单工序冲裁模落料模设计.docx
《单工序冲裁模落料模设计.docx》由会员分享,可在线阅读,更多相关《单工序冲裁模落料模设计.docx(14页珍藏版)》请在冰豆网上搜索。
单工序冲裁模落料模设计
单工序冲裁模(落料模)设计
零件名称:
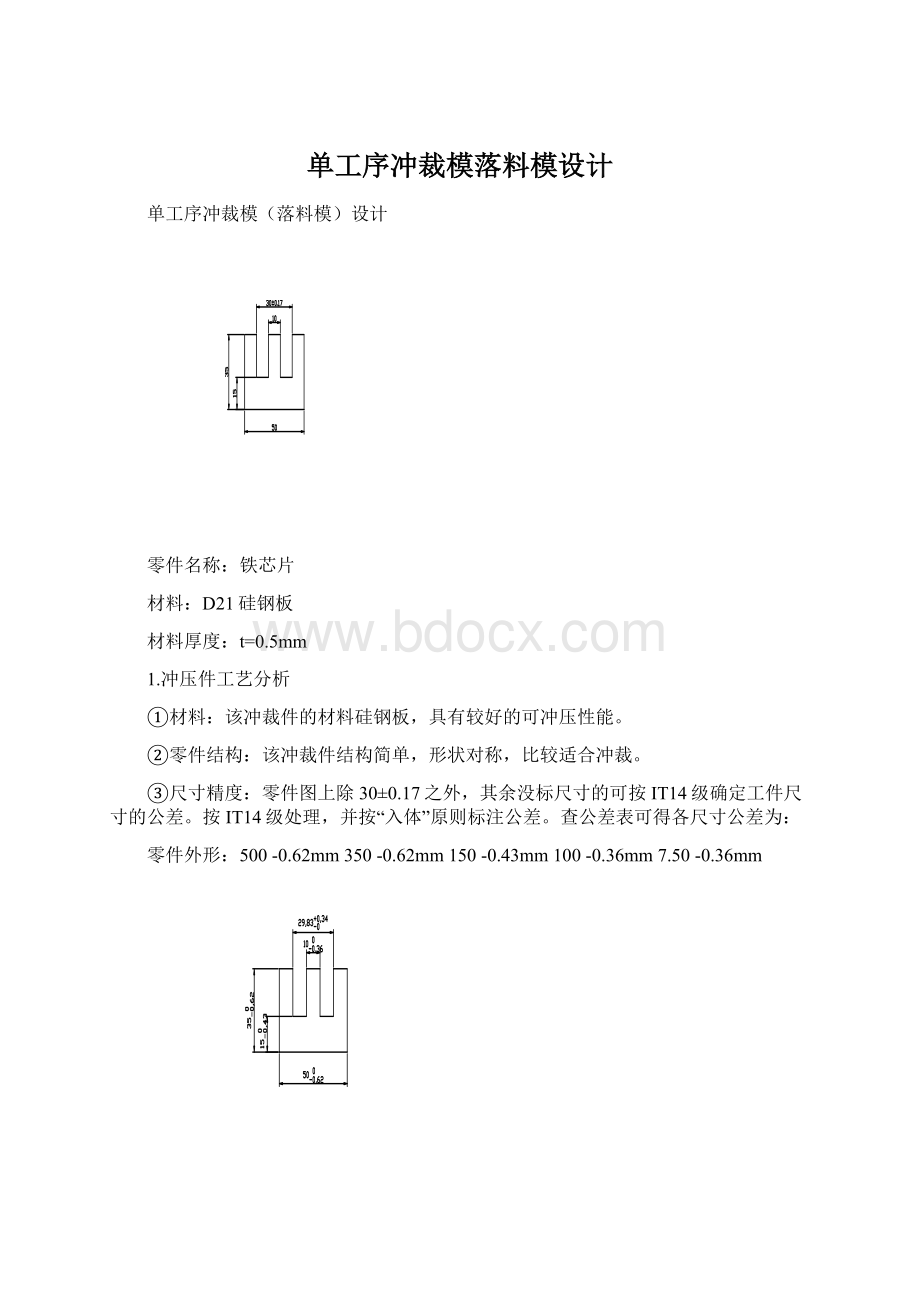
铁芯片
材料:
D21硅钢板
材料厚度:
t=0.5mm
1.冲压件工艺分析
①材料:
该冲裁件的材料硅钢板,具有较好的可冲压性能。
②零件结构:
该冲裁件结构简单,形状对称,比较适合冲裁。
③尺寸精度:
零件图上除30±0.17之外,其余没标尺寸的可按IT14级确定工件尺寸的公差。
按IT14级处理,并按“入体”原则标注公差。
查公差表可得各尺寸公差为:
零件外形:
500-0.62mm350-0.62mm150-0.43mm100-0.36mm7.50-0.36mm
补标公差后零件尺寸如右图
2.冲压件的工艺方案确定
通过以上对该零件的结构、形状及精度的分析,并结合零件的生产批量。
该零件采用落料单工序就可完成冲压加工。
3、工艺计算
⑴排样设计
为保证冲裁件的质量,模具寿命和操作方便,采用有搭边,单排排样,如下图所示,由表1-21得,冲裁件之间的搭边值a1=1.5mm,冲裁件与条料件侧边之间的搭边值a=2mm。
计算条料的宽度:
b=50+2×2=54(mm)
计算条料的步距:
A=35+1.5=36.5(mm)
一个步距内材料的材料利用率:
η=nF/bA×100%=1x1350÷(54×36.5)×100%=68.5%
其中一个进距内的冲压数目n=1;
因选用了1000mm×2000mm的板料,可将板料剪裁为37张条料(54mm×1000mm),每张条料可冲27个工件,则η总为:
η总=nF1/LB×100%=999×1350÷(1000×2000)×100%=67.4%
冲压件面积可以简化为矩形面积50×35,减去两个槽的面积,所以:
F=50×35-2(20×10)=1350(mm)
⑵冲压力与压力中心的计算
①冲压力的计算
落料力为:
F落=Ltσb
其中:
L=(50×2+35×2+20×4)=250(mm)
材料厚度t=0.5mm;
材料:
D21硅钢板,查表1-3,σb=225Mpa,则:
F=250×0.5×225=28(kN)
根据以上模具结构类型,采用弹性卸料和漏料出件,卸料力Fx=KxF,取Kx=0.05,则:
Fx=0.05×28=1.4(kN)
推件力FT=nKTF,去凹模刃壁垂直部分高度h=6mm,t=0.5mm,n=4/0.5=8;取KT=0.06,则:
FT=8×0.06×28=13(kN)
总冲压力F总=F+Fx+FT=28+1.4+13=42.4(kN)
选用的压力机公称压力P≥(1.1~1.3)F总
取系数为1.3,则P≥1.3F总=1.3×42.4=55(kN)
初选压力机公称吨位为63kN,型号为J23-6.3,其主要工艺参数如下:
公称压力:
63KN;
滑块行程:
50mm;
行程次数:
160次∕分;
最大闭合高度:
170mm;
闭合高度调节量:
40mm,(最小闭合高度:
130mm);
工作台尺寸(前后×左右):
200mm×315mm;
模柄孔尺寸:
直径30mm,深度50mm;
工作垫板:
厚度40mm,直径110mm。
②压力中心的计算
按比例画出工件图,选定坐标系XY,如右图所示。
由于零件左右对称,所以压力中心一定在Y轴上,即:
x0=0。
零件轮廓线上各部分标记如右图。
L1=50-10×2=30,Y1=0;
L2=35×2=70,Y2=17.5;
L3=20×4=80,Y3=10;
L4=10×2=20,Y4=20;
L5=50,Y5=35。
计算得到:
y0=16.7
③凸凹模刃口尺寸计算
凹模磨损后尺寸
零件尺寸及公差
刃口尺寸计算公式
磨损系数值x
刃口尺寸及公差
增大
50
500-0.62
制件精度为:
IT14级,取x=0.5
49.69+0.1550
35
350-0.62
34.69+0.1550
15
150-043.
14.785+0.10750
10
100-036.
9.82+0.090
减少
29.83
29.83+0.340
29.915+0.0850
凸凹模刃口尺寸计算表
④弹性元件计算
选用聚氨酯橡胶作为弹性元件,已知Fx=1.4kN,根据模具安装空间,取圆筒聚氨酯橡胶6个,每个橡胶承受的预压力为:
Fy=Fx/n=1400/6=233N
取hy=10%h,查表得p=1.1MPa,则橡胶的横截面积为:
A=Fy/p=233/1.1=212
设卸料螺钉直径为8mm,橡胶上螺钉孔直径为10mm,则有:
A=π/4(D2-d2)
求得橡胶外径:
经计算得和保证足够的卸料力,取D=25mm。
橡胶的自由高度:
h0=hx+hm/0.25=(1.5+6)/0.25=30mm
因为0.5<h0/D=30/25=1.2<1.5,所选橡胶符合要求。
橡胶的安装高度:
ha=h0-hy=30-0.1×30=27
4、编写工艺文件
根据以上分析计算,编写制件工艺文件,如下图所示:
冲压工艺卡
XXXXX厂
冷冲压工序卡片
产品型号
11111
零(部)件图号
01
产品名称
未知
零(部)件名称
零件
共1张
第1张
材料牌号及规格
材料技术要求
毛坯尺寸
每毛坯可制件数
毛坯重量
辅助材料
08F
1000*2000
999
20
没
工序号
工序名称
工序内容
工序简图
设备
工艺装备
工时
1
剪
剪条料
剪板机
直尺0-200
1000x54
2
检
检验
Q11-2x1600
3
冲
落料
冲床J23-6.3
落料模
描图
描校
底图号
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
5、模具主要零件设计
(1)凹模
根据零件的形状,凹模采用矩形。
凹模厚度H凹:
H凹=Kb,且H凹大于15mm。
查表取K=0.3,则:
H凹=0.3×50=15mm,取H凹为16mm
凹模壁厚C:
C=(1.5~2)×16=24~32,取C为30mm
凹模长L:
L=b+2c=50+2×30=110mm
凹模宽B:
B=35+2×30=95mm
所以凹模的外形尺寸为110×95。
故取凹模外形尺寸为125×100×16
(2)凸模
因为零件为异形,采用线切割加工,采用整体直通式凸模。
凸模长度计算:
L=h1+h2+t+h,取凸模固定板的厚度为18mm,卸料板的厚度为10mm,附加长度为h=hm+1+(27-1-1)=5.5+1+25=31.5(橡胶安全高度27mm),t=1mm,
则:
L=18+10+0.5+31.5=60mm
(3)模架
根据凹模外形尺寸125×100×16,选凹模材料为HT200钢上模座选GB/T2855.5外形尺寸为125×100×30,下模座选GB/T2855.6外形尺寸为125×100×35。
模具的闭合高度与压力机的装模高度关系:
Hmax-H1-5≥H模≥Hmin-H1+10
已知:
Hmax=170mm,Hmin=130mm,H=40mm
模具闭合高度应为:
125≥H模≥100
实际模具闭合高度:
H模=H上+H下+H垫+H凹+H凸-1=30+35+10+16+60-1=150
(4)卸料板的设计
材料选用Q235A钢,长和宽的尺寸取与凸模固定板相同的尺寸,厚度为8mm~12mm,取10mm
(5)上、下垫板的设计
材料选用T10A钢,长和宽的尺寸和凹模尺寸相同。
垫板的厚度一般为3mm~10mm,取厚度H2=10mm,则外形尺寸为:
125×100×35
(6)导向销
导向销直径为Φ8、长度为6mm,位于条料的左侧,材料采用45号钢,淬火处理,硬度为40~45HRC,与凹模的配合为H7/m6。
(7)挡料销
挡料销是用来控制送料步距的。
选用圆柱销,直径为Φ8、长度为3mm,材料采用45号钢,淬火处理,硬度为40~45HRC,与凹模的配合为H7/m6。
(8)防转销
为了防止模柄转到,采用了一个防转销,其尺寸为:
d=6mm,L=5mm。
(9)模柄的选择
选用旋入式模柄,材料Q235,并加防转销,根据压力机J23-6.3的相关参数可知,模柄的外形安装尺寸为:
Φ30×50。
(10)螺栓、销钉的选择
上模座连接螺栓选用4-M10*40,下模座固定螺钉选用4-M10*50;上模座连接销钉选用Φ6×40;下模座连接销钉选用Φ6×50。
6、装配图与主要零件图
装配图
凹模
凸模
凸模固定板
卸料板
上垫板
导料板
 升级会员
升级会员 