转盘轴承安装和维护.docx
《转盘轴承安装和维护.docx》由会员分享,可在线阅读,更多相关《转盘轴承安装和维护.docx(14页珍藏版)》请在冰豆网上搜索。
转盘轴承安装和维护
转盘轴承的安装
一.影响转盘轴承正常工作及寿命的主要因素:
●制造质量;
●润滑与维护;
●支撑座架结构刚度;
●支撑座架安装平面精度;
●螺栓副质量;
●螺栓安装预紧力;
●安装质量;
●超载工作。
二.安装平面基本要求
转盘轴承是一种大型薄壁环类零部件,必须与支撑座架刚性联结,若座架的安装平面不平,安装后,在螺栓紧固力的作用下,转盘轴承将随着安装平面的形状发生翘曲变形,因此,要求:
●支撑座架上的轴承安装平面最好采用机械加工方法,以保证安装平面的安装精度;
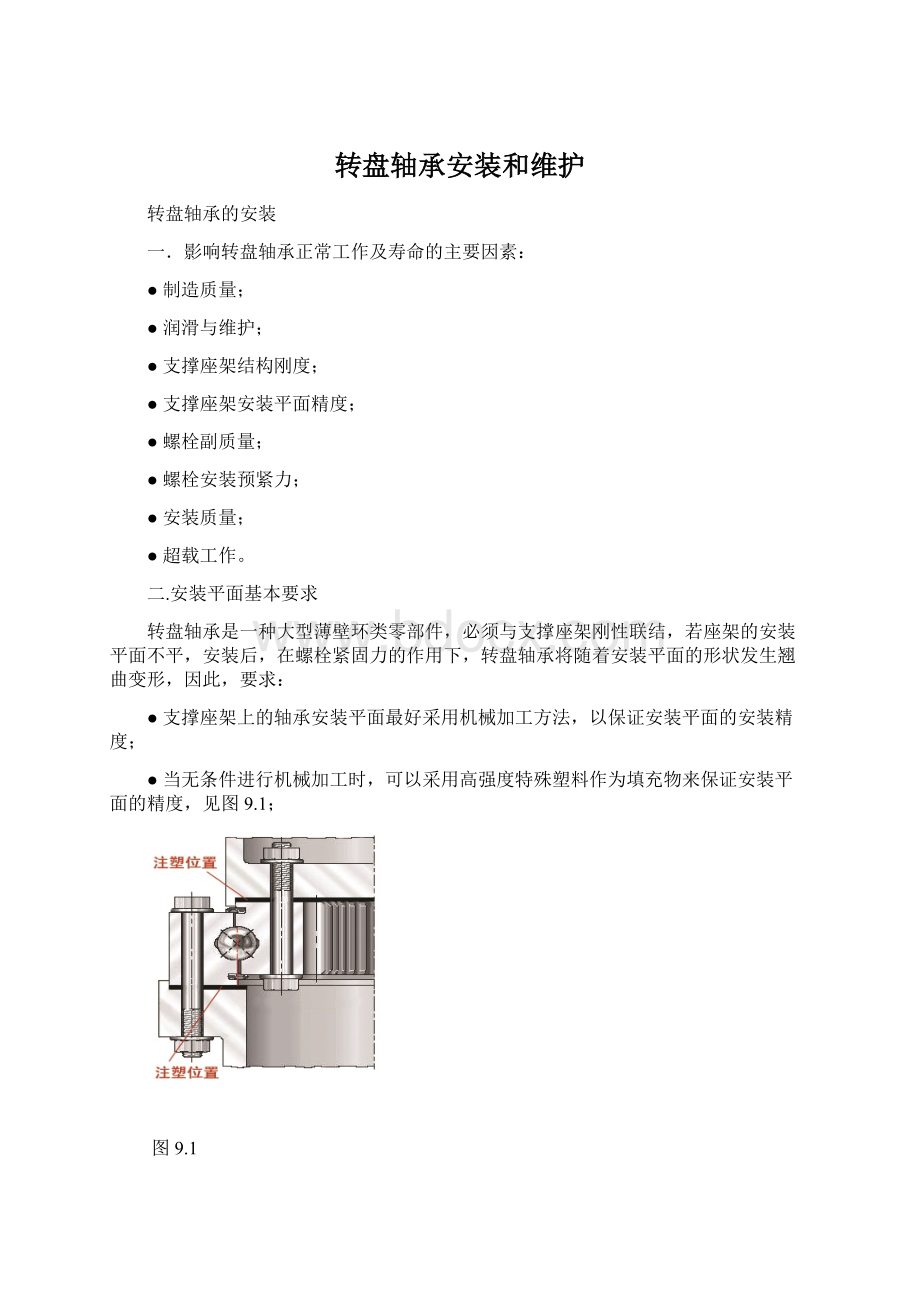
●当无条件进行机械加工时,可以采用高强度特殊塑料作为填充物来保证安装平面的精度,见图9.1;
图9.1
●支撑座架轴承安装平面的加工精度要求见表9.1~表9.2、图9.2。
表9.1
滚道中心径
平面度
超过
到
四点接触球轴承
双排异径球轴承
圆柱滚子轴承
~
1000
0.15
0.20
0.10
1000
1500
0.19
0.25
0.12
1500
2000
0.22
0.30
0.15
2000
2500
0.25
0.35
0.17
2500
4000
0.30
0.40
0.20
4000
6000
0.40
0.50
0.30
6000
8000
0.50
0.60
0.40
圆周两相邻安装孔长度上相同和相反方向倾斜度变化量:
≤0.0002L(L=1个孔距)
注:
表中平面度为最大值,该值只允许在180°范围内出现一次,并呈平稳上升或下降,不得出现波浪。
表9.2
滚道中心径(mm)
径向宽度的倾斜度∠
粗糙度Ra(μm)
超过
到
~
1000
0.10
2.5
1000
1500
0.12
2.5
1500
2000
0.12
2.5
2000
2500
0.15
3.2
2500
4000
0.20
3.2
4000
6000
0.25
3.2
6000
8000
0.30
3.2
a)平面度b)倾斜度
图9.2
三.支撑座架基本要求
支撑座架结构设计时应考虑以下问题:
●支撑座架应具有足够的轴向刚度和径向刚度,结构刚度不足,会造成垂直或水平方向的变形(见图9.3),影响轴承的载荷分布和使用寿命。
转盘轴承最大允许承载下的变形量见表9.3。
焊接件座架的安装平面厚度应不低于表9.4;
图9.3
表9.3
滚道中心径
最大允许载荷下的变形量
滚道中心径
最大允许载荷下的变形量
超过
到
超过
到
~
1000
0.6
4000
4500
3.0
1000
1500
0.8
4500
5000
3.6
1500
2000
1.0
5000
5500
4.2
2000
2500
1.3
5500
6000
4.8
2500
3000
1.6
6000
7000
5.8
3000
3500
2.0
7000
8000
7.0
3500
4000
2.5
表9.4mm
滚动体中心圆直径
最小厚度
超过
到
500
25
500
750
30
750
1000
35
1000
1250
40
1250
1500
50
1500
2000
60
2000
2500
70
2500
3000
85
●支撑座架安装平面尺寸必须大于轴承的旋转直径和轴承套圈(内圈或外圈)径向截面尺寸(见图9.4),以便承受和传递载荷,减少变形;
图9.4
1.外圈2.滚动体3.螺母4.上支撑座架5.下支撑座架6.螺栓7.内圈
●当轴承径向载荷超过轴向载荷的10%时,在支撑座架安装平面上应考虑径向定位,以防止轴承受力后产生径向位移。
径向定位制造时,定位止口尺寸的椭圆应不大于尺寸公差带的1/2;
●除特殊情况外,轴承的定位方式不推荐焊接方式。
四.螺栓副基本要求
●螺栓尺寸应符合GB/T5782和GB/T5783的规定,机械性能应不得低于GB/T3098.1规定的8.8级;
●螺母尺寸应符合GB/T6170和GB/T6175,机械性能应符合GB/T3098.2的规定;
●垫圈尺寸应符合GB/T97.1和GB/T97.2的规定,垫圈需作调质处理,不得使用弹簧垫圈;
●螺栓副应保证一定的预紧力,除特殊要求外,预紧力应为螺栓屈服极限的0.7倍。
预紧力见表9.5,螺栓夹紧长度大于5倍的螺栓直径。
表9.5
安装螺栓预紧力与预紧扭矩近似换算公式:
MA(预紧扭矩)≈FA(预紧力)*0.18/1.18*0.9*螺栓直径
例如:
螺栓强度10.9的M39安装螺栓对应的安装预紧力
FA=581000(N)
对应的预紧扭矩(近似值);
MA≈581000*0.18/1.18*0.9*0.039≈3110(NM)
五.安装
轴承安装时应符合以下要求:
●安装前,不要随意打开内外包装,以防止水分、污物等侵入,包装去除后应在短时间内安装、润滑轴承。
●安装前,应清理支撑座架安装平面,去除油污、毛刺及杂物等,见图9.5;
图9.5
●安装前,检查轴承的外观及旋转状态,如:
旋转精度、游隙、回转灵活性、密封是否安装到位、润滑剂填充等;
图9.6
●安装时,应将转盘轴承端面上标识有“S”(淬火软带)的点放置在非载荷区或载荷不经常使用区(装填塞总是位于套圈的软带处),见图9.7;
图9.7
软带标识规定:
不带齿的套圈在软带对应的非贴合端面、内圈内径面、外圈外径面标识“S”;模数在16以上的带齿套圈在软带对应的两端面标识“S”,并在端面软带标识对应的轮齿两端面标识“S”;
带齿套圈在软带对应的齿根处刷黄漆标识;不带齿的套圈在软带对应的内圈内径或外圈外径刷黄漆标识;软带重合于一处的套圈径向面只刷一道上下贯通的黄漆。
●轴承放置到支撑座架上后,应用塞尺检查轴承配合面与支撑座架安装平面贴合状态。
若有间隙存在,应对安装平面进行再加工,不能加工时,可采用注入高强度的特殊塑料或选用恰当的垫片进行充实,以防止螺栓紧固后轴承产生变形;
●安装平面上的安装孔轴线应尽量与轴承安装孔轴线保持重合,采用油润滑的轴承应注意润滑孔的位置;
●螺栓应均匀紧固,如采取顺序紧固(见图9.8)或米字形紧固(见图9.9),并确保预紧力达到规定要求;
图9.8
图9.9
●不允许在轴承上进行焊接操作,相邻零件有焊接操作时应避免热量传递给轴承,以免轴承变形或硬度发生变化。
●带齿圈的轴承,为保证轴承传动平稳性和啮合性能,在螺栓未完全拧紧之前应对齿轮进行啮合精度如接触长度、齿侧间隙(见图9.10)等项目的进行检查。
图9.10
●安装后,必须检查轴承的旋转状态,防止出现卡阻点及异常声音。
若有卡阻点,应重新调整。
●检查轴承与座架贴合面之间的间隙(见图9.11),若有支承间隙必须消除。
图9.11
●经常在露天作业的机械应对轴承增加防雨措施。
●在腐蚀环境下作业的应对轴承采取防腐措施。
转盘轴承的表面防腐处理有金属喷涂如喷铝、喷锌,喷漆,磷化处理等。
●密封
转盘轴承的密封一方面是为了防止已充填的润滑脂向外泄漏,另一方面是为了防止外界异物进入。
目前转盘轴承上广泛使用的是橡胶密封圈式密封,在日常工作中应密切注意密封的完好情况,发现问题及时更换。
六.转盘轴承维护保养须知
转盘轴承在安装调试及后期运行中的维护保养都将直接影响其使用寿命,为了能够有效提高转盘轴承的使用寿命,转盘使用单位必须掌握转盘轴承维护保养须知,并严格执行,主要内容如下:
1.为什么转盘轴承需要润滑?
转盘轴承一般工作环境恶劣,不仅承受较大的载荷和倾覆力矩,还要遭受盐雾、矿渣、粉尘、潮湿等自然环境的影响,这种情况下,充足、及时的润滑能够改善环境对转盘轴承使用寿命的影响,有效的提高转盘轴承的使用寿命,润滑的作用主要有以下几点:
a、转盘轴承要想可靠运行,必须充分润滑以防止滚动体、滚道和保持架之间的金属直接接触。
b、润滑剂保护滚动体和滚道表面不受腐蚀;有助于防止外来物的侵入;可以带走热量。
c、润滑剂的实际选择主要根据运行条件,即温度范围和速度以及周围环境的影响而定。
d、正确的润滑转盘轴承可以使轴承达到最长的使用寿命。
润滑剂在滚动体和滚道面之间产生一层油膜,即使在重负荷下,也能避免发生金属摩擦。
e、有效的润滑可以避免高额的停机损失及更换转盘轴承所需要的昂贵的更换费用及更换所承担的安全风险。
2.为什么转盘轴承必须定期检查螺栓的旋合力矩?
转盘轴承连接螺栓承受每一个工作循环内循环变化的随机交变载荷,由于受到剧烈振动、工作阻力大小、动载荷变化等偶然性因素的影响,载荷随时间呈随机变化。
螺栓预紧力不足或过量都不利转盘轴承承载,并有可能导致螺栓或转盘轴承早期失效。
由于连接螺栓压紧时接触面处的塑性变形压陷的影响,在连接螺栓装配后的早期一些时间内,预紧力必将随压陷过程的缓慢变化而不断减退。
(有的设备使用者对所使用设备至出现故障时从未检查过螺栓的预紧力,不仅影响设备的使用性能和经济性,而且成为一些故障的诱导因素,直接影响到设备部件甚至整机的使用寿命。
)
3.转盘轴承连接螺栓如何检查预紧力矩?
为避免螺栓松动造成转盘轴承局部超负荷受力而引起损坏,需要使用者在使用过程中定期检查螺栓预紧力矩,在堆取料机装机第一次使用100小时应普遍地、均匀地检查1次螺栓预紧力并拧紧,以后每500小时间隔均应检查1次。
经常在极限负荷状态下运行或工作情况恶劣的要缩短检查间隔。
每一次进行螺栓预紧力检查都必须做好详细的检查记录,并存入该机档案至该机完全停止使用方可销毁。
4、转盘轴承怎样进行润滑保养?
转盘轴承在安装后,根据客户需要填充专用润滑脂,如需要推荐润滑脂牌号可以向LYC询问,在填充润滑脂时,应边填充边转动轴承,使润滑脂均匀分布直到新的油脂开始挤出密封唇为止。
以后间隔150小时充填一次,在较高环境和灰尘多的条件下加油周期应短一些。
设备长期停止运转的前后也必须加足新的润滑脂。
齿面应每10天清除杂物一次,并涂以润滑脂。
5.转盘轴承润滑步骤:
转盘轴承分为内齿式和外齿式两种,结构类型如下:
5.1首次注油:
转盘轴承出厂前,部分转盘轴承内部已经注满油脂,由于转盘轴承出厂后至安装前可能需要存放较长的时间,内部油脂存在一定的自然损耗,所以,轴承装机后运行前需要重新进行补充注油,注油方式可以采用人工注油或注油机注油,但不论采用哪种方式,都必须在轴承密封条唇口处观察到有油脂溢出为止。
5.2观察油脂注入标准:
内齿式转盘轴承和外齿式转盘轴承观察油脂溢出部位见上图所示。
5.3日常维护注油保养:
A、人工注油:
如果没有自主润滑系统,完全依靠人工注油,首次注油后必须间隔150小时重新进行完全注油,注油时可以采用静态注油,在停机的状态下,对转盘轴承上每一个油孔进行人工注油(首先注入上排油孔,再注下排油孔),同时观察转盘轴承上部和下部密封条唇口部位是否有油脂溢出,如果有油脂溢出,该部位油孔注油完毕,待所有油孔注油完毕,旋转轴承20°角度,再重复上述注油过程。
旋转注油次数为相邻两个油孔间角度除以20°(即每隔20°注油一次)。
注油时间及油脂重量应做好记录,存入档案。
B、集中自动注油:
首次注油后,可开启自动注油系统,每天定时注入定量的油脂,满足轴承的正常使用,待间隔500小时左右,应对转盘轴承内部进行一次集中注油,特别是上排油孔应注入大量油脂至上部密封条唇口有新鲜的油脂溢出为止,注油方法可是静态注油也可以一边回转轴承一边注油。
’
静态注油参考人工注油方法,注油时间及油脂重量应做好记录,存入档案。
自动注油只需观察轴承上部密封条唇口处是否有新鲜的油脂溢出即可。
无论是人工注油或注油机注油,两个月的注脂量应达到转盘轴承内部空间所能容纳的润滑脂量;对于三排圆柱滚子组合转盘轴承,因该轴承结构上排主受力滚道空腔最大,而且上排滚道油脂会在运转中向下排滚道移动,上排注脂量应适当增大,参考值为中排和下排注脂量的130%。
5.6、自动注油泵的使用与维护
●连接油管前应仔细冲洗(或吹净)所有注油管道,使管道净化,防止脏物堵塞油管或进入润滑点损坏设备;
●必须使用清洁无污染的润滑脂;
●加脂必须从加油口用加油工具注入,以防混入空气。
●所有螺纹密封处,不允许使用生胶带,麻丝等填充物;
●使用过程中应定期检查系统有无渗漏。
5.7、分配器的使用与维护
●
分配器及系统都必须使用清洁的润滑油(脂);
●定期检查滤油(脂)器滤芯,发现堵塞应及时更换;
●分配器安装处的环境温度不宜超过80℃;
●应定时监测各分配器的工作情况,以便出现异常情况时及时处理;
 升级会员
升级会员 