刀尖圆弧半径补偿.docx
《刀尖圆弧半径补偿.docx》由会员分享,可在线阅读,更多相关《刀尖圆弧半径补偿.docx(17页珍藏版)》请在冰豆网上搜索。
刀尖圆弧半径补偿
刀尖圆弧半径补偿
1、刀具半径补偿的目的
Ø若车削加工使用尖角车刀,刀位点即为刀尖,其编程轨迹和实际切削轨迹完全相同。
Ø若使用带圆弧头车刀(精车时),在加工锥面或圆弧面时,会造成过切或少切。
Ø为了保证加工尺寸的准确性,必须考虑刀尖圆角半径补偿以消除误差。
Ø由于刀尖圆弧通常比较小(常用r1.2~1.6mm),
故粗车时可不考虑刀具半径补偿.
2、刀具半径补偿的方法
•
人工预刀补:
人工计算刀补量进行编程
•机床自动刀补
4、机床自动刀具半径补偿
(1)机床自动刀补原理
Ø当编制零件加工程序时,不需要计算刀具中心运动轨迹,只按零件轮廓编程。
Ø使用刀具半径补偿指令。
Ø在控制面板上手工输入刀具补偿值。
Ø执行刀补指令后,数控系统便能自动地计算出刀具中心轨迹,并按刀具中心轨迹运动。
即刀具自动偏离工件轮廓一个补偿距离,从而加工出所要求的工件轮廓。
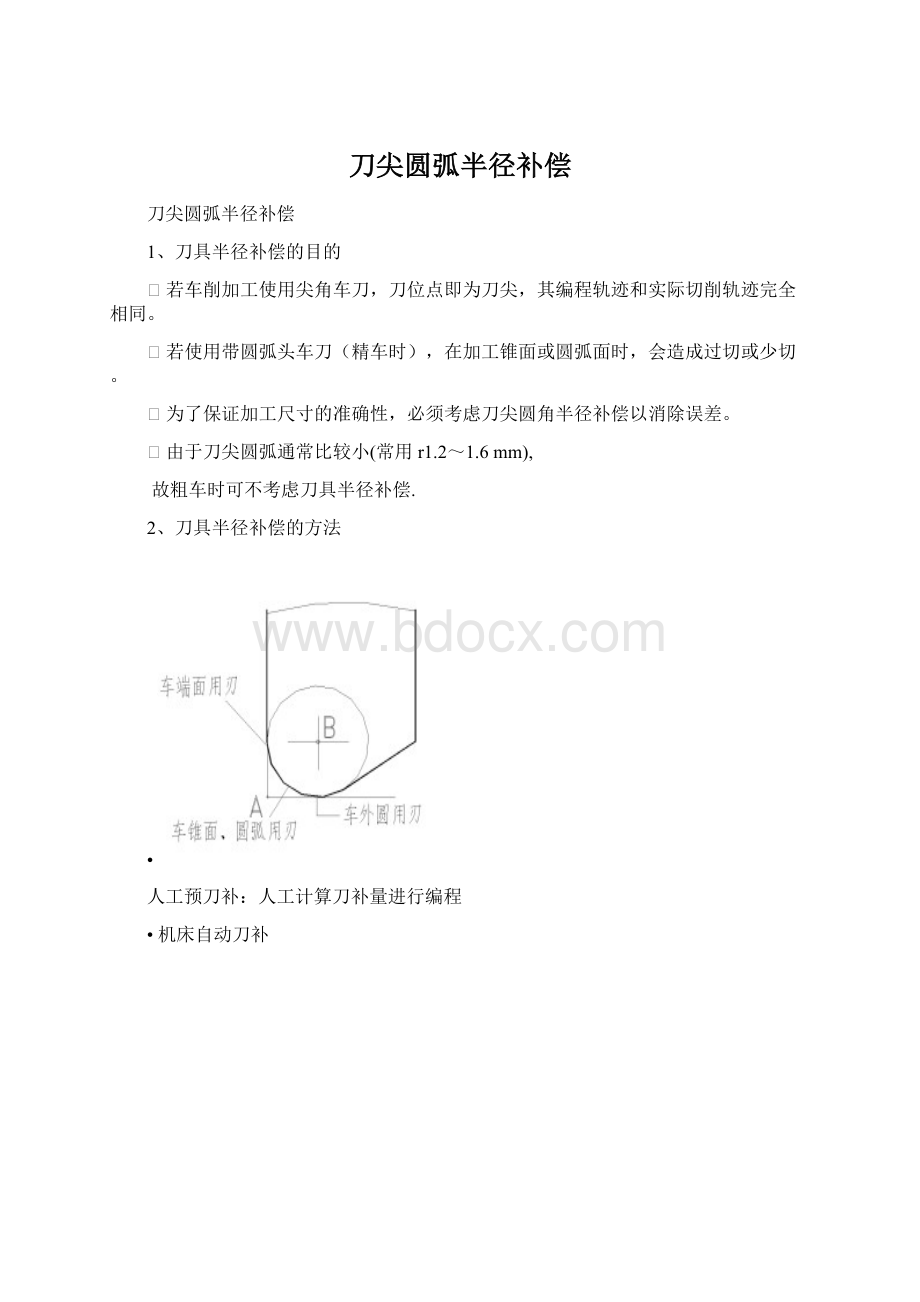
(2)刀尖方位的设置
Ø车刀形状很多,使用时安装位置也各异,由此决定刀尖圆弧所在位置。
Ø要把代表车刀形状和位置的参数输入到数据库中。
Ø以刀尖方位号表示。
从图示可知,
Ø若刀尖方位码设为0或9时,机床将以刀尖圆弧中心为刀位点进行刀补计算处理;
Ø当刀尖方位码设为1~8时,机床将以假想刀尖为刀位点,根据相应的代码方位进行刀补计算处理。
5、刀具半径补偿指令
G41/G42G0/G1X__Z__
G40G00X__Z__
v
说明:
G41—刀具半径左补偿
G42—刀具半径右补偿
G40—取消刀具半径补偿G42G41
指令说明:
X、Z为建立或取消刀补程序段中,刀具移动的终点坐标。
v执行刀补指令应注意:
(1)、刀径补偿的引入和取消应在不加工的空行程段上,且在G00或G01程序行上实施。
(2)、刀径补偿引入和卸载时,刀具位置的变化是一个渐变的过程。
(3)、当输入刀补数据时给的是负值,则G41、G42互相转化。
(4)、G41、G42指令不要重复规定,否则会产生一种特殊的补偿。
6、刀具补偿的编程实现
(1)、刀径补偿的引入(初次加载):
刀具中心从与编程轨迹重合到过度到与编程轨迹偏离一个偏置量的过程.
(2)、刀径补偿进行
刀具中心始终与编程轨迹保持设定的偏置距离.
3、刀径补偿的取消
v刀具中心从与编程轨迹偏离过度到与编程轨迹重合的过程.
刀径补偿的引入和取消必须是不切削的空行程上.
例
2:
考虑刀尖半径补偿
O1111
N1G92X40.0Z10.0
N2T0101
N3M03S400
N4G00X40.0Z5.0
N5G00X0.0
N6G42G01Z0F60(加刀补)
N7G03X24.0Z-24R15
N8G02X26.0Z-31.0R5
N9G40G00X30(取消刀补)
N10G00X45Z5
N11M30
刀具半径补偿指令G40,G41,G42
摘要:
刀具半径补偿功能刀具半径补偿指令G40,G41,G42刀具半径补偿指令格式如下:
G17G41(或G42)G00(或G01)XYD或G18G41(或G42)G00(或G01)XZD或G19G41(或G42)G00(或G01)YZD。
1刀具补偿方向G41是相对于刀具前进方向左侧进行补偿,称为左刀补。
G42是相对于刀具前进方向右侧进行补偿,称为右刀补。
从刀具寿命、加工
刀具半径补偿功能刀具半径补偿指令G40,G41,G42
刀具半径补偿指令格式如下:
G17G41(或G42)G00(或G01)XYD
或G18G41(或G42)G00(或G01)XZD
或G19G41(或G42)G00(或G01)YZD;
G40
G41是相对于刀具前进方向左侧进行补偿,称为左刀补。
如图6.1a所示。
这时相当于顺铣。
G42是相对于刀具前进方向右侧进行补偿,称为右刀补。
如图6.2b所示。
这时相当于逆铣。
从刀具寿命、加工精度、表面粗糙度而言,顺铣效果较好,因此G41使用较多。
D是刀补号地址,是系统中记录刀具半径的存储器地址,后面跟的数值是刀具号,用来调用内存中刀具半径补偿的数值。
刀补号地址可以有D01-D99共100个地址。
其中的值可以用MDI方式预先输入在内存刀具表中相应的刀具号位置上。
进行刀具补偿时,要用G17/G18/G19选择刀补平面,缺省状态是XY平面。
G40是取消刀具半径补偿功能,所有平面上取消刀具半径补偿的指令均为G40。
G40,G41,G42是模态代码,它们可以互相注销。
使用刀具补偿功能的优越性在于:
·在编程时可以不考虑刀具的半径,直接按图样所给尺寸进行编程,只要在实际加工时输入刀具的半径值即可。
·可以使粗加工的程序简化。
利用有意识的改变刀具半径补偿量,则可用同一刀具、同一程序、不同的切削余量完成加工。
下面结合图来介绍刀补的运动。
按增量方式编程:
O0001
N10G54G91G17G00M03G17指定刀补平面(XOY平面)
N20G41X20.0Y10.0D01建立刀补(刀补号为01)
N30G01Y40.0F200
N40X30.0
N50Y-30.0
N60X-40.0
N70G00G40X-10.0Y-20.0M05解除刀补
N80M02
按绝对方式编程:
O0002
N10G54G90G17G00M03G17指定刀补平面(XOY平面)
N20G41X20.0Y10.0D01建立刀补(刀补号为01)
N30G01Y50.0F200
N40X50.0
N50Y20.0
N60X10.0
N70G00G40X0Y0M05解除刀补
N80M02
刀补动作为:
1、启动阶段
2、刀补状态
3、取消刀补
这里特别提醒要注意的是,在启动阶段开始后的刀补状态中,如果存在有两段以上的没有移动指令或存在非指定平面轴的移动指令段,则可能产生进刀不足或进刀超差。
其原因是因为进入刀具状态后,只能读出连续的两段,这两段都没有进给,也就作不出矢量,确定不了前进的方向。
刀具半径补偿
在加工过程中,刀具的磨损、实际刀具尺寸与编程时规定的刀具尺寸不一致以及更换刀具等原因,都会直接影响最终加工尺寸,造成误差。
为了最大限度的减少因刀具尺寸变化等原因造成的加工误差,数控系统通常都具备有刀具误差补偿功能。
通过刀具补偿功能指令,CNC系统可以根据输入补偿量或者实际的刀具尺寸,使机床自动加工出符合程序要求的零件。
1.刀具半径补偿原理
(1)刀具半径补偿的概念
用铣刀铣削工件的轮廓时,刀具中心的运动轨迹并不是加工工件的实际轮廓。
如图所示,加工内轮廓时,刀具中心要向工件的内侧偏移一定距离;而加工外轮廓时,同样刀具中心也要向工件的外侧偏移一定距离。
由于数控系统控制的是刀心轨迹,因此编程时要根据零件轮廓尺寸计算出刀心轨迹。
零件轮廓可能需要粗铣、半精铣和精铣三个工步,由于每个工步加工余量不同,因此它们都有相应的刀心轨迹。
另外刀具磨损后,也需要重新计算刀心轨迹,这样势必增加编程的复杂性。
为了解决这个问题,数控系统中专门设计了若干存储单元,存放各个工步的加工余量及刀具磨损量。
数控编程时,只需依照刀具半径值编写公称刀心轨迹。
加工余量和刀具磨损引起的刀心轨迹变化,由系统自动计算,进而生成数控程序。
进一步地,如果将刀具半径值也寄存在存储单元中,就可使编程工作简化成只按零件尺寸编程。
这样既简化了编程计算,又增加了程序的可读性。
刀具半径补偿原理
(2)刀具半径补偿的数学处理
①基本轮廓处理
要根据轮廓尺寸进行刀具半径补偿,必需计算刀具中心的运动轨迹,一般数控系统的轮廓控制通常仅限于直线和圆弧。
对于直线而言,刀补后的刀具中心轨迹为平行于轮廓直线的一条直线,因此,只要计算出刀具中心轨迹的起点和终点坐标,刀具中心轨迹即可确定;对于圆弧而言,刀补后的刀具中心轨迹为与指定轮廓圆弧同心的一段圆弧,因此,圆弧的刀具半径补偿,需要计算出刀具中心轨迹圆弧的起点、终点和圆心坐标。
②尖角处理
在普通的CNC装置中,所能控制的轮廓轨迹只有直线和圆弧,其连接方式有:
直线与直线连接、直线与圆弧连接、圆弧与圆弧连接。
图所示为直线与直线连接时各种转接的情况,编程轨迹为OA→AP。
象。
由于IC→CK相对于OA与AP缩短了CB与DC的长度,因此这种求交点的内轮廓过渡称为缩短型转换,这里求交点是核心任务。
图(c)中,C点为IB与DK延长线的交点,由数控系统求出交点C的坐标,实际刀具中心轨迹为IC→CK。
同上道理,这种外轮廓过渡称为伸长型转换。
图(d)中,若仍采用求IB与DK交点的方法,势必过多地增加刀具的非切削空行程时间,这显然是不合理的。
因此刀补算法在这里采用插入型转换,即令BC=C/D=R,数控系统求出C与C/点的坐标,刀具中心轨迹为IB→C→C/→DK,即在原轨迹中间再插入CC/直线段,因此称其为插入型转换。
值得一提的是,有些数控系统对上述伸长型或插入型一律采用半径为刀具半径的圆弧过渡,显然这种处理简单些。
但当刀具进行尖角圆弧过渡时,轮廓过渡点始终处于切削状态,加工出现停顿,工艺性较差。
(3)刀具半径补偿的执行过程
刀具半径补偿不是由编程人员来完成的。
编程人员在程序中指明何处进行刀具半径补偿,指明是进行左刀补还是右刀补,并指定刀具半径,刀具半径补偿的具体工作由数控系统中的刀具半径补偿功能来完成。
根据ISO规定,当刀具中心轨迹在程序规定的前进方向的右边时称为右刀补,用G42表示;反之称为左刀补,用G41表示。
刀具半径补偿的执行过程分为刀补建立,刀补进行和刀补撤消三个步骤。
①刀补建立
即刀具以起刀点接近工件,由刀补方向G41/G42决定刀具中心轨迹在原来的编程轨迹基础上是伸长还是缩短了一个刀具半径值。
②刀补进行
一旦刀补建立则一直维持,直至被取消。
在刀补进行期间,刀具中心轨迹始终偏离编程轨迹一个刀具半径值的距离。
在转接处,采用了伸长、缩短和插入三种直线过渡方式。
③刀补撤消(G40)
即刀具撤离工件,回到起刀点。
和建立刀具补偿一样,刀具中心轨迹也要比编程轨迹伸长或缩短一个刀具半径值的距离。
刀具半径补偿仅在指定的二维坐标平面内进行,平面的指定由代码G17(X—Y平面),G18(Y—Z平面),G19(X—Z平面)表示。
2.刀具半径补偿编程规则
开始切削加工前,在离开工件的位置预先加上工刀具半径补偿(通常在XOY平面或与XOY平面平行的平面上),之后进行Z轴方向的切入。
为保证程序运行后得到正确的工件轮廓而不产生过切,编程时必须注意加工程序的结构。
如图所示,在XOY平面内(或平行于XOY平面的平面内)使用刀具半径补偿功能(有Z轴移动)进行轮廓切削,设起点在(0,0,100)处,当刀具半径补偿从起点开始时,由于接近工件及切削工件时要有Z轴移动,按以下程序加时就会出现过切现象,并且系统不会报警停止。
a)正确补偿轨迹b)存在过切现象的补偿轨迹
刀具半径补偿轨迹
O0001
N1G90G54S1000M03;
N2G00Z100;
N3X0Y0;
N4G01G41X20Y10D01F100;
N5Z2;
N6Z-10;
N7Y50;
N8X50;
N9Y20;
N10X10;
N11G00Z100;
N12G40X0Y0;
N13M05;
N14M30;
根据刀具半径补偿功能编程规则,在XOY平面内(或平行于XOY平面的平面内)建立刀具半径补偿后,不能连续出现两段Z轴的移动指令,否则会出现补偿位置不正确。
当半径补偿从N4程序段开始建立的时候,数控系统只能预读其后的两个程序段,而N5、N6两段程序段都是Z轴移动指令,没有XOY平面内的坐标移动,系统无法判断下一步补偿的矢量方向,这时系统并不报警,补偿照样进行,但是N4程序段执行后刀心轨迹目标点发生了变化,不再是图中的P点,而是如图所示的P1点,这样就产生了过切(图中阴影部分)。
为避免这种过切,可以在建立半径补偿之前,选择一个不会发生干涉的安全位置,使Z轴以快速运动接近工件后,再以进给速度进给到切削深度。
将上述程序改为:
N1G90G54S1000M03;
N2G00Z100;
N3X0Y0;
N4Z5;
N5G01Z-10F100;
N6G41X20Y10D01;
N7Y50;
N8X50;
N9Y20;
N10X10;
N11Z100;
N12G40X0Y0M05;
N13M30。
采用这个程序段进行加工,就可以避免过切的产生。
3.刀具半径补偿功能的应用
(1)刀具因磨损、重磨、换新而引起刀具直径改变后,不必修改程序,只需在刀具参数设置中输入变化后刀具直径。
如图所示,1为未磨损刀具,2为磨损后刀具,两者直径不同,只需将刀具参数表中的刀具半径r1改为r2,即可适用同一程序。
刀具直径改变化,加工程序不变
(2)用同一程序、同一尺寸的刀具,利用刀具半径补偿,可进行粗、精加工。
如图所示,刀具半径为r,精加工余量为△。
粗加工时,输入刀具直径D=2(r+△),则加工出虚线轮廓。
精加工时,用同一程序、同一刀具,但输入刀具直径D=2r,则加工出实线轮廓。
P1——粗加工刀心轨迹
P2——精加工刀心轨迹
利用刀具半径补偿进行粗精加工
(3)在现代数控系统中,有的已具备三维刀具半径补偿功能。
对于四、五坐标联动数控加工,还不具备刀具补偿功能,必须在刀位计算时考虑刀具半径。
刀具半径补偿常见错误及问题分析
南海信息技术学校机械科组沈宠棣
摘要:
本文由数控编程教学过程中学生应用刀具半径补偿编程时出现的错误问题出发,探讨了刀具半径补偿功能应用中的错误分析,力求通过错误分析找出问题所在,让学生能够准确应用刀具半径补偿功能,保证了零件加工的尺寸精度(加工精度)。
关键词:
数控编程数控加工刀具半径补偿
数控加工具有加工精度高、效率高、质量稳定等特点,而合理掌握刀具补偿方法,灵活应用刀具补偿功能,合理设置刀具半径补偿值,是保证精度和质量稳定的重要因素,在数控编程加工编程的教学过程中,学生经常的出现一些刀具半径补偿功能应用上的错误,因此,有必要对数控加工的刀具半径补偿方法进行探讨。
一、刀具半径补偿原理
数控机床在加工过程中,它所控制的是刀具中心的轨迹。
在数控编程时,可以根据刀具中心的轨迹进行编程,这种编程方法称为刀具中心编程。
粗加工中由于留有余量对零件的尺寸精度影响不大,对简单图形可采用刀具中心轨迹编程。
而当零件加工部分形状较为复杂时,如果选用刀具中心编程会给计算关键点带来很大工作量,而且往往造成由于关键点计算误差影响机床的插补运算,进而产生报警,使加工无法正常进行,那么我们可以利用理论轮廓编程,即按图形的实际轮廓进行编程。
采用理论轮廓编程,在系统中预先设定偏置参数,数控系统就会自动计算刀具中心轨迹,使刀具偏离工作轮廓一个刀具值,从而使得刀具加工到实际轮廓,这种功能即为刀具半径补偿功能。
二、刀具补偿的过程
数控系统的刀具补偿是将计算刀具中心轨迹的过程交由CNC系统执行,编程时不考虑刀具半径,直接根据零件的轮廓形状进行编程,而实际的刀具半径则放在一个可编程刀具半径的偏置寄存器中,在加工过程中,CNC系统根据零件程序和刀具偏置寄存器中的刀具半径自动计算刀具中心轨迹,完成对零件的加工。
当刀具半径发生变化时,不需要修改零件程序,只需修改刀具半径寄存器中的刀具直径值。
现代CNC系统一般都设置有16,32,64或更多个可编程刀具偏置寄存器,并对刀具进行编号,专供刀具补偿之用。
进行数控编程时,只需调用刀具补偿参数所对应的寄存器编号即可加工,在加工时,CNC系统将该编号对应的刀具半径值从寄存器中取出,对刀具中心轨迹进行补偿计算,生成实际的刀具中心轨迹。
刀补执行时,采用交点运算方式,即每段开始前先行读入两段,计算其交点,自动按启动阶段的矢量作出每个前进方向的左侧或右侧加上刀补矢量路径。
二、刀具半径补偿在应用中的错误分析
1、刀具半径建立指令的正确使用方法
建立刀具补偿指令用G41或G42,取消刀具补偿指令用G40
格式为:
G01G41(G42)G17(G18,G19)XYD,
G01G40XY
其中G41为左刀补,在加工外轮廓时为顺时针加工,加工内轮廓时为逆时针加工;G42为右刀补,在加工外轮廓时为逆时针加工,加工内轮廓时为顺时针加工。
首先应指明补偿平面,数控系统一般默认为G17,可省略,若要在yoz,xoz平面进行补偿时需指明,不可省略,而且刀具半径补偿平面的切换必须在补偿取消方式下进行。
刀具半径补偿的建立与取消只能用G00或G01,而不能用G02或G03。
如图1所示的切削外轮廓,如采用下面程序则会报警。
图1错误刀补
%1234
N10G54G90G00X20Y0T01S800M03
N20G41G03X20Y20R10D01F200
N30G02X20Y60R20
N40G01X50Y60
N50G02X50Y20R20
N60G03X50Y0R10
N70G40G00X0Y0M05
N80M30
N20程序段中半径补偿指令中用G03希望使零件表面不产生进刀痕迹,但此程序将报警终止运行。
2、刀具补偿撤消时同样存在不能用G02或G03取消刀具补偿,如程序%1234中N70段改为N70G40G00X0Y0M05时,程序执行到此条时仍然报警。
3、空运行到达刀具补偿位置时注意进刀位置
从加工直线边切入工件,刀具补偿指令中终点坐标应和被加工段位于同一直线上,以避免过切现象而报警,所谓过切是指刀具空行程运行中,系统认为切削内轮廓产生刀具干涉现象,如图2所示,程序%6789
图2不合理刀补位置
%6789
N10G54G90G00X0Y0T01S800M03
N20G41G00X30Y10D01
N30G01X20Y20F200
N40Y60
N50X60
N60Y20
N70X20
N80G40G00X0Y0M05
N90M30
此程序中OE和EA构成小于90度角,刀具产生干涉而报警,若将N20和N30改为一条程序段G41G00X20Y20F200D01,或将N20改为G41G00X20Y10,N30和N40改为G01X20Y60F200,则程序正确。
4、加工内轮廓时,内轮廓两直线夹角小于90度时,采用半径补偿指令手工编程,会产生过切,如图3所示。
图3直线加工的过切
5、加工内圆弧轮廓时,设定刀具半径不应大于工作轮廓中的半径,否则系统将提示“过切或有碰撞危险,刀具干涉”等。
三、实例分析
毛坯为120mmX60mmX10mm板材,5mm深的外轮廓已粗加工过,周边留2mm余量,要求加工出如图4所示的外轮廓及Ф20mm的孔,工件为铝(在此只以加工外轮廓为例)
图4加工实例
%5566(零点在O点)
N10G54G90G00X0Y-20Z-5
N20G01G41Y-10D01F200
N30Y30
N40X10Y40
N50X21.8
N60G02X52.3Y35R20
N70G03X69.6Y25R20
N80G01X80Y25
N90Y0
N100X-10
N110G40G00X0Y0Z50M05
N120M30
四、结论
1、采用刀具半径补偿便于控制零件尺寸精度,当发现零件尺寸产生过切或不足时,只需修改刀具寄存器地址中刀具半径数值,方便控制尺寸精度。
2、采用刀具半径补偿便于简化编程,直接采用理论轮廓,特别是对于复杂内外轮廓编程会大大简化计算。
3、利用刀补指令使粗、精加工程序简化,刀补数值的大小取决于刀补寄存器地址数值,利用刀补指令编程后,可采用同一程序,同一把刀具,完成不同的切削余量加工,也就是说采用同一把刀具完成粗精加工时,不修改程序,不编写新程序,就可以完成全部加工。
五、结束语
刀具半径补偿指令是数控编程中应用最广最重要的指令,正确应用刀具半径补偿对复杂零件简化编程计算和提高零件精度具有举足轻重的作用。
本文根据教学过程式中学生出现的问题及应用的技巧,对刀具半径补偿用法作出总结,供广大数控加工编程人员参考,从而更好地应用刀具补偿编程,优化程序,提高编程效率和零件加工精度。
参考文献
[1]王平数控机床与编程实用教程化学工业出版社2004
[2]张超英谢富春数控编程技术化学工业出版社2004
 升级会员
升级会员 