数控编程任务书.docx
《数控编程任务书.docx》由会员分享,可在线阅读,更多相关《数控编程任务书.docx(7页珍藏版)》请在冰豆网上搜索。
数控编程任务书
数控编程任务书
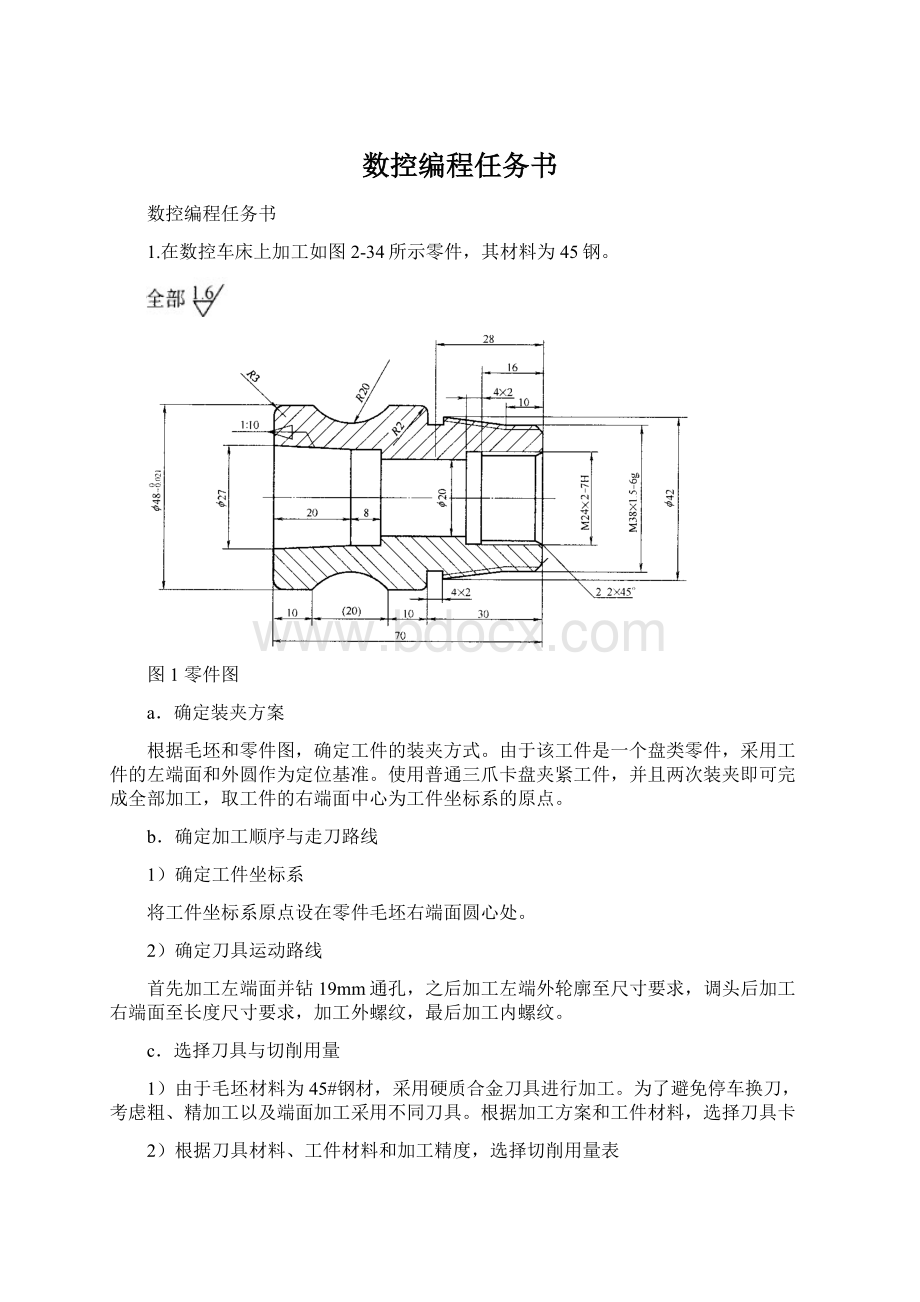
1.在数控车床上加工如图2-34所示零件,其材料为45钢。
图1零件图
a.确定装夹方案
根据毛坯和零件图,确定工件的装夹方式。
由于该工件是一个盘类零件,采用工件的左端面和外圆作为定位基准。
使用普通三爪卡盘夹紧工件,并且两次装夹即可完成全部加工,取工件的右端面中心为工件坐标系的原点。
b.确定加工顺序与走刀路线
1)确定工件坐标系
将工件坐标系原点设在零件毛坯右端面圆心处。
2)确定刀具运动路线
首先加工左端面并钻19mm通孔,之后加工左端外轮廓至尺寸要求,调头后加工右端面至长度尺寸要求,加工外螺纹,最后加工内螺纹。
c.选择刀具与切削用量
1)由于毛坯材料为45#钢材,采用硬质合金刀具进行加工。
为了避免停车换刀,考虑粗、精加工以及端面加工采用不同刀具。
根据加工方案和工件材料,选择刀具卡
2)根据刀具材料、工件材料和加工精度,选择切削用量表
2、在数控车床上加工如图2-30所示零件,其材料为HT200。
图2盘类零件
a.确定装夹方案
根据毛坯和零件图,确定工件的装夹方式。
由于该工件是一个盘类零件,并且这个零件的壁厚较大,所以采用工件的左端面和外圆作为定位基准。
使用普通三爪卡盘夹紧工件,并且两次装夹即可完成全部加工,取工件的右端面中心为工件坐标系的原点。
b.确定加工顺序与走刀路线
1)确定工件坐标系
将工件坐标系原点设在零件毛坯右端面圆心处。
2)确定刀具运动路线
首先加工工件右端面及Φ70外圆和台阶面,调头后加工工件另一边,最后镗孔并加工两个皮带槽。
c.选择刀具与切削用量
1)由于毛坯材料为45#钢材,采用硬质合金刀具进行加工。
为了避免停车换刀,考虑粗、精加工以及端面加工采用不同刀具。
2)根据刀具材料、工件材料和加工精度,选择切削用量表
3、如图6-32所示,该零件为一箱体类零件,现要加工其上的Φ34mm孔、Φ30mm孔、Φ8.1mm孔和4个M8螺纹孔。
除了螺蚊孔外,其它孔的尺寸精度要求都比较高。
图3箱体零件
加工工艺设计
Φ34mm孔加工采用粗镗、半精镗和铰孔加工。
Φ30mm孔先钻,再半精镗、饺孔。
Φ8.1mm孔先钻孔,再铰孔。
螺纹孔先钻底孔,再攻螺纹。
4、如图6-34所示零件,要求在一个平面上加工一个“品”字槽,槽的底部和两侧表面粗糙度为Ra3.2,槽的外形和深度尺寸有公差要求。
图4平面槽零件
工艺分析
该工件外形比较方正,外形已在前道工序加工完毕,以加工过的底面为基准,用平口钳直接装夹即可。
首先加工Φ12圆凸台,再加工35×35的正方形,第一次切深2.5MM,第二次切深2MM。
最后一次精加工,达到尺寸要求;加工完一个槽后,用相同的方法加工另两个槽。
选择刀具:
因要求能够轴向切入,槽宽11.5mm,所以选用Φ10的平底立铣刀。
确定切削用量:
根据机床情况选用相应的切削用量,初步可选主轴转速800r/min,进给量60mm/min。
例:
如图6-33所示为一连杆零件,由大小不同的两个圆柱组成,材料为铸铁,要求精加工其外圆轮廓。
两个内孔已加工好。
图6-33连杆零件
2.工艺分析
加工外形轮廓,可以以两个内孔定位装夹,先铣出台阶上的两个圆柱体和台阶的上表面,再加工整个外形。
为了达到较好的加工表面质量,采用圆弧切向方式进刀。
考虑工件尺寸和走刀次数,选用Φ20的立铣刀进行加工。
切削用量的确定:
主轴转速800r/min,进给速度100mm/min。
刀具卡及工序卡如表6-37、6-38所示。
表6-37数控加工刀具卡
表6-38数控加工工序卡
3.程序编制
(1)确定编程原点
从图中可以看出,该零件的设计基准应是两个孔的中心,高度方向为下底面,因此编程原点可以确定为Φ40中心和下底面。
(2)编写加工程序
表6-39加工程序清单
设备
加工中心
系统
HNC-21M
零件号
刀具卡
工艺卡号
程序
注释
•O0010;
N10G54G90G00X0Y0;
N15Z30.;
N20X32.Y0.S800M03M08;
N30G01Z8.F20;
N40G42D1Y-12
N50G02X20.Y0I-12.J0Fl00;
N60G03X20.Y0.I-20.J0.
N80G02X32.Y12R12;
N85G00G40X32Y0
N90G00Z30.;
N100X-122.Y0.;
N110G01Z8.F20;
N115G42D1Y12
N120G02X-110.Y0.I0.J12F100;
N130G03X-110.Y0I12.J0.;
N140G02X-122.Y-12I-12.J0.;
N150G00G40Y0;
N160G00Z30.;
N170X32.Y0.;
N180G01Z-1.F20;
N185G42D1Y-12
N190G02X20.Y0I-12.J0Fl00;
N200G03XBYBI-20.J0.;
N210G01XEYE;
N220G03YGIEJE;
N230G01XDYD;
N240G03X20.Y0.IDJD;
N250G02X32.Y12.I12.J0.;
N255G00G40Y0;
N260G00Z30.;
N270M30
程序号
G54中存放编程原点坐标
进刀至安全高度,原点上方30MM处
移动到工件外部,启动主轴冷却液
下降到加工高度
引入刀补
进刀圆弧
加工Φ40外圆
退刀圆弧
注消刀补
移动到左边圆柱外部
下降到加工高度
引入刀补
进刀圆弧
加工Φ20外圆
退刀圆弧
注消刀补
加工AB段圆弧
加工BE直线
加工EFG圆弧
加工GD直线
加工DA圆弧
 升级会员
升级会员 