4Cr13游标卡尺的热处理工艺资料.docx
《4Cr13游标卡尺的热处理工艺资料.docx》由会员分享,可在线阅读,更多相关《4Cr13游标卡尺的热处理工艺资料.docx(21页珍藏版)》请在冰豆网上搜索。
4Cr13游标卡尺的热处理工艺资料
4Cr13游标卡尺的热处理工艺
摘要:
在当今社会对机械加工精度的日益苛刻的前提下,简要分析讨论制造游标卡尺的材料选择,热处理工艺加工。
本文就是针对通过4Cr3不锈钢游标卡尺的热处理工艺,了解4Cr13不锈钢的在正火、淬火、回火的组织特性,选择合理的量具制造工艺要求。
关键词:
游标卡尺4Cr13不锈钢热处理
一、游标卡尺的结构
随着现代社会科技发展要求,对于加工工件精度要求越来越严格,所以近些年来,市场上对游标卡尺的精度、材料、处理工艺等条件要求也越来越高。
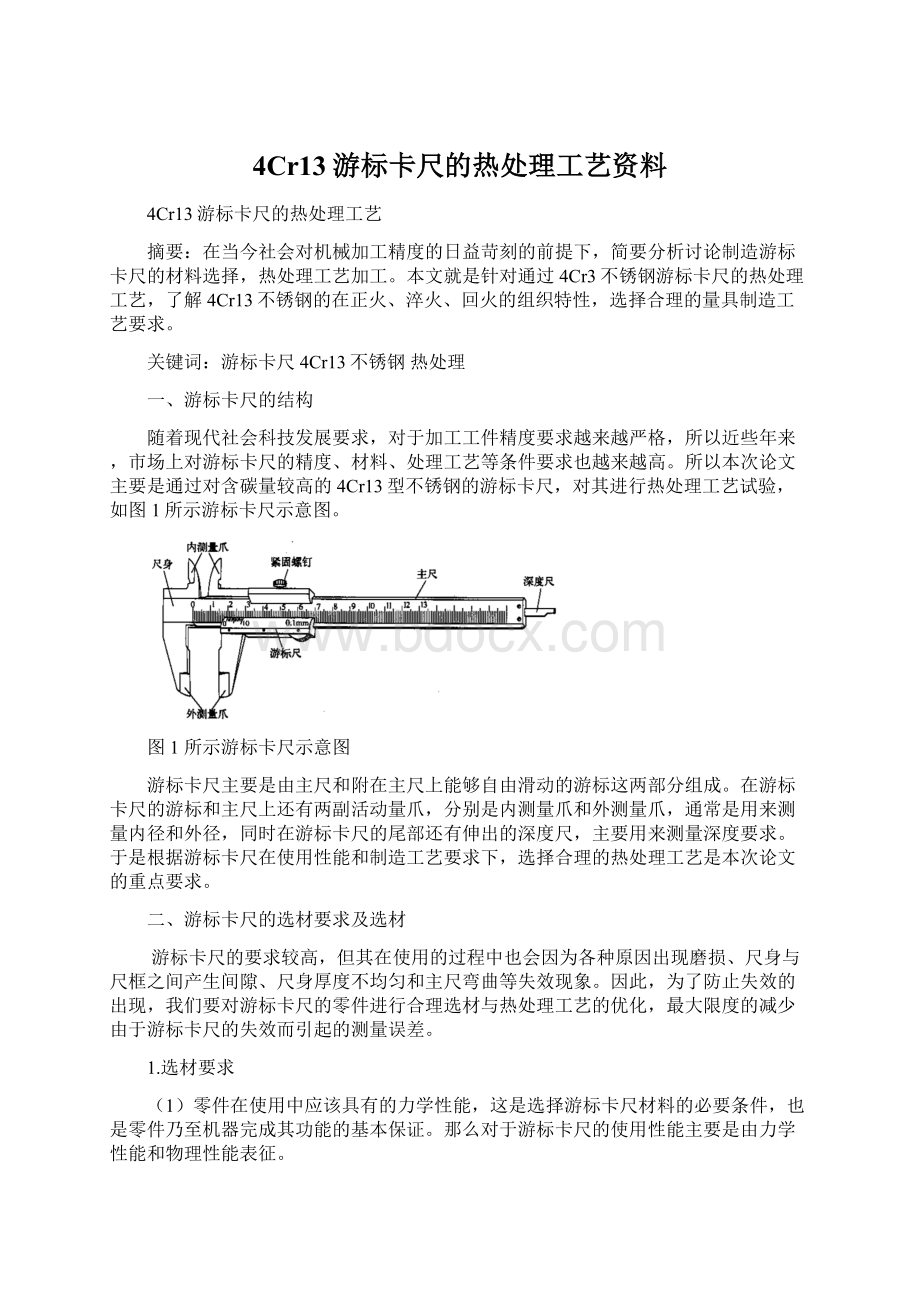
所以本次论文主要是通过对含碳量较高的4Cr13型不锈钢的游标卡尺,对其进行热处理工艺试验,如图1所示游标卡尺示意图。
图1所示游标卡尺示意图
游标卡尺主要是由主尺和附在主尺上能够自由滑动的游标这两部分组成。
在游标卡尺的游标和主尺上还有两副活动量爪,分别是内测量爪和外测量爪,通常是用来测量内径和外径,同时在游标卡尺的尾部还有伸出的深度尺,主要用来测量深度要求。
于是根据游标卡尺在使用性能和制造工艺要求下,选择合理的热处理工艺是本次论文的重点要求。
二、游标卡尺的选材要求及选材
游标卡尺的要求较高,但其在使用的过程中也会因为各种原因出现磨损、尺身与尺框之间产生间隙、尺身厚度不均匀和主尺弯曲等失效现象。
因此,为了防止失效的出现,我们要对游标卡尺的零件进行合理选材与热处理工艺的优化,最大限度的减少由于游标卡尺的失效而引起的测量误差。
1.选材要求
(1)零件在使用中应该具有的力学性能,这是选择游标卡尺材料的必要条件,也是零件乃至机器完成其功能的基本保证。
那么对于游标卡尺的使用性能主要是由力学性能和物理性能表征。
(2)材料要具有制成制品之后,能够在较长时间内完成预定的工作同时不会被破坏。
(3)材料能够适应各种加工工艺,同时获得所要求的使用性能或形状。
(4)材料选择是不一定是最贵的,但是一定是要最适合用来加工该零件的,并且要使总成本降到最低或市场效益最大。
(5)材料的选择要适合该种工具的工作环境要求。
2.选材
于是,通过查询资料我们知道常用的几种用于制造游标卡尺的钢材料,主要是碳素工具钢、不锈铬钢、合金工具钢等钢材料。
(1)碳素工具钢
制造游标卡尺通常选T8A、T9或T10A钢,因为这些钢不仅退火硬度低而且价格很便宜,同时加工性能较好。
碳素工具钢也会随着碳含量升高,其耐磨性也会提高。
同时随着含碳量的升高,淬火后也更加容易得到马氏体。
综合以上,对于碳素工具钢可以选用T10A钢可以作为游标卡尺的主尺、游标、量爪等零件的制造材料。
(2)不锈钢。
如果选用不锈钢作为制造游标卡尺的材料,通常可以选择2Cr13、3Cr13和4Cr13及8Cr16钢。
但是4Cr13钢比同样条件下,其他的几种不锈钢得到的马氏体具有更好的抗锈蚀性、耐磨性,通过金相显微镜观察发现其碳化物分布更均匀。
于是同样可以选用4Cr13钢作为游标卡尺的主尺和游标的制造材料。
(3)合金工具钢
利用合金工具钢制造游标卡尺通常可以从GCr15、9CrWMn和CrWMn钢中选择,这些材料都具有较好的淬透性、耐磨性和尺寸稳定性,并且也都符合制造游标卡尺的硬指标要求。
但是合金工具钢的硬度较高,韧性不足,而且在价格上也要高于其他两种型号的钢材。
所以在合金工具钢中,GCr15钢是本组型号钢的较好选择。
(4)小结
游标卡尺在制造工艺和使用性能上有一定的要求:
要具有较宽的高硬度淬火加热区间,保证工件具有较高的使用寿命。
热处理变形小,尽量减少由于热处理造成的变形。
加工后组织性能稳定,以保证游标卡尺在使用过程中的稳定性要求。
切削加工性能较好,易于达到尺寸配合精度。
综合游标卡尺的性能要求以及各种型号钢材的评比结果要求,4Cr13钢和GCr15钢是较好的选择,但是从价格及加工成本上来讲,4Cr13钢是更好的选择。
所以最终选定4Cr13钢作为游标卡尺的主尺和游标、量爪及框架的制造材料。
三、热处理工艺选择
1.预备热处理的选择
对于4Cr13钢制的游标卡尺的尺身而言,预备热处理可采用退火、正火、等温球化退火、高温回火等热处理工艺。
然而,如果采用等温球化退火工艺作为游标卡尺的尺身预备热处理工艺,可得到球化体组织,能够得到钢的最佳塑性和最低硬度,能够很大程度上改善切削加工性能,同时为最终热处理做最好的组织准备;如果原毛坯中有网状碳化物,还要先进行正火以消除网状碳化物,然后再进行球化退火。
所以通过采用等温球化退火工艺作为游标卡尺的主尺预备热处理工艺较为合适。
2.最终热处理的确定
最终热处理可以采用淬火+低温回火。
淬火可以提高工件的硬度和耐磨性,然而,淬火完成之后还必须要有回火与之配合。
那么低温回火时,马氏体发生分解,从而析出碳化物而变成为回火马氏体,消除了部分的淬火应力;还能够愈合在淬火时产生的微裂纹;也可以在较小程度下降低加工件的硬度,明显地提高钢的韧性。
这就满足了游标卡尺对高硬度、高耐磨性以及适当的韧性的要求。
3.研究意义
游标卡尺在生产和科研中发挥着重要作用,有一定的市场需求。
为了满足现代社会发展的需要,我们要选择合理的制造材料,同时也要选择最合适的热处理工艺,最大限度的提高游标卡尺的使用性能。
故此,研究和优化游标卡尺的选材与热处理工艺的意义,就是能够大幅降低生产成本获得更好的使用性能,为加工生产提供最可靠的保障。
四、热处理工艺制定
1.4Cr13钢的成分和性能
在设计工艺前,有必要先对4Cr13钢的成分和性能进行讨论,然后再根据其成分和性能设计工艺。
高碳铬工具钢4Cr13是世界上生产量最主要的工具钢,占世界工具钢生产总量的65%以上。
4Cr13钢是一种合金含量较少,具有良好性能,应用最广泛的高碳铬工具钢。
以至于现在我们所用的车刀、铣刀、铰刀等很多刀具,量具都使用4Cr13钢。
4Cr13钢经过淬火加回火后具有较高的硬度、均匀的组织、良好的耐磨性、高的接触疲劳性能。
(1)4Cr13的化学成分及其特点
碳C:
0.36~0.45
铬Cr:
12.00~14.00
硅Si:
≤0.60
锰Mn:
≤0.80
镍Ni:
允许含有≤0.60
从4Cr13不锈钢的化学成分中我们不难看出以下特点:
4Cr13钢含碳量很高,属于过共析钢。
大量的碳将会有一部分存在于马氏体基体中,以强化马氏体;另一部分碳形成足够数量的碳化物以获得较高的耐磨性和硬度;但是碳含量过高也会增加碳化物分布的不均匀性,容易生成网状碳化物而降低该钢的性能。
Cr元素的含量较高,其作用主要是提高钢的淬透性和钢的耐腐蚀性能。
钢中部分铬形成的合金渗碳体在淬火加热时溶解较慢,可减少过热倾向,经过热处理后可以细化晶粒;使碳化物能以细小质点均匀分布于钢基体组织中,既可提高钢的回火稳定性,又可提高钢的硬度,进而提高钢的耐磨性和接触疲劳强度。
加入硅、锰、镍等元素能够进一步提高该钢的淬透性。
(2)4Cr13钢的力学性能
硬度:
退火≤201HB,压痕直径3.9~4.3mm,淬火≥50HV
(3)热处理工艺要求:
热处理规范:
退火750~800℃缓冷或约750℃快冷;
淬火1050~1100℃油冷;
回火200~300℃快冷。
金相组织:
组织特征为马氏体型。
该钢抗氧化性好,可在600~650℃长期使用。
如表1所示4Cr13不锈钢的热处理工艺
表14Cr13钢的热处理
项目
退火
淬火
回火
加热温度/℃
800~900
950~1050
400~600
冷却
炉冷
油冷
空冷
五、加工工艺流程制定
零件加工工艺流程
1.设备的选择
选用适当的热处理设备依据是热处理工艺的类型,产品零件的特性,即零件形状、尺寸、质量和材料,产品技术要求和精度,产品生产量和劳动量,所用能源、气氛及淬火介质的物质条件。
(1)热处理炉型选择
在工业生产上,为了降低生产成本,通常采用盐浴炉进行加热,工件在浴炉中加热与液体介质相接触,靠对流换热。
但是依靠盐浴炉加热时对加工件表面清理工作量较大,于是为了快速加热,同时使变形较小,可以采用电阻炉进行加热。
与盐浴炉相比,电阻炉具有装料多,适合于各种型号零件的加热,同时不需要消耗盐、碱等介质,减少了污染环境,还不需要对零件表面进行清理;零件能够随着电阻炉的冷却而冷却,正好能够满足预备热处理必须要随炉冷却这一阶段。
于是本论文中采用井式电阻炉进行加热。
由4Cr13钢的热处理温度我们能够知道,预备热处理和最终热处理的加热温度均低于950℃,所以可以采用RJ-65-9型号的中温井式电阻炉,如图2所示的中温井式电阻炉。
图2的中温井式电阻炉
中温井式电阻炉RJ-65-9技术规格:
额定功率:
65KW;
额定电压:
380V;
额定温度:
950℃;
炉膛尺寸(mm):
Φ600×1600;
外形尺寸(mm):
1800×1760×3180;
最大一次装载量:
700Kg;
加热区:
2;
相数:
3;
重量:
4000Kg。
(2)其它设备及要求
磨床设备
为了保证加工工件的表面质量,对游标卡尺的主尺进行磨削加工处理,本文中主要使用卧轴矩台平面磨床,如图3所示卧轴矩台平面磨床M7130。
图3卧轴矩台平面磨床M7130
检测设备
工件加工完成之后要对工件的硬度要求进行测量,本论文主要是利用维氏硬度计检测4Cr13钢的游标卡尺的主尺部分,如图4所示维氏硬度计。
图4维氏硬度计
矫直设备
游标卡尺主尺部位加工完成之后,要进行矫直处理,增加游标卡尺的精度要求和形状要求,由于采用的钢材料是不锈钢,其硬度较大,于是使用YJ系列悬臂式型钢矫直机,如图5所示悬臂式型钢矫直机YJ550,其主要参数:
平均辊距:
500mm;
辊数:
9+1;
可矫型钢最大尺寸和规格:
20×150;
矫直速度M/S:
1.5;
主电机功率/KW:
75。
图5悬臂式型钢矫直机YJ550
清洗设备
清洗设备有连续式,室式,槽式等清洗机和清洗槽,那么多数清洗机是与加热淬火设备配套使用的,应根据受热处理件的批量和淬火炉的操作方式进行选择。
零件在热处理前需清除锈斑,油渍,污垢等清洗工作,以保证不阻碍加热和冷却。
那么经过热处理之后也需要进行清洗,以去除零件表面氧化皮,不影响下道工序加工。
选用一般清洗机即可,那么我们直接是通过在工厂设备进行清洗,适合大批量生产,所以选用有输送带式清洗机的清洗设备,如图6所示选用QXLT型清洗机。
图6QXLT型清洗机
2、预备热处理
若供货状态为球化退火则进行下一道工序,否则进行预备热处理。
对于4Cr13钢制的游标卡尺尺身而言,预备热处理可采用工艺如表2所示的4Cr13钢预备热处理。
然而此时采用了等温球化退火工艺来作为游标卡尺尺身的预备热处理工艺。
因为球化退火可得到球化体组织,使钢具有最佳塑性和最低硬度,为最终热处理做组织准备,还可使切削加工性有很大的改善。
如果原材料原始组织中有网状碳化物,则先进行正火(消除碳化物)然后再进行球化退火。
表24Cr13钢预备热处理
钢号
工艺名称
工艺要点
硬度(HBS)
4Cr13
退火
790~810℃保温2~6h,以10~30℃/h,冷至650℃以下,出炉空冷
170~207
等温球化退火
780~790℃保温2~4h,炉冷至700~720℃保温3~6h,再炉冷至600℃以下,出炉空冷
179~207
正火
900~950℃保温1~2h,分散空冷
270~390
高温回火
600~700℃保温后空冷
229~285
3、机械加工
通过数控加工的方法对游标卡尺零件进行加工,数控加工过程中,首先应根据零件图样进行工艺分析、处理,确定机床的切削用量、工步的安排、进给路线、加工余量及刀具的尺寸和型号等,然后再能编制加工程序。
编好相应的加工程序,确定合适的切削用量并通过计算。
主轴转速n。
一般根据切削速度来选定。
计算公式为:
n = VC×1000/(π×DC)
式中:
DC—刀具直径(mm)
VC--切削速度(m/min)。
在使用球头刀时要做一些调整,球头刀的计算直径De小于铣刀直径DC。
De={D2C–(DC –2×Pa)2}×0.5
式中:
DC—铣刀直径(mm)
Pa—背吃刀量
而 n = VC×1000/(π×De)
进给速度Vf:
Vf = n×z×fL
式中:
Vf —工作台的进给量(mm/min);
n—主轴转速(r/min);
z—刀具齿数;
fL—进给量(mm/齿),由刀具供应商提供
4、最终热处理
淬火保温时间
淬火保温时间是指工件装炉后,从炉温回升到淬火温度时算起,直到出炉为止所需要的时间。
而淬火保温时间可根据如下经验公式估算。
其中,t—加热时间min,
—加热系数(min/mm或s/mm),
D—工件有效厚度(mm),
K—装炉条件修正系数,通常取1~1.5。
稳定化处理
低温回火前,在200~225℃较长时间(约8h)回火,以增加卡尺尺身的尺寸稳定性。
这样可使得残余奥氏体充分溶解,同时释内放应力,使工件尺寸稳定性提高。
低温回火
低温回火时,马氏体发生分解析出
碳化物而成为回火马氏体,淬火应力得到部分消除。
淬火时产生的微裂纹也大部分得到愈合,因此低温回火可以在很少降低硬度的同时使钢的韧性明显提高。
这就满足了卡尺对高硬度、高耐磨性以及适当的韧性的要求。
对于这一工艺的可行性已通过实验得到验证。
为了达到良好的尺寸稳定性,回火前增加冷处理工艺或采用200~225℃较长时间(约8h)回火,这里采用后者。
综合以上,得到“淬火+低温回火”的热处理工艺亦即最终热处理工艺。
5、校直、研磨
(1)矫直
机械加工完成之后,由于加工的需求,要对游标卡尺主尺部分进行矫直处理,从而提高其平直度。
在辊式矫直机中经过交错排列的矫直辊的多次反向弯曲,原始曲率的不均匀度逐渐减小,进而矫平。
校直质量要求
凡经校直的工件,应100%检查变形,复查硬度。
检查零件的夹角、小孔、键槽及螺纹等部位是否有损伤。
必要时应用探伤方法检查工件有无裂纹,要特别注意加压、锤击部位的微细裂纹。
凡经校直的工件,均应进行去应力回火,回火温度不应引起硬度下降,回火时问应超过2小时,除有回火脆性的工件应快冷外,一般用空冷。
(2)研磨
将工件样品固定在卧轴矩台平面磨床工作台上,进行研磨处理,设定好研磨机参数之后,在研具表层涂抹一层研磨剂,有促进研磨、润滑和冷却作用。
6、检测处理
用装有正四棱锥形金刚石压头的HV1000型Vickers显微硬度计,其压头梭锥两对面夹角为136°,调节使10×物镜位于主体正前方位置,转动升降丝杆使试验台上升,直至试样表面清晰成像。
在350N压力作用下压入试样表面,保持载荷时间30s后,卸除试验压力,可得到金刚石压头压入材料的痕迹,如图7所示硬度计的压痕。
图7硬度计压痕
7、清洗、刻线
(1)清洗
为避免污染工作场地和环境以及实现废物的回收利用,所有经机械加工、热处理前的零件都必须进行清洗,以除去其表面油脂、污物、切削液和金属碎屑。
用油淬火的零件在进入回火炉前也必须清洗,除去表面氧化皮,为此需要使用清洗液。
后者是用单一或多种化学品配置的水溶液。
清洗机理
清洗剂靠物理和化学反应起作用。
有些污染物是被清洗剂包围发生反应后被清除的,碱性清洗剂和脂性污物发生皂化作用被清除,溶于水的污物被清洗剂溶解;一些乳化洗涤剂把油脂溶解形成乳白色乳化剂使其清除,润湿剂或表面活性剂是清洗剂的关键成分,可降低液体表面张力,使清洗液易于渗入污物与工件表面的界面。
撞击和搅动属物理作用。
碰撞靠清洗剂的喷射来实现,通过一系列喷嘴在高压下把液体冲向工件,搅拌仅适用于浸泡清洗,浸泡清洗剂的效果只取决于其洗净能力,把空气或蒸汽吹入清洗剂的搅动作用非常有助于污物的彻底清理。
清洗步骤
工件装框完毕后用行车吊至清洗机清洗,清洗时要平稳开动行车,不可使清洗框与其他物件碰撞,以免碰伤工件。
所有有孔的工件清洗机清洗后要用高服气将孔吹干净.不好装框的工件用吊环和钢丝绳吊至清洗机清洗。
精密工件和清洗机无法清洗的工件可以用酒精或丙酮将工件擦洗干净。
(2)刻线
很久以来,量具生产厂家对量具线条的加工工艺一直以照相、腐蚀工艺为主。
线条加工工艺复杂,工序繁多,而且接触酸、苯及铬醉等化学物品,对人体存在危害,对环境构成污染隐患。
近几年来,随着激光制造技术的迅速发展及在各个领域的广泛应用,针对线条刻制的激光刻线机得到研发生产,激光刻线工艺逐渐被量具厂家所使用。
目前常见的激光刻线机有灯泵激光刻线机、半导体激光刻线机和光纤激光刻线机二种。
本次试验选用激光刻线工艺,其刻线工艺流程如下:
整个流程操作简单,方便快捷,整个流程只需要一个操作者即可,易于掌握控制;
工艺不接触化学药品,无污染源;
所需要的耗材根据使用的刻线扫L不同而不同.光纤激光刻线机几乎不需要什么辅助耗材,只需要定期做以简单维护即可;
激光刻线工艺属单件加工,比照相腐蚀工艺效率略低。
但激光刻线的废品率要小很多,废品率仅为9%;
标刻后的线条整齐、字图归整。
8、检验并入库
通过加工组装完成之后,对游标卡尺进行检测,主要检测其测量精度和要求,并对检测的结果做好相应的记录,将合格的游标卡尺入库保存。
六、实验热处理工艺与组织分析
在实验中,需进行正火、淬火、淬火+低温回火、淬火+中温回火和淬火+高温回火等工艺。
通过对实验试样的组织分析,在设计游标卡尺零件热处理工艺时选择了合理的热处理工艺。
(1)正火工艺及其组织分析
正火工艺
正火可以细化晶粒,使组织均匀化,也可消除高碳钢的网状碳化物。
其工艺是将钢加热到Ac3或Accm以上30~50℃保温,然后在室温的静止空气中自然冷却。
4Cr13钢的Ac3为900℃,故其正火工艺曲线如图8。
图84Cr13钢正火工艺曲线
组织分析
(a)正火200×(b)正火500×(c)正火200×
图9经4%硝酸酒精溶液腐蚀,不同放大倍数下4Cr13钢正火显微组织(a)(b)(c)。
试样正火后其组织如图9所示,实验测得其硬度为354HBS,这比试样退火后的硬度高。
图中,渗碳体细小、均匀、弥散地分布,而珠光体组织也较细小。
细小均匀的组织使得4Cr13钢的缺陷减少(消除了网状碳化物)、切削性能得到改善。
故正火也可作为预备热处理。
(2)淬火工艺及其组织分析
淬火工艺
淬火就是将钢加热到临界温度(Ac3或Ac1)以上,保温一定时间使之奥氏体化后,以大于临界冷却速度的冷速进行冷却的一种工艺过程。
由于4Cr13钢是高碳钢,故采用不完全淬火,其具体工艺曲线如图10所示。
图104Cr13钢淬火工艺曲线
组织分析
试样淬火后组织如图11所示,实验测得其硬度为62~65HRC。
以(b)图为例,浅灰色基体为隐针状马氏体,细小白色颗粒为碳化物。
这种马氏体亚结构主要为孪晶,从而使4Cr13钢具有较高的强硬度。
(a)×200(b)×500(c)×1000
图11经4%硝酸酒精溶液腐蚀,不同放大倍数下4Cr13钢淬火显微组织(a)(b)(c)
(3)淬火+低温回火工艺及其组织分析
淬火+低温回火工艺
一般来说,淬火后还必须有回火与之配合,以提高硬度和耐磨性及强韧性(释放淬火内应力)。
最终得到隐晶马氏体和细粒状碳化物,即回火马氏体。
故其工艺曲线如图12所示。
图124Cr13钢淬火+低温回火工艺曲线
2组织与性能分析
(a)×200(b)×500(c)×1000
图13经4%硝酸酒精溶液腐蚀,不同放大倍数4Cr13钢淬火+低温回火显微组织(a)(b)(c)
由图13组织知,基体为回火马氏体,白色点、粒状为未溶解的碳化物,轻微白色带状为聚集分布的颗粒状碳化物所构成的轻微带状偏析。
这是由于凝固时产生了枝晶偏析,因而在轧制后,出现带状偏析,它使钢材在球化退火以及淬火、回火后获得不均匀的显微组织,从而使钢的力学性能,尤其是疲劳性能下降。
实验测得其硬度为61~64HRC,可以满足生产要求。
(4)淬火+中温回火工艺及其组织分析
淬火+中温回火工艺
淬火+中温回火工艺曲线如图14所示。
图144Cr13钢淬火+中温回火工艺曲线
组织与性能分析
(a)×200(b)×500(c)×1000
图15经4%硝酸酒精溶液腐蚀,不同放大倍数下4Cr13钢淬火+中温回火显微组织(a)(b)(c)
由图15组织知,试样经淬火+中温回火得到回火屈氏体,即为α相和细小的K(碳化物)。
K和α不再保持共格联系,共格强化消失。
因碳化物稍大,弥散强化作用降低,使其硬度相对低温回火试样的硬度低,塑性升高。
测得试样硬度为48~50HRC,低于淬火+回火后的硬度。
(5)淬火+高温回火工艺及其组织分析
淬火+高温回火工艺
淬火+高温回火工艺工艺曲线如图16所示。
图164Cr13钢淬火+高温回火工艺曲线
组织与性能分析
(a)200×(b)500×(c)1000×
图17经4%硝酸酒精溶液腐蚀,不同放大倍数下4Cr13钢淬火+高温回火显微组织(a)(b)(c)
由图17组织知,工件经高温回火得到由铁素体和弥散分布于其中的细粒状渗碳体组成的回火索氏体,其中Fe3C粗化、球化,铁素体晶粒呈等轴状(α相发生回复再结晶)。
这使得钢的试样进一步提高,硬度降低。
测得试样硬度为375HRS.
七、结论
游标卡尺作为测量零件的强度和精密划线一种量具,它的精度、耐磨性和耐蚀性要求较高。
另外,作为量具的尺寸稳定性要求也较高。
游标卡尺主要应用于生产和科研,有一定的市场市场需求。
本文通过对游标卡尺的选材和热处理工艺的分析与设计,最终得到了以下结果:
⑴在遵循使用性原则、工艺性原则和可靠性原则及材料的环境协调性要求的基础上,先对游标卡尺进行工况分析,然后进行预选择,得出硬指标和软指标,再根据硬指标和软指标做出终选择。
最终选择了4Cr13钢来制造游标卡尺零件(除划线爪外)。
⑵从游标卡尺零件的技术要求(较高耐磨耐蚀性、表面光洁度、尺寸稳定性和较小的热处理畸变以及一定的淬透性)出发,设计了游标卡尺零件的热处理工艺。
由于球化体组织具有一个连续的、塑性好的铁素体基体,使钢具有最佳塑性和最低硬度,为最终热处理做组织准备,还可使切削加工性有很大的改善。
所以采用了等温球化退火作为预备热处理工艺。
即先将工件加热到785℃保温3h后,打开炉门冷至710℃保温4h,炉冷至600℃空冷。
为了获得较高的硬度和较好的耐磨性,最终热处理采用淬火+低温回火的工艺。
即先将工件加热至840℃保温20min后油冷,工件冷至室温后即加热至210℃保温8h,再炉冷至150℃保温135min后空冷。
为了进一步提高游标卡尺尺身的硬度、耐磨性和耐蚀性,采用了镀硬铬的工艺。
电镀硬铬工艺的流程为:
化学除油+电解除油+阴极活化+镀冲击镍+镀硬铬。
而采用激光刻线的工艺,可提高游标卡尺的测量精度。
⑶由于尺身为细长件,加热时容易变形且加热温度<950℃,故选择中温井式炉加热,其型号为:
RJ-65-9。
其他设备均为车间常用设备。
⑸分别从退火质量检测与缺陷防止和淬火质量检测与缺陷防止两个大的方面,分析讨论了氧化脱碳、硬度不足、淬火畸变与开裂、球化不
 升级会员
升级会员 