压力容器焊接工艺卡样本.docx
《压力容器焊接工艺卡样本.docx》由会员分享,可在线阅读,更多相关《压力容器焊接工艺卡样本.docx(100页珍藏版)》请在冰豆网上搜索。
压力容器焊接工艺卡样本
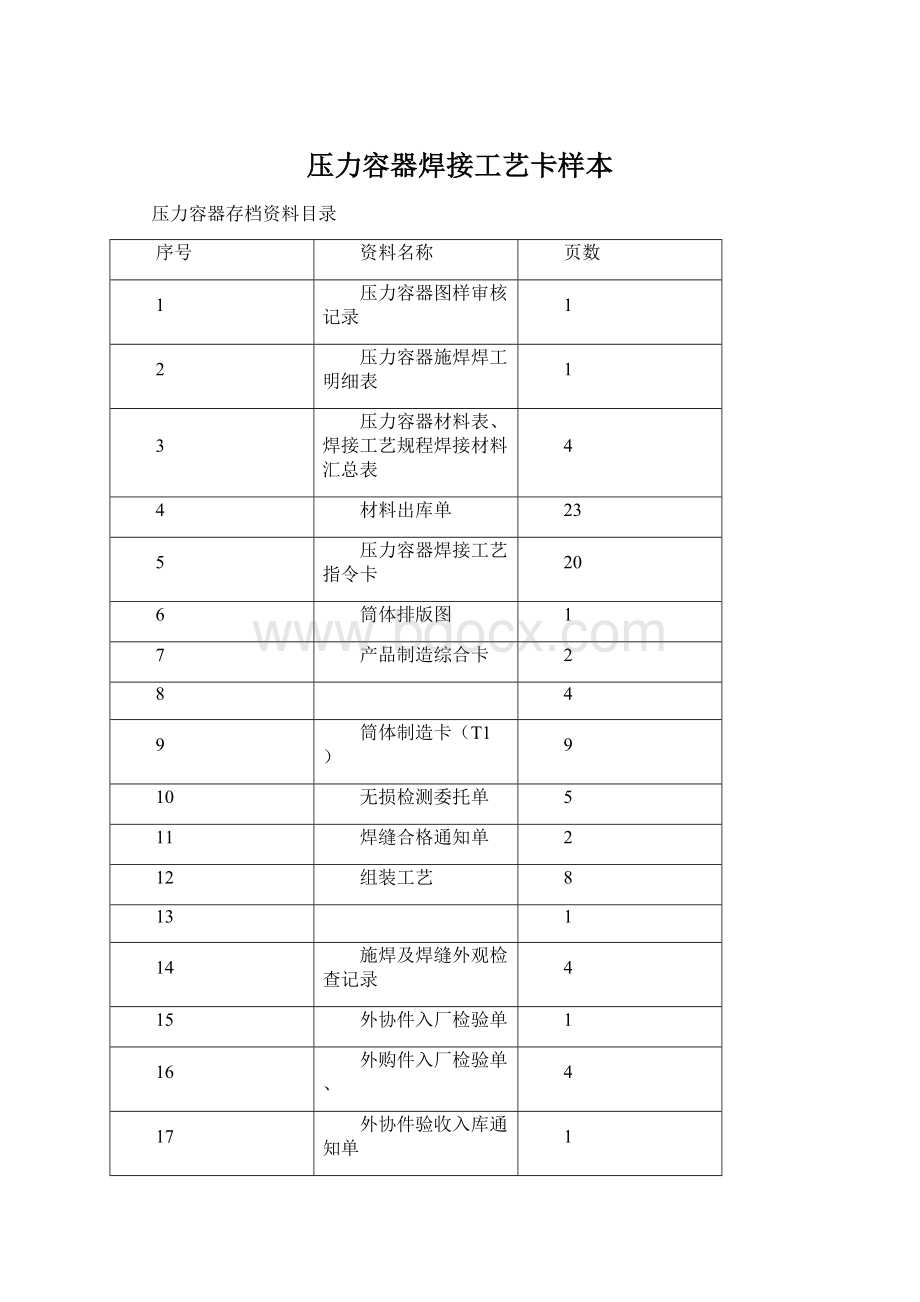
压力容器存档资料目录
序号
资料名称
页数
1
压力容器图样审核记录
1
2
压力容器施焊焊工明细表
1
3
压力容器材料表、焊接工艺规程焊接材料汇总表
4
4
材料出库单
23
5
压力容器焊接工艺指令卡
20
6
筒体排版图
1
7
产品制造综合卡
2
8
4
9
筒体制造卡(T1)
9
10
无损检测委托单
5
11
焊缝合格通知单
2
12
组装工艺
8
13
1
14
施焊及焊缝外观检查记录
4
15
外协件入厂检验单
1
16
外购件入厂检验单、
4
17
外协件验收入库通知单
1
18
外购件验收入库通知单
3
19
压力管道元件使用情况表
1
压力容器外来图样审核记录DM/JS07
产品名称
加热箱
图号
制造编号
R11062
审核容
审核记录
审核结果
工艺
材料
焊接
检验
设计单位
凯米克化工医药工程设计
√
设计资质
TS1213044-2011
√
设计签署
标准化、设计、校核、审核、工艺
√
设计标准
TSGR0004-2009、GB151-1999、JB/T4711-2003
√
√
√
√
焊接专业标准
JB/T4709、HG20583
√
√
无损检测标准
JB/T4730.2-2005-AB级,AB焊缝管程RT-20%-Ⅲ
壳程RT-100%-Ⅱ,CD焊缝壳程MT-100%-Ⅰ
√
√
√
容器类别
Ⅱ类
√
工作压力(Mpa)
管程:
0.4壳程:
0.7
√
设计压力(Mpa)
管程:
0.44壳程:
0.77
√
工作温度(℃)
管程:
32-37壳程:
177-50
√
设计温度(℃)
管程:
40壳程:
180
√
介质
壳程:
C4气体介质特性:
易燃易爆管程:
循环水
√
主要受压件材料牌号及标准
筒体GB713-2008-Q345RGB13296-2007-0Cr17Ni14Mo2
√
√
腐蚀余量(mm)
管程:
0壳程:
2
√
焊接接头系数
管程:
0.85壳程:
1
√
√
程数
管程:
2壳程:
1
自然条件
/
√
材料附加要求
/
√
焊接材料号与标准
J507、J426、A022、A302
√
√
√
主要特
性参数
容积(m3)
/
√
换热面积(m3)
65
√
设计使用寿命(年)
10
√
特殊制造要求
酸洗钝化,钝化膜蓝点检查
√
热处理要求
/
√
耐压试验要求(MPa)
管程:
0.55壳程:
1.02
√
泄露试验要求(MPa)
壳程:
0.77
√
预防腐蚀要求
碳钢部分环氧富锌底漆两遍,环氧面漆两遍
√
安全附件要求
√
铭牌位置
按图示
√
包装运输及现场安装
按合同
√
设备设计计算书
有
√
√
备注
工艺审核
日期
监检人
员签字
日期
材料审核
日期
焊接审核
日期
检验审核
日期
压力容器施焊焊工明细表
产品名称
加热箱
制造编号
R11062
类别
Ⅱ类
姓名
焊工
钢印
证件编号
施焊焊缝代号
恒辉
A145
TS6JSJSW00230F
A1-4、B1-3、D8
鉴志超
H382
TS6JSJW02038F
D3-6、C4-5、C7、D9-14、B4-7
郭阿峰
H218
TS6JSJSW01811F
D1-2、D7-8、C6、C1-3
编制日期审核日期C检监员日期
压力容器材料明细表第1页共2页
产品名称
加热箱
产品图号
容器类别
Ⅰ类
产品编号
序号
零件代号
零件名称
钢号
材料规格
工件规格
下料尺寸
件数
净数量(Kg)
出库数量(Kg)
备注
1
角铁
/
40X40X4
L=95
4
138.1
2
上板
20
δ=15
1974X500
L=178
2
5.08
5.36
3
长侧板
Q345R
PL125(B)-10RF
2
11
外购
4
下板
20Ⅱ
RF700-1.0
1
52.8
外购
5
隔板
Q345R
见图
1
17.1
详见图纸
6
短侧板
Q345R
δ=8
DN700δ=8L=111
2224X111
1
15.5
16.9
7
防护板
Q345R
δ=8
EHA700X8
φ910
1
36.6
52
8
加强柱
35
M20X140-A
64
18.63
外购
9
进气口管子
8级
M20
128
/
外购
10
进气口法兰
石棉橡胶板
700-1.0
1
/
外购
11
圆螺母组件
00Cr17Ni14Mo2
φ108X4
φ108X4L=99
L=99
1
1.02
1.12
12
出气口法兰
00Cr17Ni14Mo2Ⅱ
WN100(B)-25RFS=4
1
6.5
外购
13
出气口管子
00Cr17Ni14Mo2
φ25X2
φ25X2L=414
L=414
22
12.54
12.84
14
圆螺母
00Cr17Ni14Mo2
δ=6
φ695.5X6
φ695.5
5
40
115
见图
15
抓板
00Cr17Ni14Mo2
φ12
φ12L=2150
L=2150
6
11.5
11.55
编制
日期
审核
日期
市东明非标设备共20页第1页
焊接工艺指令卡
产品名称:
加热箱
产品编号:
R11062
图号:
SB25-83-1
编制:
审核:
监检员:
焊接材料汇总表
共20页第2页
焊接工艺规程
母材钢号及规格
(mm)
焊条电弧焊SMAW
埋弧焊SAW
气体保护焊MG/TIG
型
(牌)号
规格
(mm)
定额(Kg)
烘干温度(℃)
保温
时间
(h)
型(牌)号
规格
(mm)
定额(Kg)
烘干温度(℃)
保温
时间
(h)
型(牌)号
规格
(mm)
定额(Kg)
纯度(%)
00Cr17Ni14Mo2
Q235R/20#
δ8、6、3.5~6
A002
Φ3.2
Φ4
3.44
8.17
J507
Φ3.2
Φ4
1.7
2.33
350
1~2
J427
Φ3.2
Φ4
1.73
5.31
350
1~2
A042
Φ3.2
Φ4
0.04
350
1~2
压力容器技术特性
部位
设计压力MP
设计温度℃
试验压力MP
焊接接头系数
容器类别
备注
壳程
0.77
180℃
水压1.02
气密0.77
1
Ⅱ类
管程
0.44
40℃
水压0.55
0.85
焊接工艺指令卡
共20页第4页
焊接接头编号
焊接工艺卡编号
焊接工艺评定编号
焊工持证项目
无损检测要求
A1、A2、B1
DMH-Ⅶ2-1-3-6
2011HP-12
SMAW-Ⅳ-3G-12-F4
RT-100%Ⅱ级合格
A3、B2
DMH-Ⅱ-1-3-8
HPSMAW-Ⅱ-1G-6
SMAW-Ⅱ-3G-12-F3J
RT-20%Ⅲ级合格
A4、B3
DMH-Ⅱ-1-3-8
2011HP-25
SMAW-Ⅱ-3G-12-F3J
RT-20%Ⅲ级合格
B5、B6、B7、B8
DMH-Ⅶ2-1-5-4
2011HP-14
GTAW-Ⅳ-6G-3/18-02
PT-100%Ⅰ级合格
C1、C2
DMH-Ⅰ/Ⅱ-2-3-4
2011HP-10
SMAW-Ⅱ-6FG-9/18-F3J
C3
DMH-Ⅰ/Ⅱ-2-3-4
2011HP-05
SMAW-Ⅱ-6FG-9/18-F3J
D1、D2
DMH-Ⅰ/Ⅱ-2-3-4/8
2011HP-102010HP-08
SMAW-Ⅱ-6FG-9/18-F3J
D7
DMH-Ⅰ/Ⅱ-2-3-4/8
2010HP-132010HP-08
SMAW-Ⅱ-6FG-9/18-F3J
D8
DMH-Ⅰ/Ⅱ-2-3-8/30
2011HP-102010HP-08
SMAW-Ⅱ-6FG-9/18-F3J
MT-100%Ⅰ级合格
D11
DMH-Ⅰ/Ⅱ-2-3-8/30
2010HP-132010HP-08
SMAW-Ⅱ-6FG-9/18-F3J
MT-100%Ⅰ级合格
D9、D10
DMH-Ⅶ2-2-3-6/30
2011HP-102011HP-23
2010HP-05
SMAW-Ⅳ-6FG(K)-9/18-F4
PT-100%Ⅰ级合格
D3、D4、D5、D6
DMH-Ⅶ2-2-3-4/6
2011HP-122010HP-05
SMAW-Ⅱ-6FG-9/18-F3J
PT-20%Ⅲ级合格
D17、D18
DMH-Ⅶ2-2-5-2.5/30
2011HP-15
GTAW-Ⅳ-6G-3/18-02
D12
DMH-Ⅱ-2-3-10/8
2011HP-10
SMAW-Ⅱ-6FG-12/18-F3J
D13、D14
DMH-Ⅶ2-2-3-6
2011HP-12
SMAW-Ⅳ-6FG(K)-9/18-F4
D15、D16
DMH-Ⅰ/Ⅶ2-2-3-3/6
2011HP-17
SMAW-Ⅳ-6FG(K)-9/18-F4
焊接工艺指令卡
接头焊接工艺卡共20页第5页
焊接层次顺序示意图:
母材1
00Cr17Ni14Mo2
厚度(mm)
6
焊接工艺卡编号
DMH-Ⅶ2-1-3-6
母材2
00Cr17Ni14Mo2
厚度(mm)
图号
SB25-83-1
母材3
厚度(mm)
接头名称
筒体纵缝、环缝
焊接顺序
反1、正1、正2
接头型式
对接
坡口型式
V
接头编号
A1、A2
坡口角度(℃)
60°
焊接工艺评
定报告编号
HP2011-12
钝边(mm)
1~2
焊缝余高(mm)
焊工持证项目
SMAW-Ⅳ-3G-12-F4
组装间隙(mm)
2~3
备注:
焊接位置
焊接
层次
焊接方法
填充材料
焊接电流
电弧
电压(V)
焊接速度(cm/min)
气体流量(L/min)
线能量KJ/min
预热温度(℃)
型(牌)号
直径(mm)
极性
电流(A)
层间温度(℃)
≤150
焊后热处理
正1
焊条电弧焊
A022
ф3.2
直流反接
90~120
20~22
8~9
12~19.8
后热
正2
焊条电弧焊
A022
ф4.0
直流反接
160~180
20~22
10~12
16~23.8
钨极直径(mm)
反1
焊条电弧焊
A022
ф3.2
直流反接
90~120
20~22
8~9
12~19.8
喷嘴直径(mm)
气体成份
接头焊接工艺卡共20页第6页
焊接层次顺序示意图:
母材1
Q345R
厚度(mm)
8
焊接工艺卡编号
DMH-Ⅱ-1-3-8
母材2
Q345R
厚度(mm)
8
图号
SB25-83-1
母材3
厚度(mm)
接头名称
管箱筒体纵缝、与封头环缝
焊接顺序
正1、正2、正3
接头型式
对接
坡口型式
V
接头编号
C1
坡口角度(℃)
60°
焊接工艺评
定报告编号
HPSMAW-II-1G-6
钝边(mm)
1~2
焊缝余高(mm)
焊工持证项目
SMAW-II-3G-12-F3J
组装间隙(mm)
2~3
备注:
焊接位置
焊接
层次
焊接方法
填充材料
焊接电流
电弧
电压(V)
焊接速度(cm/min)
气体流量(L/min)
线能量KJ/min
预热温度(℃)
型(牌)号
直径(mm)
极性
电流(A)
层间温度(℃)
≤150
焊后热处理
消除应力
正1
焊条焊电弧焊
J507
ф3.2
直反
90~120
20~22
8~9
12~19.8
后热
正2
焊条焊电弧焊
J507
ф4.0
直反
160~180
20~22
10~12
16~23.8
钨极直径(mm)
反1
焊条焊电弧焊
J507
ф3.2
直反
90~120
20~22
8~9
12~19.8
喷嘴直径(mm)
气体成份
接头焊接工艺卡共20页第7页
焊接层次顺序示意图:
母材1
Q345R
厚度(mm)
8
焊接工艺卡编号
DMH-Ⅱ-1-3-8
母材2
Q345R
厚度(mm)
8
图号
SB25-83-1
母材3
厚度(mm)
接头名称
管箱筒体纵缝、与封头环缝
焊接顺序
正1、正2、正3
接头型式
对接
坡口型式
V
接头编号
C2
坡口角度(℃)
60°
焊接工艺评
定报告编号
2011HP-25
钝边(mm)
1~2
焊缝余高(mm)
焊工持证项目
SMAW-II-3G-12-F3J
组装间隙(mm)
2~3
备注:
焊接位置
焊接
层次
焊接方法
填充材料
焊接电流
电弧
电压(V)
焊接速度(cm/min)
气体流量(L/min)
线能量KJ/min
预热温度(℃)
型(牌)号
直径(mm)
极性
电流(A)
层间温度(℃)
≤150
焊后热处理
正1
焊条焊电弧焊
J507
ф3.2
直反
90~120
20~22
8~9
12~19.8
后热
正2
焊条焊电弧焊
J507
ф4.0
直反
160~180
20~22
10~12
16~23.8
钨极直径(mm)
反1
焊条焊电弧焊
J507
ф3.2
直反
90~120
20~22
8~9
12~19.8
喷嘴直径(mm)
气体成份
接头焊接工艺卡共20页第8页
焊接层次顺序示意图:
母材1
00Cr17Ni14Mo2
厚度(mm)
焊接工艺卡编号
DMH-Ⅶ2-1-5-4
母材2
00Cr17Ni14Mo2Ⅱ
厚度(mm)
3.5~4.5
图号
SB25-83-1
母材3
厚度(mm)
接头名称
接管与法兰
焊接顺序
正1、正2
接头型式
对接接头
坡口型式
V
接头编号
C3、C4
坡口角度(℃)
60
焊接工艺评
定报告编号
2011HP-14
钝边(mm)
0~2
焊缝余高(mm)
焊工持证项目
GTAW-IV-6G-3/18-02
组装间隙(mm)
2~2.5
备注:
焊接位置
焊接层次
焊接方法
填充材料
焊接电流
电弧
电压(V)
焊接速度(cm/min)
气体流量(L/min)
线能量KJ/min
预热温度(℃)
型(牌)号
直径(mm)
极性
电流(A)
层间温度(℃)
≤150
焊后热处理
正1
钨极氩弧焊
ER316L
ф2.5
直正
80~100
12~13
10~13
6~7
4.4~7.8
后热
正2
钨极氩弧焊
ER316L
ф2.5
直正
80~100
12~13
10~13
6~7
4.4~7.8
钨极直径(mm)
Φ2.5
喷嘴直径(mm)
Φ8.0
气体成份
氩气
接头焊接工艺卡共20页第9页
焊接层次顺序示意图:
母材1
Q345R
厚度(mm)
焊接工艺卡编号
DMH-Ⅰ/Ⅱ-2-3-4
母材2
20#
厚度(mm)
3.5
4.5
图号
SB25-83-1
母材3
厚度(mm)
接头名称
接管与法兰
焊接顺序
正1、反1、正2
接头型式
角接
坡口型式
接头编号
C5~C12
坡口角度(℃)
50°
焊接工艺评
定报告编号
2011HP-10
钝边(mm)
焊缝余高(mm)
4
焊工持证项目
SMAW-Ⅱ-6FG-9/18-F3J
组装间隙(mm)
0.5~1
备注:
焊接位置
焊接
层次
焊接方法
填充材料
焊接电流
电弧
电压(V)
焊接速度(cm/min)
气体流量(L/min)
线能量KJ/min
预热温度(℃)
型(牌)号
直径(mm)
极性
电流(A)
层间温度(℃)
≤50
焊后热处理
消除应力
正1
焊条电弧焊
J427
ф3.2
直流反接
90~120
20~22
8~9
12~19.8
后热
正2
焊条电弧焊
J427
ф3.2
直流反接
90~120
20~22
8~9
12~19.8
钨极直径(mm)
反1
焊条电弧焊
J427
ф3.2
直流反接
90~120
20~22
8~9
12~19.8
喷嘴直径(mm)
反2
焊条电弧焊
J427
ф3.2
直流反接
90~120
20~22
8~9
12~19.8
气体成份
接头焊接工艺卡共20页第10页
焊接层次顺序示意图:
母材1
Q345R
厚度(mm)
焊接工艺卡编号
DMH-Ⅰ/Ⅱ-2-3-4
母材2
20#
厚度(mm)
3.5
4.5
图号
SB25-83-1
母材3
厚度(mm)
接头名称
接管与法兰
焊接顺序
正1、反1、正2
接头型式
角接
坡口型式
接头编号
D7、D8
坡口角度(℃)
50°
焊接工艺评
定报告编号
2010HP-05
钝边(mm)
焊缝余高(mm)
4
焊工持证项目
SMAW-Ⅱ-6FG-9/18-F3J
组装间隙(mm)
0.5~1
备注:
焊接位置
焊接
层次
焊接方法
填充材料
焊接电流
电弧
电压(V)
焊接速度(cm/min)
气体流量(L/min)
线能量KJ/min
预热温度(℃)
型(牌)号
直径(mm)
极性
电流(A)
层间温度(℃)
≤50
焊后热处理
正1
焊条电弧焊
J427
ф3.2
直流反接
90~120
20~22
8~9
12~19.8
后热
正2
焊条电弧焊
J427
ф3.2
直流反接
90~120
20~22
8~9
12~19.8
钨极直径(mm)
反1
焊条电弧焊
J427
ф3.2
直流反接
90~120
0~22
8~9
12~19.8
喷嘴直径(mm)
反2
焊条电弧焊
J427
ф
 升级会员
升级会员 