倒虹吸施工方案.docx
《倒虹吸施工方案.docx》由会员分享,可在线阅读,更多相关《倒虹吸施工方案.docx(7页珍藏版)》请在冰豆网上搜索。
倒虹吸施工方案
倒虹吸施工方案
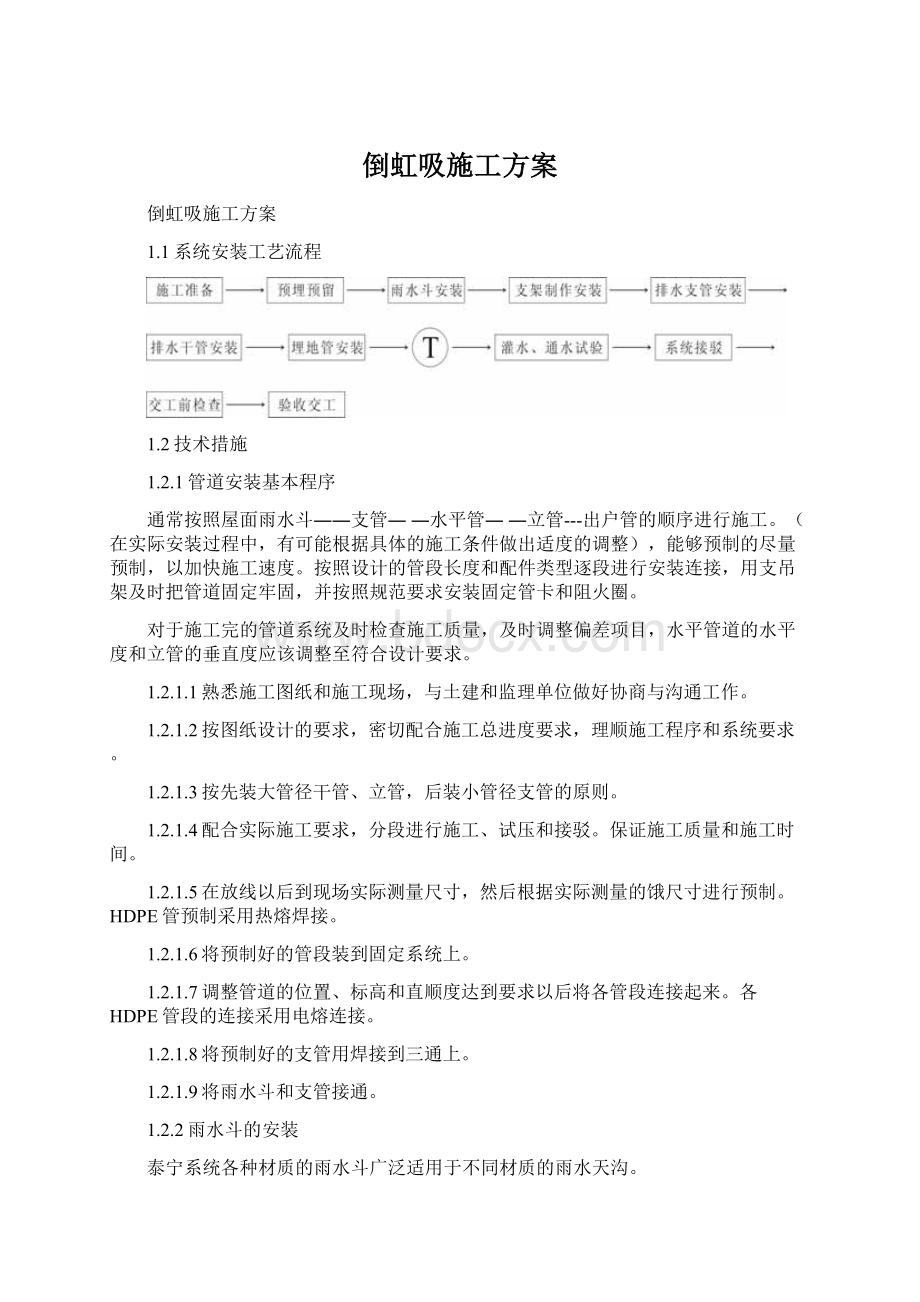
1.1系统安装工艺流程
1.2技术措施
1.2.1管道安装基本程序
通常按照屋面雨水斗――支管――水平管――立管---出户管的顺序进行施工。
(在实际安装过程中,有可能根据具体的施工条件做出适度的调整),能够预制的尽量预制,以加快施工速度。
按照设计的管段长度和配件类型逐段进行安装连接,用支吊架及时把管道固定牢固,并按照规范要求安装固定管卡和阻火圈。
对于施工完的管道系统及时检查施工质量,及时调整偏差项目,水平管道的水平度和立管的垂直度应该调整至符合设计要求。
1.2.1.1熟悉施工图纸和施工现场,与土建和监理单位做好协商与沟通工作。
1.2.1.2按图纸设计的要求,密切配合施工总进度要求,理顺施工程序和系统要求。
1.2.1.3按先装大管径干管、立管,后装小管径支管的原则。
1.2.1.4配合实际施工要求,分段进行施工、试压和接驳。
保证施工质量和施工时间。
1.2.1.5在放线以后到现场实际测量尺寸,然后根据实际测量的饿尺寸进行预制。
HDPE管预制采用热熔焊接。
1.2.1.6将预制好的管段装到固定系统上。
1.2.1.7调整管道的位置、标高和直顺度达到要求以后将各管段连接起来。
各HDPE管段的连接采用电熔连接。
1.2.1.8将预制好的支管用焊接到三通上。
1.2.1.9将雨水斗和支管接通。
1.2.2雨水斗的安装
泰宁系统各种材质的雨水斗广泛适用于不同材质的雨水天沟。
本工程所用泰宁压力(虹吸)流雨水斗为A、B二种类型,其中A型用于混停止点
2
混凝土屋面,B型用于金属天沟。
A型雨水斗的安装
A型为带压板的雨水斗,主要用于混凝土或种植屋面。
雨水斗安装所需的预留孔应在混凝土施工时预留。
与防水层的连接方法:
1、在雨水斗法兰下面的混凝土上做一层防水层;
2、将预留孔与雨水斗之间的间隙用混凝土填实,雨水斗下落就位;
3、在雨水斗法兰上面做一层防水层(与屋面天沟的防水层为同一层),并与雨水斗法兰下面防水层的外露部分粘接在一起。
4、将防水压板压在防水层上,锁紧螺栓。
雨水斗法兰上面的防水层由外至内做到下沉线为止。
导流罩整流器斗体雨水斗法兰开洞尺寸铆接焊接导流罩整流器斗体防水压板雨水斗法兰雨水斗安装时要在不锈钢天沟开孔,开孔尺寸为D1+10mm。
误差不大于5mm,开洞为圆形。
横向位置在天沟中央,误差≤5毫米。
纵向位置按照定位图定位,纵向偏移误差≤10毫米。
雨水斗与金属天沟一般采用氩弧焊接,焊接线为雨水斗法兰的外边缘,要保证焊缝质量达到相关要求。
HDPE管采用排出口为HDPE材料的雨水斗,与HDPE管道之间使用电焊管箍焊接,该接头由于整体性和密封性都很可靠。
整个压力流雨水排水都是由相同材质焊接的一个整体,不会出现脱落、断裂
现象。
雨水斗安装图参照我公司参与编制的《国家标准图集》01S302。
1.2.3HDPE管固定系统安装
对于HDPE管,固定系统采用泰宁固定系统,为工厂生产的成品,已经热镀锌处理。
除与网架及钢结构的连接外,均不需用电焊,只要按照要求进行简单的装配就可以了。
在安装管道系统以前,按照设计位置把固定系统安装好。
首先,对于悬吊水平管道的消能悬吊系统,按照设计的数量和位置先把安装片焊接在钢结构上(或
对于立管的固定装置,同样按照设计要求和规范规定把安装片固定在柱子或墙壁上,以便进行立管管卡的安装。
1.2.3.1HDPE管管道支架最大间距:
管径(mm)50637590110125160200250
水平管(m)0.80.80.80.81.11.21.62.02.5
立管(m)1.31.61.92.43.03.7
1.2.3.2悬吊系统
悬吊系统如下图所示,在悬吊管上每间隔≤5米设置一个固定管卡,此点与悬吊梁固定,为不可移动的。
因为PE管具有膨胀系数较大,但膨胀应力小的特性,所以固定支(吊)架的设置将整段悬吊管的膨胀变形分解到各固定支(吊)架之间,变形无法目测察觉,起到美观作用,膨胀应力由固定支(吊)架传递到消能悬吊梁上被消解,对建筑的结构本体不会造成影响,同样悬吊管的振动也通过支(吊)架传递到消能悬吊梁上,利用悬吊梁的刚性消解,限制HDPE管的振动。
悬吊管及立管均设有固定支架,其间距小于等于6.0米,具有防晃抗震作用。
消能支吊架系统能够保证管道不下垂,不产生水流阻塞,防晃,
。
注:
1)、水平悬吊管管卡间距(L)见表一
2)、一般每间距≤5m设定一个固定管卡
3)、管卡按国家标准图S161制作
4)、悬吊梁采用方钢管悬吊系统
1.2.3.3放线及安装片的固定。
放线前先根据图纸定位尺寸核对现场是否与建筑物及其它管线有冲突,再放出直线,在直线上定出安装片的位置。
水平管安装片不超过2.5米设置一个,立管安装片不超过15倍管径设置一个,具体距离参照管道的固定。
膨胀螺栓
安装片装好后要重新拉线检查,如果安装片的中心不在一条直线上,可以通过上面的长形孔作调整。
钢结构上可不使用安装片,但支吊点的距离不变。
不论是水平悬吊管还是立管,都应把所有穿墙板孔洞打通后,拉(或吊)通线,以保证其直顺度。
2.4HDPE管材的连接
1.2.4.1热熔对焊连接
焊接是一种最简单的管件连接方法,它为整个系统的预制安装提供了许多方便有利的前提条件;HDPE管材用此方法焊接时不需其它部件。
无论预制安装是在现场或是在车间里,在各种环境下都用此焊
接法。
以下是完成一个完美的焊接过程所需要的条件:
·保持焊接部位、管道及电热板的清洁度
·正确的焊接温度
·焊接连接过程中施加相应的力
·焊接切断面必须是垂直的90°,必须通过刨刀刨平。
对焊只占据了很小的断面空间,焊接边缘不会干扰管道,事实上管道内部横截面没有任何变化。
焊接分布面是十分复杂组合在一个很小的面层上,所以它不浪费丝毫的管材。
通过对焊连接法,管子长度和弯头连接处都得到充分利用。
意大利进口的管道切割机设备
意大利进口的管道切割机设备
φ32-160mm
φ200---315mm
HDPE管的对焊工艺准备
垂直切割管道
切割面必须保持清洁,所以
不用手去碰切割面。
对焊容许厚度
焊接容许的厚度几乎和管道的壁厚差不多。
管径(mm)32-7590110125160200250315
对焊厚度(mm)345577810
热熔对焊的操作在地面进行,一般在预制阶段使用。
泰宁雨水系统的安装使用的是意大利生产的热熔对焊机,由行走架、操作台、电热板、电动铣刀、夹具组成。
使用220伏.50赫兹单相交流电源。
电热板常用焊接温度为210℃±10℃,耐高温防粘层。
操作步骤
第一步:
焊接准备
用干净的布清除两管端污物。
根据不同的管径选用相应的夹具及托架,将要焊接的管材置于夹具及托架上,使两端伸出的长度相当,在满足铣削和加热的要求下应尽可能短,通常为25~30mm。
若必要,管材机架以外的部分用支撑物托起,使管材轴线与夹具中心线处于同一高度,然后用夹具固定好。
置入铣刀,先打开铣刀电源开关,然后缓慢合拢两管材焊接端,并加以适当的压力,直到两端均有连续的切屑出现后,撤掉压力,略等片刻,再退开活动架,关掉铣刀电源。
取出铣刀,合拢两管端,检查两端铣削情况。
1、管端为垂直的90度。
2、错位不超过1mm,90°
3、闭合管端的最大间隙不超过0.3mm。
间隙a
第二步:
热熔
错位
壁厚t
壁厚t
1、将电热板置入两管端之间,转动加压手柄并观察压力表指针,达到规定的压力P,加热压力保持到直至要熔接的配件整个周围形成一圈熔化边料,作用是迅速平整管材端面上的不平度并有效地促进塑化,直到两边最小卷边达到规定高度h1。
管径56637590110125160200250315
P(公斤)8910152228455790140
h1(毫米)0.50.50.50.50.51.01.01.01.51.5
t1(秒)454545454550607080100
2、将压力减小到规定值,一般大约为加热压力P的10%(使管端面与电热板之间刚好保持紧密接触),继续加热至规定的时间t1。
此时,卷边高度一般达到壁厚的一半。
※不要在有大风的地方进行焊接。
第三步:
切换
加热完成后,退开夹具,迅速取出电热板,然后合拢两管端,其切换时间应尽可能短,不得超过5秒。
第四步:
对接
通过加压手柄向合拢的管端缓慢加压,在规定的时间t2将压力上升到规定值P(与加热压力相同),锁紧止动闸,保持压力。
管径56637590110125160200250315
t2(秒)5555556678
第五步:
冷却
将压力至少保持规定的冷却时间t3后,松开止动闸,打开夹具,取出焊接好的管子。
管径56637590110125160200250315
t3(分钟)666667991215
※不要用冷却水或者其它冷却方法来加快冷
却处理时间,因为这会损害连接的质量。
对于管径不大于75mm的管子,对接时可以不通过操作台,直接用手对接在一起。
热熔对焊后管道的总长度会变短,预制时测量尺寸要注意。
第五步:
检查焊缝质量。
一般要求检查焊缝高度,错边,接口宽度及对中情况。
不合格的要锯开重焊。
1.2.4.2电熔连接
准备工作
垂直切割管道清洁、弄干、刮削管端焊接处。
除去屑。
在整个焊接过程中保持管端的干糙。
.40—160mm
.200—315mm
COM11
意大利进口的电熔焊接机把管道及配件嵌入管箍连接件内,
接通电熔焊机,开始焊接过程。
当《END》信号显示灯亮起时,切断
电熔焊机。
热量显示器会从白色转为黑色。
考虑外观起见,安装结束以后,可去除.40-160mm的电焊管箍连接件上的电源连接插孔。
的
1.1.
厚混凝土垫层,由于HDPE管良好的抗化学性及抗腐蚀性,埋地管不做防腐处理。
4.2.10.2对于埋地较深的埋地管(覆土厚度大于70cm)直接回填分层夯实;埋地浅的管段则改用360°偎管保护。
1.3材料成品、半成品的制作
本工程所用的支吊架、管卡等均在工厂生产并热镀锌。
2.施工进度计划大纲
1.1施工进度计划
根据总体施工进度控制计划,虹吸排水系统在各施工阶段工期及重点部位安排如下:
总工期90天。
工程计划于90日历天内竣工。
具体安排如下:
工程计划于90日历天内竣工。
具体安排如下:
序号任务工期
1设计联络投标前完成
2深化设计图出图开工前完成
3进场配合土建预留套管开工前完成
4材料的采购和加工开工前完成
5提供屋面雨水斗留孔的位置及尺寸、
与其它单位的配合要求开工前完成
6设备材料到工地根据主体工程进度分三批进场
7系统安装90日历天安装完成
8管道的调整及竣工验收工程最后5天完成
9培训工程开始5天内完成
以上各项的进度将根据整体工程进度作相应调整。
 升级会员
升级会员 