限度:
100%合格□不合格□
成
品
收
率
取样、留样总量:
板(A)
成品板数:
板(B)
领用板数:
板(C)
A+B
收率=×100%=×100%=%
C
收率≥99.5%合格□不合格□
入
库
填写入库单,入成品库
批记录留存:
入库单(正本)□
入库数量:
箱盒
移交人:
接收人:
标
签
销
毁
标签名称
销毁数量
销毁方式
销毁地点
销毁人:
监销人:
说明书(张)
小盒(个)
大箱(个)
清场
纳入上批清场记录副本及本次清场记录正本,粘贴下页
入库单(正本)粘贴处
留样通知单粘贴处
装箱单(合格证)粘贴处
清场记录(本批正本)粘贴处
清场记录(上批副本)粘贴处
【下载本文档,可以自由复制内容或自由编辑修改内容,更多精彩文章,期待你的好评和关注,我将一如既往为您服务】
 升级会员
升级会员 