切割枪原理.docx
《切割枪原理.docx》由会员分享,可在线阅读,更多相关《切割枪原理.docx(44页珍藏版)》请在冰豆网上搜索。
切割枪原理
数控火焰切割机切割圆管
(1)圆钢的高效气割
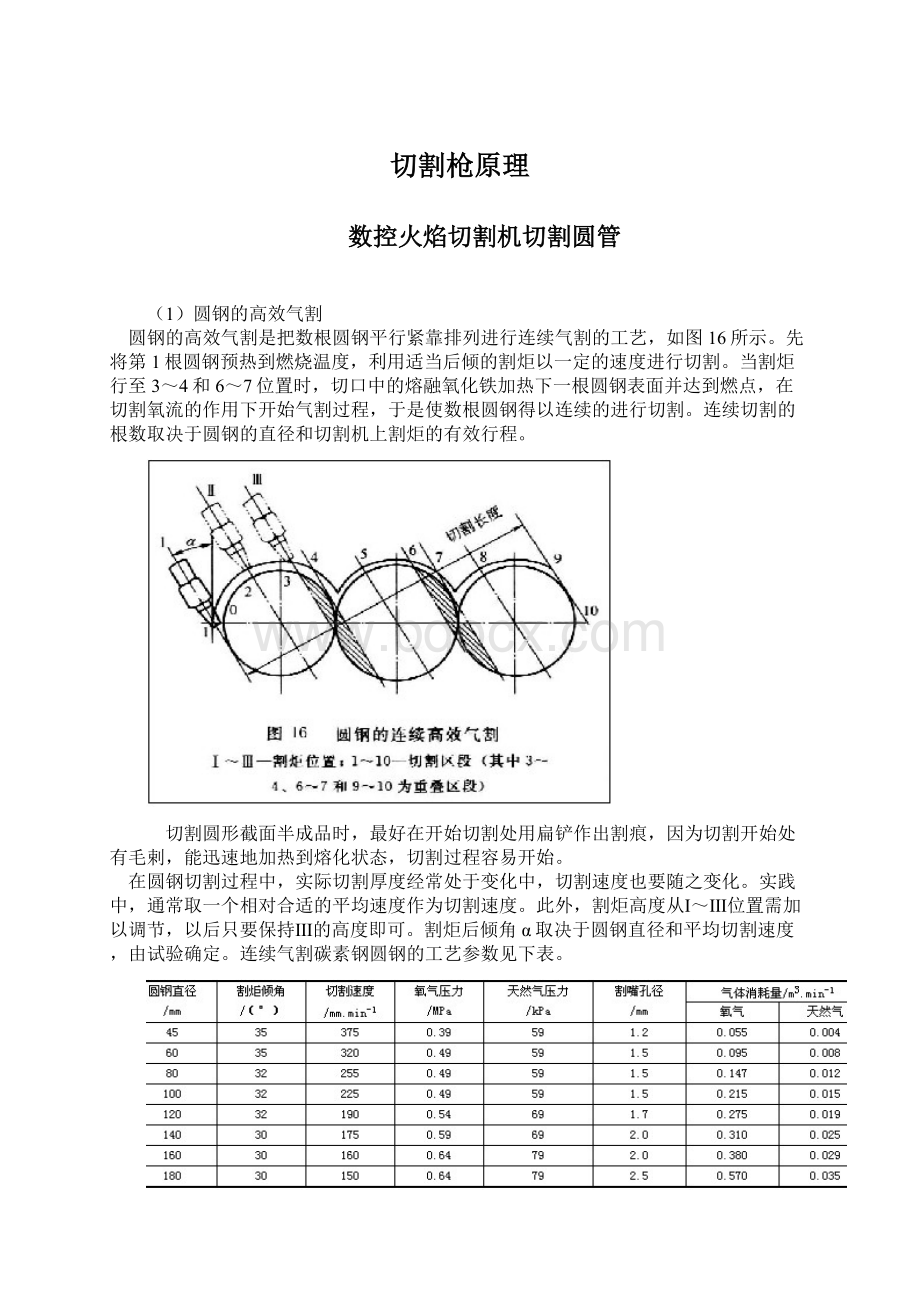
圆钢的高效气割是把数根圆钢平行紧靠排列进行连续气割的工艺,如图16所示。
先将第1根圆钢预热到燃烧温度,利用适当后倾的割炬以一定的速度进行切割。
当割炬行至3~4和6~7位置时,切口中的熔融氧化铁加热下一根圆钢表面并达到燃点,在切割氧流的作用下开始气割过程,于是使数根圆钢得以连续的进行切割。
连续切割的根数取决于圆钢的直径和切割机上割炬的有效行程。
切割圆形截面半成品时,最好在开始切割处用扁铲作出割痕,因为切割开始处有毛剌,能迅速地加热到熔化状态,切割过程容易开始。
在圆钢切割过程中,实际切割厚度经常处于变化中,切割速度也要随之变化。
实践中,通常取一个相对合适的平均速度作为切割速度。
此外,割炬高度从Ⅰ~Ⅲ位置需加以调节,以后只要保持Ⅲ的高度即可。
割炬后倾角α取决于圆钢直径和平均切割速度,由试验确定。
连续气割碳素钢圆钢的工艺参数见下表。
圆钢连续气割的高效性在于单根圆钢气割时因起割处外表面是圆弧,预热时间占整个切割时间的40%~50%。
连续气割时只需预热第1根圆钢,因此可使其切割效率提高1.5倍。
(2)钢管的气割
钢管的气割分为固定钢管和转动钢管的气割。
不论哪一种管件的气割,预热时,火焰均应垂直于钢管的表面。
待切透以后,将割嘴逐渐倾斜,直到接近于管子的切线方向后,再继续切割。
固定钢管(横吊管)的气割如图17所示,首先从管子的下部(仰脸位置)开始预热。
切割时,割嘴沿接近管子的切线方向按图中1所示的方向进行切割。
当切割到管子的水平位置时,关闭切割氧,再将割炬移到管子的下部并沿图中2所示的方向继续切割。
这种由下至上的气割方法有以下优点:
①切缝看得清楚,割炬移动方便;
②当气割终了时,割炬正好在水平位置,不易被已切断的管子碰坏嘴头。
转动钢管的气割和快速气割示意如图18所示。
首先预热管侧部位,嘴头与管子表面接近垂直。
切透后嘴头往上倾斜并与管子成接近切线角度。
切割过程中,割炬应不断改变位置,以保持这一切割角度。
切割一段后暂时停止,将管子稍加转动后,再继续切割。
较小直径的管子可分2~3次割完,较大直径的管子可多分几次,但分锻越少对切割越好。
大直径钢管或圆筒的快速气割如图18(b)所示。
把圆管置于回转胎具上按逆时针方向转动,将割炬设在偏离圆管顶面一定距离处。
切割时,切割氧流相对切口前缘形成一个攻角,同时炽热的熔渣沿管壁内、外表面把切口前缘预热至很高温度,大大加速了铁-氧燃烧反应,使切割速度大为提高。
割炬偏离管顶的距离按以下方法确定:
从切割点作管子外圆的切线,使割炬轴线与此切线成15°~25°角,管壁厚时角度取大一些。
当采用适当的扩散形割嘴气割时,可达到下列切割速度:
①钢管直径300~1020mm、壁厚12mm,切割速度15..~2500mm/min;
②钢管直径700~800mm、壁厚10mm,切割速度3500~3600mm/min。
快速气割工艺在螺旋管生产线上用于管子害长切割。
为了缩短预热时间,可采用起割处附加低碳钢粒或短段钢丝的办法来加速起割。
火焰切割技术
1.坡口的切割
焊接之前常需要对钢板的接头处开坡口,坡口切割方法有手工切割和机械切割两种。
在设备条件好的情况下,可采用机械切割,如采用坐标式切割机、平面四边形切割机或专为切割坡口用的切割设备等。
采用机械方法切割的坡口,只要把熔渣清理干净,不需要进行任何的机械加工就可进行焊接。
在成批生产中,采用机械方法切割坡口的经济效益更为显著。
由于手工切割坡口设备简单(采用普通切割设备),方便灵活,对于组合的部件和结构较复杂的零件以及单件生产,手工切割比较方便、有效。
但手工切割坡口的质量在很大程度上受切割技术熟练程度的影响。
对于重要构件或受压容器的焊接坡口,在没有把握的情况下最好不用手工切割。
焊接结构中常见的焊接坡口有V形、Y形、X形(带钝边或不带钝边)、U形,如图1所示。
其中V形和Y形坡口当单侧坡口角度大于30°时,通常不易切割,需把坡口面置于背面进行切割。
在正确掌握切割参数和操作技术的条件下,切割坡口的质量良好,可直接用于工件装配和焊接。
(1)V形坡口的切割
用机械方法切割单面V形坡口时,可采用两把割炬同时进行切割。
一把割炬垂直于被切割金属表面,另一把割炬与切割表面成一定角度。
调整好割炬倾角后,一般用半自动切割机或手扶式半自动切割机进行切割。
垂直的割炬在前移动,倾斜的割炬在后面移动。
须按实际切割厚度选定割嘴号码和切割参数。
也可用手工方法切割单面V形坡口。
单割炬切割V形坡口的示意见图2。
切割前先按坡口尺寸划好线,然后将割嘴按坡口角度找好,以往后拖或向前推的操作方法进行切割,切割速度稍慢,预热火焰功率应适当增加,切割氧的压力也应稍大些。
为了得到宽窄一致和角度相等的切割坡口,可将割嘴靠在扣放的角钢上进行切割,如图3所示。
为了更好地控制切割坡口的角度,还可将割嘴安装在角度可调的滚轮架上(一般是自制的),这样可以进一步保证切割质量,而且操作灵活〔见图3(c)〕。
利用角钢切割直边及斜边(坡口)的操作示意见图4。
手工切割与机械切割的不同之处在于:
手工切割时,不能同时用两把割炬进行切割,应先割好垂直缝,再按要求的宽度划好线,将割嘴偏斜一个角度,沿着划线向前或向后移动割炬,就能切割出单面坡口。
①单割炬二次切割,即先切割直边,再切割坡口斜边。
单割炬切割Y型坡口的示意如图5所示。
②双割炬切割可一次完成坡口制备。
双割炬切割Y形(或倒Y形)坡口时的割嘴配置如图6所示。
(3)X形坡口的切割
不带钝边X形坡口可采用单割炬分二次切割,也可用双割炬一次割出。
带钝边X形坡口可采用单割炬分次切割,也可用三割炬一次加工出来。
X形坡口一次切割的割嘴配置如图7所示。
普通割嘴一次切割X形坡口的工艺参数见表1,扩散型快速割嘴一次切割X形坡口的工艺参数见表2。
快速割嘴的切割性能应符合表3规定。
表1 普通割嘴一次切割X形坡口的工艺参数
板厚/mm
割嘴号码
气体压力/kPa
切割速度
/mm.min-1
割炬1′
割炬1
割炬2
割炬3
切割氧
汽油
20
25
30
35
40
50
2
3
4
5
5
6
1
2
3
3
4
5
0
0
1
1
2
2
0
1
2
2
3
3
294
294~343
294~343
294~343
343~392
343~392
0
0
0
0
0
0
280~320
250~300
220~270
200~250
180~220
160~200
表2 扩散型快速割嘴一次切割X形坡口的工艺参数
板厚/mm
割嘴号码
气体压力/kPa
切割速度
/mm.min-1
割炬1′
割炬1
割炬2
割炬3
切割氧
汽油
20
25
30
35
40
50
2
3
4
5
5
6
1
2
3
3
4
5
0
0
1
1
2
2
0
1
2
2
3
3
686
686
686
686
686
686
0
390~430
350~390
310~350
280~320
230~290
200~250
注:
1、割炬1′用于预热,不参数切割。
2、割炬间的纵向间距A根据板厚和坡口角度取10~20mm,以切割面上边缘不熔化、下边缘不粘熔渣为准。
3、所列参数为坡口角45°时的切割参数,如坡口角为30°时,切割速度可加快10%~15%。
4、切割氧的纯度≥99.7%。
纯度较低时,切割速度要适当减慢。
5、钢板表面状态(如有氧化皮或车间底漆)不同,切割速度也要作相应调整。
表3 快速割嘴的切割性能
割嘴号
割嘴喉部
直径/mm
切割厚度
/mm
切割速度
/mm.min-1
气体压力/MPa
切口宽度
/mm
氧气
乙炔
汽油
1
0.6
5~10
750~600
0.7
0.025
0
≤1
2
0.8
10~20
600~450
0.7
0.025
0
≤1.5
3
1.0
20~40
450~380
0.7
0.025
0
≤2
4
1.25
40~60
380~320
0.7
0.03
0
≤2.3
5
1.50
60~100
320~250
0.7
0.03
0
≤3.4
6
1.75
100~150
250~160
0.7
0.035
0
≤4
7
2.0
150~180
160~130
0.7
0.035
0
≤4.5
1A
0.6
5~10
560~450
0.5
0.025
0
≤1
2A
0.8
10~20
450~340
0.5
0.025
0
≤1.5
3A
1.00
20~40
340~250
0.5
0.025
0
≤2
4A
1.25
40~60
250~210
0.5
0.03
0
≤2.3
5A
1.50
60~100
210~180
0.5
0.03
0
≤3.4
(4)U形坡口的切割
U形坡口用切割工艺比机械加工方法效率高。
U形坡口的下部有圆弧段,切割时的氧化反应不像一般切割时那样一直垂直向下、当达到一定深度后应转向侧面方向。
为此需采用多割炬同时加工,使工件沿板厚方向形成温度梯度,同时通过调节切割氧压力割出圆弧段。
切割U形坡口的割嘴配置如图8所示,切割U形坡口的工艺参数见表4。
表4 切割U形坡口的工艺参数(板厚δ=60mm)
割断
α
/(°)
β
/(°)
t
/mm
b
/mm
d
/mm
α
/mm
c
/mm
R
/mm
预热氧压力
/kPa
切割氧
压力
/kPa
汽油
/kPa
切割速度
/mm.min-1
前割炬
16
-
5
2.5
-
-
-
-
200
600
0
240
中间割炬
-
4
8
-
≈6
≈20
10
23
500
368
-
后割炬
(垂直切割钝边)
-
-
5
1.5
-
-
-
-
200
200
-
注:
符号意义见图8。
先由前割炬割出斜面,再由中间割炬(配有两个割嘴)的前割炬将板边割到一定深度,形成铁-氧反应向侧面进展的条件;通过控制中间割炬两个割嘴的切割氧压力,利用后割嘴既割出坡口的斜边又割出所需的圆弧形割口,后割炬则用于割出根部的钝边。
这样可获得精度较高的U形坡口,且耗氧量少。
切割零件的尺寸偏差允许值见表5。
表5 切割零件的尺寸偏差允许值
精度等级
切割厚度
基本尺寸范围/mm
35~315
315~1000
1000~2000
2000~4000
A
3~50
350~100
±0.5
±1.0
±1.0
±2.0
±1.5
±2.5
±2.0
±3.0
B
3~50
350~100
±1.5
±2.5
±2.5
±3.5
±3.0
±4.0
±3.5
±4.5
注:
上列尺寸偏差适用于:
(1)图样上未标明公差尺寸的;
(2)长宽比不大于4:
1的工件;
(3)切割周长不大于350mm的工件。
2.钢件的火焰切割
切割结构钢一般没有什么特殊困难,也不必采用什么特殊措施。
一般厚度的碳钢板比较容易顺利地进行切割。
割炬可选用G01-100型或G02-100型。
割嘴与工件的距离大致等于焰心长度加上2~4mm。
为了提高切割效率,在切割厚度25mm以上的钢板时,割嘴可向后(即切割前进的反方向)倾斜20°~30°。
普通等压式割嘴机械切割低碳钢的工艺参数见表6。
表6 普通等压式割嘴机械切割低碳钢的工艺参数
板厚
/mm
割嘴号码
气体压力/kPa
切割速度
/mm.min-1
消耗量/ML.min-1
氧气
汽油
氧气
汽油
5~15
15~30
30~50
50~100
100~150
150~200
200~250
250~300
1
2
3
4
5
6
7
8
≥294
≥343
≥440
≥588
≥686
≥784
≥882
≥980
0
450~500
350~450
250~350
230~250
200~230
170~200
150~170
90~120
41.7~50.0
58.3~75.0
91.7~108
150~183
167~217
217~267
267~383
417~500
5.8~6.7
7.5~8.3
7.5~8.3
8.3~10.0
8.3~10.0
10.0~11.7
13.3~15.0
15.0~16.7
(1)大厚度钢板的切割
通常把厚度超过100mm的工件切割称为大厚度切割。
大厚度钢板切割时由于工件较厚,切割有一定难度。
切割大厚度钢板的主要难点是:
①预热处钢材上、下部受热不均匀,如果操作不当,起割时往往不能沿厚度方向顺利穿透而造成切割失败;
②因为钢材比较厚,燃烧反应沿厚度方向传播需要一定时间,同时越到切口下部,切割氧流动量越小、纯度越低,使后拖量增加。
③熔渣多,切割氧流排渣能力减弱,容易在切口底部形成熔渣堵塞,使正常切割过程遭到破坏。
切割大厚度钢件,由于氧气压力增高,不但使氧气流变成圆锥形,而且氧气流的冷却作用也增大,因而影响切割质量及切割速度。
如果切割更厚的钢件(600mm以上),由于预热火焰加热钢件的下层金属困难,使钢件受热不均匀,结果下层金属的传热就比上层金属来得慢。
这样,切割厚钢板时,上部金属与下部金属燃烧是不均匀的,总是上部快下部慢,使切割氧射流在前进方向呈现一弧形,相应地在工件上产生一向后拖延的弧形割缝,这弧形割缝始末端之间的距离称为后拖量(见图9)。
如果割缝产生很大的后拖量,容易使熔渣堵塞割口底部造成切割困难。
厚大板切割的后拖量,可以从割缝上观察到并且能测量出来。
切割过程中,后拖量是不可避免的。
后拖量小时,割缝宽度均匀、表面光滑、没有大梳齿凸出和横向的线槽。
实现大厚度钢板切割的最重要条件是向切割区提供足够的氧气流量,所需的切割氧流量Q可按下式估算,即
Q=0.09~0.14δ
(1)
式中 Q——大厚度钢板切割时所需的切割氧流量,m3/h;
δ——钢板厚度,mm。
整个供氧系统,包括减压器、各种接头和阀件、割炬进气管、割嘴孔径等都要满足相应的供氧能力,避免产生节流现象。
要根据钢板厚度和切割长度,准备足够的气源,以免中途因氧气用尽而中断切割(大厚度钢材要重新起割是很困难的)。
为了使切割过程顺利进行,往往在起割时使割炬倾斜一角度,等火焰穿透工件后,割炬一边移动一边逐渐将割炬恢复到垂直位置。
大厚度切割容易产生后拖,切割将要结束时由于后拖原因,工件底部有切不透现象,使工件不能分离。
为了解决这个问题,可在切割将要结束、割炬将要移出工件时,将割炬后倾约10°左右,并放慢切割速度,这样可减少后拖。
切割厚度300mm以上的大厚度工件时,要选用大型号的割炬和割嘴,而且切割时氧气要供应充足。
开始切割时,预热火焰要大,首先由工件的边缘棱角处开始预热,将工件预热到切割温度时,逐渐开大切割氧气并将嘴头后倾;待工件边缘全部切透时,加大切割氧气流,并使嘴头垂直于工件,同时割嘴沿割线向前移动。
切割更大厚度钢板时前进速度更慢,割嘴要作横向月牙形摆动(见图10)。
如果氧气流进入工件过我〔见图11(b)〕或火焰过如,上部起割后就移动割炬,会出现图11(c)所示的现象,并产生图11(d)所示的结果,在端部下方残留未割穿的角形部分。
如果切割氧压力过高或切割速度不合适,将会出现图11(e)所示的现象。
切割氧压力过低或起割时割炬移动速度过快,会出现图11(f)所示的情况。
这些不正确的起割方式都会导致切割失败。
大厚度碳钢和低合金钢的手工切割工艺参数见表7和表8。
表7 大厚度碳钢和低合金钢的手工切割工艺参数
板厚/mm
氧气压力/kPa
单位切割长度的耗量/ML.m-1
预热氧
切割氧
氧气
汽油
300
350
400
450
500
550
600
294
392
392
490
490
588
588
1176~
1176~1740
1176~1740
1470~1764
1470~1764
1764~2156
1764~2156
5800
8000
11200
15500
21600
29500
38600
30
38
46
55
65
-
-
表8 大厚度碳钢和低合金钢低压大流量氧手工切割工艺参数
钢材板厚/mm
切割氧孔直径/mm
切割氧压力/kPa
切割氧耗量/L.h-1
305
406
508
610
711
813
914
1016
1118
1219
3.74~5.6
4.32~7.36
4.93~8.44
5.61~8.44
6.35~9.53
6.35~9.53
7.37~10.72
7.37~10.72
7.37~11.90
8.44~11.90
225~333
176~372
147~352
196~333
176~284
206~352
176~274
206~314
176~352
196~274
28300~42500
36800~56600
48200~70800
56600~85000
65200~99100
76400~113300
85000~127200
96300~141600
107500~156000
113300~169800
注:
对其他厚度的钢材,切割氧耗量Q可按公式Q=0.09~0.14δ(m3/h)计算。
(2)薄钢板的切割
切割厚度4mm以下的钢板时,因钢板较薄,氧化铁渣不易吹掉,而且冷却后氧化铁渣粘在钢板背面更不易清除。
薄板受热快而散热慢,当割嘴刚过去时,因割缝两边还处在熔融状态,这时如果切割速度稍慢及预热火焰控制不当,易使钢板变形过大,且钢板正面棱角也被熔化,形成割开后又熔合在一起的现象。
切割薄板时,为了得到较好的切割效果,应注意以下几点:
①预热火焰功率要小,加热点落在切割线上,并处于切割氧流的正前方;
②割嘴应向前倾斜,与钢板与25°~45°角,割嘴与工件表面的距离为10~15mm;
③切割速度要尽可能快;
④选用G01-30割炬及小号割嘴。
厚度3~6mm钢板使用1号割嘴可以进行正常切割,主要问题是工件因受热变形而发生翘曲。
如切割板条时,出现平面侧弯;在切割板边、板内开孔和成形零件时,则产生上凸下凹变形,难以获得正确的零件形状和尺寸精度。
为此,对于一般低碳钢板,为了尽可能减小切割变形,在减小预热火焰功率、提高火焰集中度的同时,可在切割过程中一边切割,一边洒水进行冷却,也可在板内穿孔进行周边切割以减小变形。
图12所示为切割薄板时洒水管的配置。
洒水管与割嘴的垂直距离为20~50mm(以50mm为最佳),洒水量以2L/min为宜,水量过多并不能产生更好的效果。
洒水管可使用一般像胶管。
割嘴使用最小呈的,预热燃料应采用汽油(因火焰的热扩散性小),而不可用丙烷和石油气。
洒水冷却法切割薄板的工艺参数见表9。
表9 洒水冷却法切割薄板的工艺参数
板厚/mm
割嘴号码
切割速度/mm.min-1
切割氧压力/kPa
汽油压力/kPa
割嘴高度/mm
3.2
0
650
196
0
8
4.5
0
600
196
0
8
6.0
0
550
196
0
8
厚度在4mm以上的钢板,很容易进行切割,而且可以保证割缝质量。
但切割厚度3mm以下薄板则有些困难,特别是切割技术不熟练时,一般切割质量不理想。
切割较薄的钢板时,薄板变形和翘曲更为严重,而且由于火焰的高温,会使切口边缘同时发生熔化并粘积在钢板切口的底面,很难清除。
甚至会出现前面割出的切口随后又熔合在一起的现象,切割质量很差。
为了顺利切割这种极薄板,可使用BG01-0.5型手工割炬和阶梯形割嘴。
也可将最小号射吸式割嘴用钢丝堵塞2~3个预热孔。
薄钢板机械切割时应选用1号割嘴,手工切割时选用G01-30型割炬和小号割嘴。
这样可使热影响区宽度减小,并能消除割缝边缘的过热现象。
预热火焰要小,割嘴后倾角加大到30°~40°,割嘴与工件距离加大到10~15mm,在切割不中断的情况下切割速度尽可能快些。
还要注意在切割氧放出后应使火焰成笔直的单线针状。
如果火焰形状不对,应该及时修整或更换切割氧割嘴。
另一种切割薄板的工艺方法是使用氧帘割嘴,不但切割速度快,切口质量好,而且工件变形也很小。
对于极薄板的切割加工也可采用叠板切割工艺,或者用策束等离子弧切割乃至激光切割。
3.多层叠板的切割
(1)叠板切割的特点
叠板切割是把数张乃至数十张薄钢板板叠成一摞进行切割的一种高效切割法,图13所示为多层叠板切割的示意。
这种方法特别适用于厚度1.0~5.0mm薄钢板的切割,这类薄板切割时因热变形很难获得所需形状和尺寸精度良好的零件。
板厚大于14mm后,由于不易压紧,就不适合用这种方法。
与单层切割相比,叠板切割具有以下优点:
①减小切割时间,提高生产效率。
叠板总厚度100~120mm时,切割效率高于高速等离子弧单件切割的效率;
②切割质量好,单张板之间的间隙小于0.1mm时可获得无粘渣的切割边;
③板与板之间的摩擦力限制了切割过程中的热变形,割出的零件具有良好的尺寸精度;
④燃料消耗量大大降低,显著的节约能源,降低生产成本。
实现叠板切割的重要条件是板与板之间必须贴紧,切割前要将多层钢板夹具夹紧,尽可能不留空隙。
为了夹紧钢板,一般可采用大的卡兰夹紧,也可用两张厚度8mm左右的钢板作为上、下盖板。
如果钢板的尺寸大,可使用气动压紧装置。
对比较平整的薄板,也可用焊接方法将叠板固定,如图14所示。
为了使开始起割顺利,可将上、下钢板错开,使端面叠成3°~5°的倾角。
叠板切割可切割0.5mm以上的钢板,总厚度不宜超过120mm。
叠板切割最好选用切割能力大于总厚度的割嘴,要有充分的余量。
叠板切割用的设备一般采用半自动切割机,零
 升级会员
升级会员 