玻璃幕墙材料.docx
《玻璃幕墙材料.docx》由会员分享,可在线阅读,更多相关《玻璃幕墙材料.docx(40页珍藏版)》请在冰豆网上搜索。
玻璃幕墙材料
玻璃知识汇总
玻璃发展历史
玻璃的熔化和成形技术最早产生于古埃及并获得了迅速的发展。
那时只是把玻璃加工成玻璃珠和其它一些装饰品,后来还加工成空心玻璃器具。
古罗马人征服埃及后也学会了制造玻璃的方法。
古罗马人最先制造平板玻璃并把它用在建筑物的门窗上。
公元1688年,法国人卢卡斯·德·内翁发明了铸造和磨制较大面积的镜面玻璃板的方法。
不过,当时玻璃窗仍然是一种稀罕设施。
到了19世纪末,由于发明了西门子——马丁燃烧炉和苏达的生产达到了工业规模,才有能力大量生产玻璃。
在20世纪,开发出了一系列不同的连续平板玻璃带制造方法。
其中主要有利比——欧文斯法和傅科法等,可以通过拉制速度来调整玻璃的厚度。
不过,镜面玻璃还必须经过磨制和抛光。
在1960年,由皮尔金顿首次制出了“浮法”玻璃。
所谓“浮法”,就是使玻璃平铺在非常平坦的锡熔液面上。
用这种方法制造的玻璃达到了抛光玻璃的质量。
在最近的20年里,浮法玻璃制造技术得到了进一步的发展,现在已经基本上排挤了其它的制造方法。
玻璃制造工艺
生产工艺主要有熔融法和非熔融法两种。
熔融法是传统的制造方法。
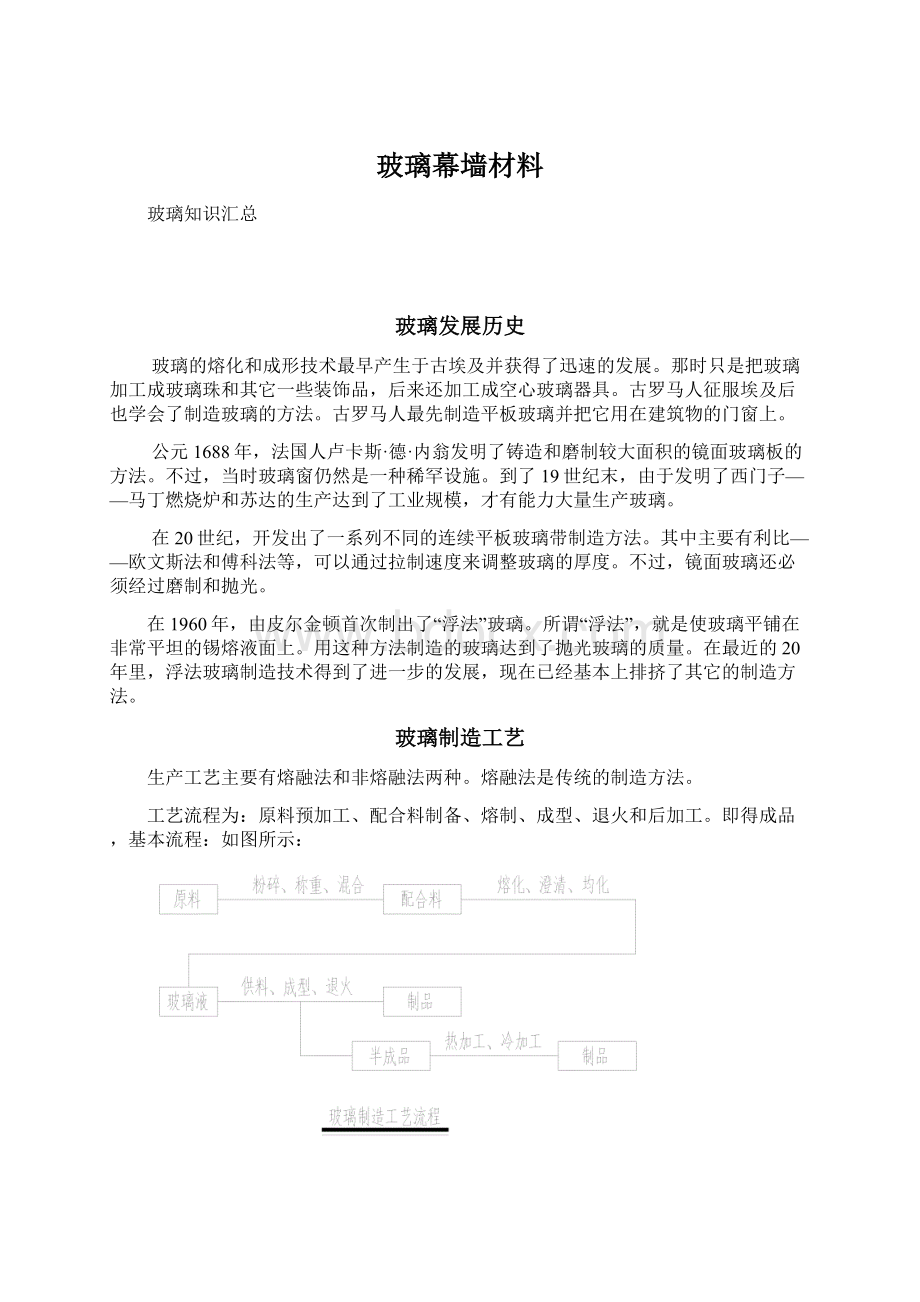
工艺流程为:
原料预加工、配合料制备、熔制、成型、退火和后加工。
即得成品,基本流程:
如图所示:
玻璃原料:
用于制备玻璃配合的各种物质,统称为玻璃原料。
工业生产中,根据用量、生产工艺不同分为主要原料和辅助原料。
主要原料:
是指在玻璃中引入SiQ2、AL2O3、CaO、MgO、Na2O、K2O、B2O3等各种组合氧化物材料。
原料
主要材料
主要产地
SiQ2(二氧化硅)
石英砂、砂岩、石英岩、脉石英和水晶
叶腊石:
福州、闽侯、浙江青田、泰顺、上虞、安徽庐江内蒙古的赤峰等地
AL2O3(氧化铝)
长石、高岭土、叶腊石、氧化铝、氢氧化铝
B2O3(氧化硼)
硼酸、硼砂、含硼矿物、硼酸钙
CaO(引入氧化钙)
石灰石、白云石、工业碳酸钙
MgO(氧化镁)
菱镁矿、硼镁石、
Na2O(氧化钠)
纯碱、芒硝
K2O(氧化钾)
碳酸钾、硝酸钾、
其余:
氧化锂、氧化铅、硅酸铅、氧化锌、氧化钡。
辅助原料:
使玻璃获得某些必要的性质和加速熔制过程的原料,它们的用量少,但其作用很重要。
根据作用不同,分为助熔剂、澄清剂、氧化剂、还原剂、着色剂、脱色剂和乳浊剂等。
辅助原料直接决定着玻璃及其制品和性能。
玻璃成型的方法
玻璃成型是熔融的玻璃液转变为固有几何形状制品的过程。
玻璃制品的种类和形状很多,成型方法很多。
都是以玻璃熔体随温度下降而渐渐增高其黏度,直到变为脆性玻璃。
玻璃成型的方法(压制法、吹制法、拉制成型、压延法、浇注成型、浮法成型)
压制法(制造敞口和实心制品,如碗、盘、缸、镜片、锥、砖、水杯、烟灰缸等)
压制法是一种成型使用较早的方法,其适合与制造形状简单的厚薄玻璃制品或厚壁空心制品.
方法:
首先将从熔窑取出的玻璃液1放入模型2中,再将模环3放在模型上,然后模芯4开始下压,将玻璃液向四周,直至填满整个内腔。
制品5压成后,将底板6往上推,制品即可脱模而出。
吹法制
主要制作空心的玻璃制品,如日用器皿、瓶罐、电灯泡。
以及很多其它的制品等。
吹制成型有:
人工吹制和自动吹制。
人工吹制因产量低,劳动强度大,目前除吹制少量工艺美术品和少量大件产品外已很少用。
而以各种自动化机械吹发为主。
主要以机械吹制法为主:
压-吹法、吹-吹法、转-吹法和带式吹制法。
压-吹法
料滴入由口模和初模构成的模腔后,冲头下压,同时在口模中形成制品的边口和在初模中形成锥形料泡。
由于口模的内腔完全符合制品的边口外形,因此制品的边口此时已初步定型。
冲模上提后,将口模连同锥形料泡一起送到成型模中。
通过至于口模上方的吹起帽,使压缩空气经瓶口进模腔,锥形料泡便被吹成制品。
打开口模后,即可将制品取出。
这类压-吹成型方法适合于生产广口瓶(如罐头瓶、牛奶瓶)
1.吹-吹法
成形特点是将初型模倒立,使料滴落入油细长颈部的模腔内。
成型过程大致分为五个阶段:
装料(料滴落入模腔);扑气(压缩空气从上向下将玻璃料滴压实做成口部);倒吹气(压缩空气从下向上将压实的料滴吹制成料泡);初型翻转(将料泡翻转后移入成型模中);正吹气(压缩空气自上向下将锥形料泡吹制成型)。
该方法适合制备洗颈小口瓶(如啤酒瓶、汽水瓶)。
拉制成型
用以制造玻璃管、棒、纤维以及窗片与平板等。
浇注成型:
就是将熔好的玻璃液注入模子内,经过退火、冷却、和加工后即成为成品。
主要用于制造光学玻片、艺术雕刻品等。
压延法
用压延法成型的玻璃品种有:
压花玻璃(2~12mm厚的单面花纹玻璃)夹丝玻璃(厚度为6~8mm),波纹玻璃(有大波和小波之分,厚度为7mm左右,槽形玻璃(分无丝和有丝两种,厚度为7mm)
可将玻璃液倾倒在金属平台上,用压辊延展成板,也可将玻璃液连续流入两个滚筒间隙中滚压成平板。
滚筒上刻有花纹即成压花平板。
滚筒间夹入金属丝便成夹丝玻璃。
浮法成型
浮法玻璃成形原理:
让处于高温熔融状态的玻璃液浮在比他重的金属液表面上,受表面张力作用使玻璃具有光洁平整度的表面,并在其后的冷却硬化过程中加以保持,则能生产出接近于抛光表面的平板玻璃。
徐冷拉薄示意图
浮法玻璃成型过程:
首先是玻璃液通过坎式宽流槽流入锡槽,此时玻璃液温度为1100度,然后进入摊平抛光区,温度在1050-900度,玻璃液黏度为102.7~103.2Pa•S。
连续均匀流入锡槽的玻璃液浮在锡液表面,摊平并被抛光,摊平抛光过程所需时间为2min;紧接着进入徐冷区,温度由900度至850度,玻璃液黏度从103.2~104.25Pa•S;配合拉边器进行高速拉薄,温度由850度降至700度,玻璃液黏度为104.25~105.75Pa•S,在该黏度下,表面张力使玻璃变厚作用已不明显,受拉力作用玻璃易于伸展变薄,且厚度,宽度几乎按比例减小,玻璃带在该区形成一个收缩过渡段,称为变形区.当温度从700度降至650度600度时玻璃的黏度为105.75~1010Pa•S,由于黏度迅速增加,使其能在保持原状情况下被拉出锡槽进入退火窑.
玻璃液的浮抛介质的选择具有以下条件
(1)在1050度温度下密度大于玻璃的密度;
(2)金属熔点低于600度沸点高于1050,1000度左右的蒸气压应尽可能低,保证金属不挥发。
(3)在1000度左右温度下,不与玻璃发生化学反应
锡液的物理性质
浮抛液在玻璃成型过程中的主要作用是托浮和抛光玻璃,在选用的各种金属及合金中,尤以金属锡液最符合浮法工艺的成型条件。
锡液的物理性质
性质
单位
数值
性质
单位
数值
密度
熔点
沸点
导热率(20C)
g/cm3
℃
℃
W/(m·K)
7.298
231.96
2270
65.73
熔化潜热
蒸发潜热
固-液相体积变化
表面张力(232℃)
J/g
J/g
%
N/m
60.3
3018
2.7
531×10-3
波长μm
1
2
4
7
10
12
反光能力
%
54
61
72
81
84
85
浮法玻璃
表面平整:
可达到抛光玻璃的标准;
自然采光:
可见光的透过率可接近90%;
品种齐全:
可满足大面积采光的要求。
厚度:
2-25mm
厚度
(mm)
重量
(kg/m2)
可见光%
日照能量指标%
遮阳系数
(s.c)
U值
(W/m2.k)
记权隔音
(dB)
透射率
反射率
透射率
反射率
吸收率
总透过(g)
2
5
91
8
87
8
5
88
1.01
5.9
*
3
7.5
90
8
85
8
7
87
1
5.8
30
4
10
90
8
83
8
9
85
0.98
5.8
30
5
12.5
89
8
81
7
12
84
0.97
5.7
31
6
15
89
8
80
7
13
83
0.95
5.7
31
8
20
88
8
76
7
17
81
0.93
5.7
33
10
25
87
8
73
7
20
79
0.91
5.6
35
12
30
86
8
71
7
22
77
0.89
5.6
36
15
37.5
85
8
66
7
27
73
0.84
5.4
38
19
47.5
84
8
62
7
31
70
0.81
5.3
40
尺寸
最大尺寸:
3050*12500mm
最小尺寸:
500*700mm
钢化玻璃
钢化玻璃按生产方法可分为化学钢化法和物理钢化法两种。
物理钢化法是目前国内外广泛应用的一种方法,其中按淬冷介质的不同,又可分为风冷钢化、液冷钢化和冷却板钢化,常用的是风冷钢化法。
它是普通平板玻璃经过再加工处理而成一种预应力玻璃。
钢化玻璃是将浮法玻璃加热到软化温度附近之后进行均匀的快速冷却,从而使玻璃表面获得压应力,在冷却过程中,钢化玻璃外部因迅速冷却而固化、而内部冷却较慢,当内部继续冷却收缩时使玻璃表面产生压应力,内部产生张应力,从而提高了玻璃强度和耐热稳定性。
钢化玻璃表面压应力在95MPa以上,半钢化玻璃的表面压应力在24-69MPa之间。
尺寸规格:
最大尺寸:
2440mmX6000mm
最小尺寸:
200mmX300mm
厚度范围:
钢化玻璃4mm---19mm
半钢化玻璃4mm---10mm
注:
无锡大洋:
拥有全球最大的钢化炉(2600mm*12000mm),专业加工15mm——22mm厚度的各种规格的钢化玻璃。
专业生产夹胶,防弹玻璃。
并生产各种内装饰用的特种玻璃。
(工程范例有国贸三期裙楼点支式肋玻璃幕墙)
生产各种规格钢化、弯钢化、中空、夹胶、防弹、防火,热熔、夹绢、彩晶、彩釉、丝印烤漆等特种玻璃。
化学钢化玻璃
化学钢化玻璃定义:
化学钢化玻璃(又称离子交换增强玻璃):
通过离子交换,玻璃表层碱金属离子被熔盐中的其它碱金属离子置换,使机械强度提高的玻璃。
化学钢化玻璃产品特性:
1.强度高:
可达一般玻璃强度的9-15倍,抗破坏压力最高可达600MPa。
2.强度可随客户之要求进行调整。
3.玻璃表面平滑、不变形、无钢化斑。
4.绝对不会有自爆问题。
5.超薄玻璃,各类异型亦可容易的被加工处理。
6.玻璃破碎时非颗粒状。
7.化学钢化后可切割、镀膜、夹胶等再加工。
化学钢化玻璃生产参数:
最大规格:
3000mm×1800mm;最小规格:
无限制;玻璃厚度:
无限制;产品形状:
无限制
表-1:
化学钢化玻璃表面应力
分类
表面应力P(MPa)
I类
300<P≤400
II类
400<P≤600
III类
P>600
表-2化学钢化玻璃的抗冲击性
玻璃厚度(mm)
冲击高度(m)
钢球重量(g)
样品尺寸(mm)
<2
1
227
300×300
2
2
227
300×300
3—5
3
227
300×300
磨砂玻璃
它也是在普通平板玻璃上面再磨砂加工而成。
一般厚度多在9厘以下,以5、6厘厚度具多。
喷砂玻璃
性能上基本上与磨砂玻璃相似,不同的改磨砂为喷砂。
由于两者视觉上类同,很多业主,甚至装修专业人员都把它们混为一谈。
中空玻璃
是由两片或多片浮法玻璃组合而成,玻璃片之间夹有充填了干燥剂的铝合金隔框,之间用丁基胶粘结密封后,再用聚硫胶或结构胶密封。
特点:
a)节能、舒适、保温、防结露
b)充入氩气等惰性气体可进一步提高隔热和隔声性能
c)镀有LOW-E膜层的中空玻璃能更有效阻隔辐射热能夹层玻璃。
尺寸规格:
最大尺寸:
2700*5000mm
最小尺寸:
180*300mm
中空玻璃厚度:
10-60mm
选用原片玻璃厚度:
3-12mm
常备铝管:
6A、9A、12A、16A(6A即6mm气体层,余类推)
夹层玻璃是由两片或多片浮法玻璃,用一层或多层聚乙烯醇缩丁醛薄膜(简称PVB,美国杜邦或首诺公司之产品),经高压窑等设备的加压和加热工序组合而成。
特点:
高度的安全性,当遭受外力而破坏后只会产生裂痕,但不会碎落。
良好的隔音性。
防紫外性功能,在不损失可见光进入室内的同时,却隔离了大量的紫外线,防止室内装饰品及家俱的褪色老化。
通过不同厚度的PVB和玻璃片数的增加,可制成防弹玻璃和一些高强度装饰玻璃。
除透明PVB外,还可提供乳白或多种颜色和带有不同几何图案的薄膜。
尺寸规格
最大尺寸:
2440*6000mm
最小尺寸:
300*500mm
原片玻璃厚度:
3-19mm
夹层玻璃总厚度:
6-60mm
本体着色玻璃-吸热玻璃
在浮法玻璃的配合料中添加少量的着色剂,如氧化铁、氧化钴、硒等,就可生产出不同颜色的本体着色玻璃。
同透明浮法玻璃相比,它能吸收更多的太阳辐射热,从而减少红外线、可见光和紫外线的透过,降低室内空调能耗。
熔制玻璃时加入少量玻璃着色剂,可制得各种有色玻璃。
氧化铜(Ⅱ)或氧化铬(Ⅲ)产生绿色;氧化钴(Ⅱ)产生蓝色;二氧化锰产生紫色;二氧化锡或氟化钙产生乳白色;铀化合物产生黄绿荧光;胶态硒产生红玉色;胶态金产生红、红紫或蓝色;氧化亚铜产生红、绿或蓝色;亚铁化合物产生绿色,量多时为黑色;铁(Ⅲ)化合物产生黄色。
制玻璃时,由于原料中含有亚铁的杂质,常使玻璃带绿色,可加入少量二氧化锰或硒,使之变成无色玻璃。
特点:
1、着色光透过率高;
2、吸收阳光辐射,隔热节能;
3、增加建筑外观的美感;
4、可做各种复合玻璃产品之基片。
厚度:
2-12mm
最大尺寸:
3300*6500mm
最小尺寸:
500*700mm
常用颜色:
H绿F绿本体灰本体蓝
热弯玻璃
特性:
热弯玻璃是将玻璃加热到接近软化点,在重力或外加力的作用下,使玻璃在特定的模具中成为特定的非平面形状,满足建筑中非平面部分的幕墙和室内装潢要求。
产品应用:
广泛应用于各类弧面造型玻璃,包括玻璃幕墙、隔断、顶棚、家俬等。
产品规格:
厚度范围:
3-22mm
最大尺寸:
2500×4500mm
常用尺寸:
长500×3500mm
宽500×2000mm
其他规格:
定制模具
热弯与弯钢化有何区别,是否同属安全玻璃?
答:
弯钢化玻璃是在变曲成型后用专用设备快速风冷制成;热弯玻璃不属于安全玻璃,弯钢玻璃属于安全玻璃。
热弯、弯钢加工尺寸的范围是多少?
答:
①.热弯玻璃由于是做模具加工,原则上只要模具做的出来,都可以对玻璃进行热弯。
②.弯钢的最小半径为500mm,最大弧长为3000mm,最大高度为3000mm。
但通常厂家最小半径不低于1500mm。
彩釉玻璃
彩釉玻璃是在浮法玻璃的表面镀上一层陶瓷釉料,通过高温加热处理后,此层釉料膜将坚固的保存在玻璃的表面,永不褪色脱落。
1、颜色和图案多样并可按客户要求定制。
2、釉面能吸收并反射部分阳光热能具有节能的功能。
3、彩釉具有无吸收无渗透之特性并易于清洁。
4、在幕墙组合中它能反衬其他玻璃或进行色彩配套。
尺寸规格:
最大尺寸:
2100*3600mm
最小尺寸:
400*700mm
厚度范围3-19mm
备注:
所用彩釉或丝网彩釉玻璃,均经过钢化或半钢化处理,故不能以任何方式再切割、磨制。
镀膜玻璃
1、热反射玻璃-在线镀膜
2、高性能热反射镀膜玻璃-离线镀膜
离线低辐射镀膜玻璃是在离线镀膜工艺的基础上镀上含纯金属银的膜层,以降低玻璃的辐射率,提高中空的性能,同时玻璃具有较好的光谱选择性,在大量通过可见光的基础上,能阻挡相当部分红外线进入室内,既保持了室内光线明亮,又在一定程度上减少室内的热负荷。
易氧化,不能直接暴露在空气中,必须合成中空或制作成其它复合产品才能使用。
玻璃厚度范围:
3-19mm
最大尺寸:
2440*3660mm
最小尺寸:
310*920mm
3、镀银镜境面玻璃(镀银玻璃)镀银镜玻璃是在高质量浮法玻璃的表面采用化学沉积法,镀一层经过特殊处理的银膜,再在银层上镀一层铜作为附着层和2层不同的保护漆作为防护处理,从而使银镜自身的反光率可达到92%。
热反射镀膜玻璃
热反射镀膜玻璃,又称阳光控制膜玻璃,是在优质浮法玻璃表面用真空磁控溅射的方法镀一至多层金属或化合物薄膜而成。
薄膜的主要功能是按需要的比例控制太阳直接辐射的反射、透过和吸收,并产生需要的反射颜色。
热反射镀膜玻璃因此而具有以下特点:
有效限制太阳趋势辐射的入射量,遮阳效果明显。
丰富多彩的抽射色调和极佳的装饰效果。
对室内物体和建筑构件具有良好视线遮蔽功能。
较理想的可见光透过比和反射比。
减弱紫外光的透过。
LOW-E玻璃
低辐射镀膜玻璃是在离线镀膜工艺的基础上镀上含纯金属银的膜层,以降低玻璃的辐射率,提高中空的性能,同时玻璃具有较好的光谱选择性,在大量通过可见光的基础上,能阻挡相当部分红外线进入室内,既保持了室内光线明亮,又在一定程度上减少室内的热负荷。
Low-E玻璃的两种生产方法是:
一、在线高温热解沉积法
在线高温热解沉积法。
在线Low-E玻璃在美国有多家公司的产品。
如PPG公司,福特公司。
这些产品是在浮法玻璃冷却工艺过程中完成的。
液体金属或金属粉沫直接喷射到热玻璃表面上,随着玻璃的冷却,金属膜层成为玻璃的一部分。
固此,该膜层坚硬耐用。
这种方法生产的“Low-E”玻璃具有许多优点:
它可以热弯,钢化,不必在中空状态下使用,可以长期储存。
它的缺点是热学性能比较差。
其“u”值是溅射法“Low-E”镀膜玻璃的2倍。
如果想通过增加膜厚来改善其热学性能,那么其透明性就非常差。
二、离线真空溅射法:
用溅射法生产的“Low-E”玻璃和高温热解沉积法不同,溅射法是离线的。
溅射法工艺生产Low-E玻璃,需一层纯银薄膜作为功能膜。
纯银膜在二层金属氧化物膜之间。
金属氧化物膜对纯银膜提供保护,且作为膜层之间的中间层增加颜色的纯度及光透射度。
在线、离线Low-E玻璃比较
1、生产工艺
在线Low—E玻璃是在浮法玻璃生产过程中,在热的玻璃表面上喷涂上以锡盐为主要成分的化学溶液,形成单层具有一定低辐射功能的氧化锡(SnO2)化合物薄膜而制成的。
离线Low—E玻璃是在专门的生产线,用真空磁控溅射的方法,将辐射率极低的金属银(Ag)及其它金属和金属化合物均匀地镀在玻璃表面而制成的,它至少由四层膜构成。
2、品种及外观
在线Low—E玻璃品种单一,受浮法玻璃规模生产的限制,目前只有6mm厚,无色透明的一种品种。
离线Low—E玻璃品种多样,根据不同气候特点可以制作高、中、低多种透过率产品,并且颜色上有银灰、浅灰、浅蓝和无色透明等,用着色玻璃还可制作绿色等其他多种颜色。
厚度从3~12mm都可制做。
3、性能参数
在线Low—E玻璃的光谱呈现氧化锡导电膜的特征,而离线Low—E玻璃的光谱呈现银和氧化锡复合膜的特征,二者对可见光都有良好的透射,而对近红外光后者比前者具有高得多的反射,对远红外辐射后者比前者吸收少、反射高。
因此,与在线Low—E玻璃相比,离线Low—E玻璃具有低的遮阳系数和低的传热系数。
见下表
说明:
参数性能表中的数据是用实际测量并经国际公认的W4软件计算得出。
表中仅提供了南玻的一种品种,其他品种请见南玻集团的产品说明书。
U值是除太阳直接辐射以外所有热量的传热系数,分夏季U夏值和冬季U冬值。
Sc是玻璃的遮阳系数,它衡量玻璃对太阳直接辐射的遮蔽作用。
4、节能性
夏季透过玻璃传输的热量:
Q夏=U(T外-T内)+630Sc (w/m2)
冬季透过玻璃传输的热量:
Q冬=U(T外-T内) (w/m2)
上述在线Low—E(型号SG500)中空玻璃组件,夏季传入室内和冬季传出室外的热量分别为:
Q夏=2。
40×(35-20)+630×0.72=489.6w/m2
Q冬=2。
17×(-5-20)=-54.3w/m2(负数说明热量由室内向室外传输)
上述离线Low—E玻璃(型号CEB11)中空玻璃组件,夏季传入室内和冬季传出室外的热量分别为:
Q夏=2.21×(35-20)+630×0.44=310.4w/m2
Q冬=2.01×(-5-20)=-50.3w/m2(负数说明热量由室内向室外传输)
计算条件为:
夏季室外35℃,冬季室外-5℃,室内维持20℃。
结论:
与离线Low—E玻璃中空玻璃相比,在线Low—E中空玻璃夏季每千平米采窗多进来179.2千瓦热量,多出58%;冬季每千平方米采光窗多损失4千瓦热量,多出8%。
5、技术含量和成本
在线Low—E玻璃的制作技术属于化学镀膜,设备和工艺相对简单,产品的技术含量和生产成本都较低;离线Low—E玻璃的制作技术属于真空磁控溅射镀膜,设备和工艺都包含很主的技术含量,产品属于高科技结晶,生产成本很高。
6、钢化产品性能
在线Low—E玻璃在钢化过程中将承受接近玻璃软化点的高温,此时膜的颜色可能会有一些变化,导致色差。
另外,在线Low—E玻璃的钢化是带膜钢化,膜的存在使得玻璃两面加热不对称,钢化过程难以控制,可能产生钢化变形大等一系列问题。
而离线Low—E玻璃是先钢化后镀膜,不存在问题。
为了避免在线Low—E玻璃的上述钢化问题,有人将不钢化的在线Low—E玻璃用作中空玻璃的内片,而把钢化透明玻璃放在外侧。
这种用法在南方不仅会对Low—E玻璃效果产生一定影响,而且还可能使外侧钢化白玻的应力斑被内侧Low—E玻璃放大而加重。
相比之下,把钢化离线Low—E玻璃放在室外一侧就无此问题。
7、产品适应性
在国外,在线Low—E玻璃主要用于民用建筑。
原因是民居较为低矮,可使用价格便宜、无需钢化的在线Low—E玻璃;而功能优异、价格较贵的离线Low—E玻璃则主要做成钢化中空玻璃,用在商业楼宇等高档建筑上。
8、产品稳定性
现时一些人士担心离线Low—E玻璃产品有膜层氧化问题,不够稳定。
事实上,研究和实验结果表明,中空(夹层)玻璃中受干燥气体保护(或与外界隔绝)的Low—E膜完全不会氧化。
国外20多年的使用经验告诉我们,离线Low—E玻璃中空(夹层)玻璃是长期稳定的产品。
单片离线Low—E玻璃膜面较软(国外有“软膜”之称),在受到潮气和某些氧化剂的侵袭时会缓慢氧化。
因此,离线Low—E玻璃对中空玻璃或夹层玻璃的加工条件要求很高,又无法长途运输,故一般只能由Low—E玻璃生产厂自己进行加工。
LOW-E玻璃与普通中空玻璃比较
1、高透型LOW-E玻璃(膜面在第3面)
产品特性:
a)较高的可见光透射率:
采光自然,效果通透;
b)较高的太阳能透过率,透过玻璃的太阳热辐射多;
c)极高的中远红外线反射率:
优良的隔热性能,较低U值(传热系数)。
适用范围:
寒冷的北方地区。
冬季太阳热辐射透过玻璃进入室内增加室内的热能,而室内的暖气、家电、人体等发出的远红外被阻隔反射回室内,有效地降低暖气能耗;
2、遮阳型LOW-E玻璃(膜面在第2面)
产品特性:
a)适宜的可见光透过率,对室外的强光具有一定的遮蔽性;
b)较低的太阳能透过率,有效阻止太阳热辐射进入室内;
c)极高的中远红外线
 升级会员
升级会员 