钢丝网骨架聚乙烯复合管技术全参数及操作规程.docx
《钢丝网骨架聚乙烯复合管技术全参数及操作规程.docx》由会员分享,可在线阅读,更多相关《钢丝网骨架聚乙烯复合管技术全参数及操作规程.docx(10页珍藏版)》请在冰豆网上搜索。
钢丝网骨架聚乙烯复合管技术全参数及操作规程
钢丝网骨架(聚乙烯)复合管技术参数及操作规程
应用范围:
本工艺流程适用于钢丝网骨架(聚乙烯)复合管管材安全生产工艺成型生产资历:
负责员工须为副机手以上及有挤出机操作经验
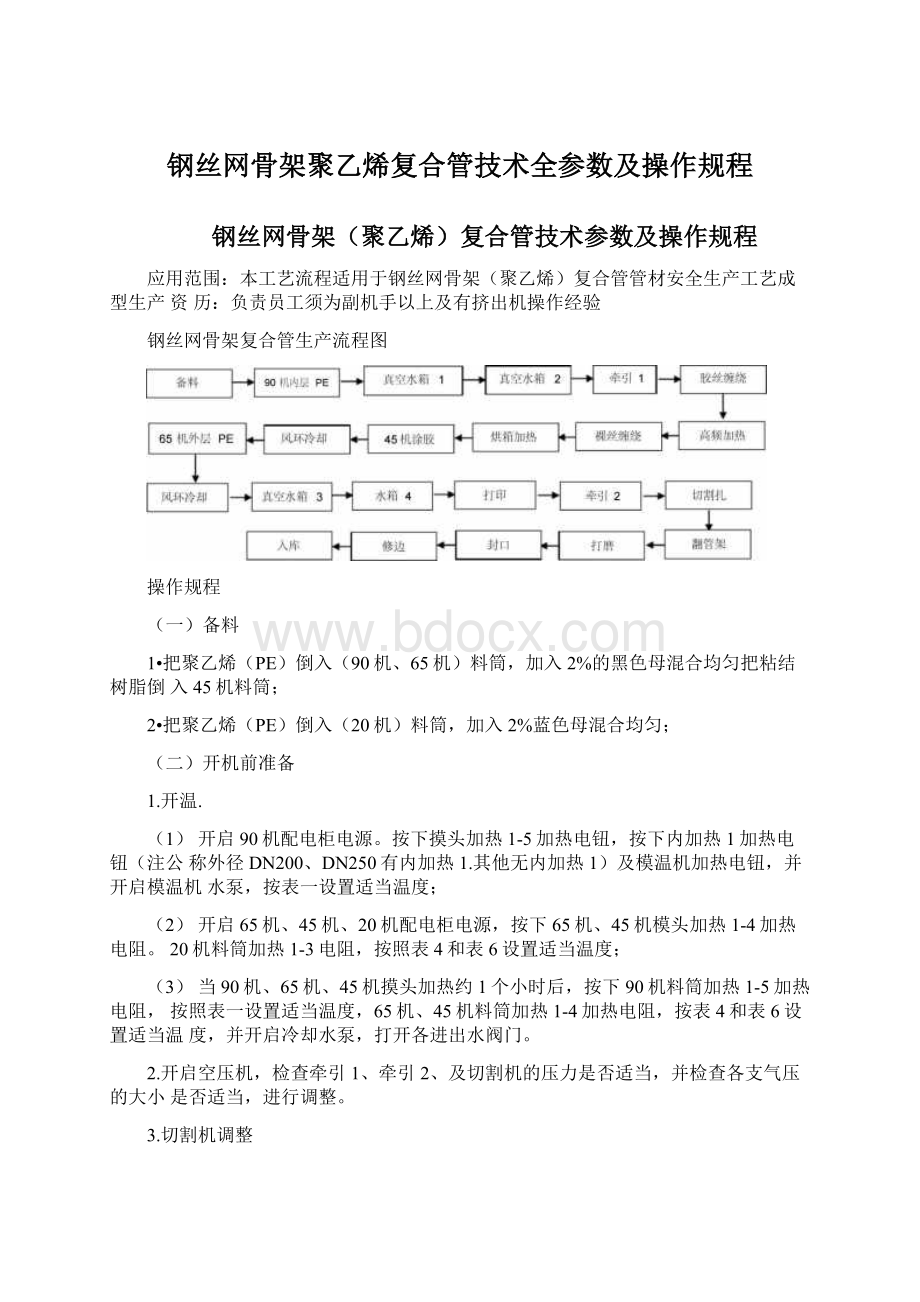
钢丝网骨架复合管生产流程图
操作规程
(一)备料
1•把聚乙烯(PE)倒入(90机、65机)料筒,加入2%的黑色母混合均匀把粘结树脂倒入45机料筒;
2•把聚乙烯(PE)倒入(20机)料筒,加入2%蓝色母混合均匀;
(二)开机前准备
1.开温.
(1)开启90机配电柜电源。
按下摸头加热1-5加热电钮,按下内加热1加热电钮(注公称外径DN200、DN250有内加热1.其他无内加热1)及模温机加热电钮,并开启模温机水泵,按表一设置适当温度;
(2)开启65机、45机、20机配电柜电源,按下65机、45机模头加热1-4加热电阻。
20机料筒加热1-3电阻,按照表4和表6设置适当温度;
(3)当90机、65机、45机摸头加热约1个小时后,按下90机料筒加热1-5加热电阻,按照表一设置适当温度,65机、45机料筒加热1-4加热电阻,按表4和表6设置适当温度,并开启冷却水泵,打开各进出水阀门。
2.开启空压机,检查牵引1、牵引2、及切割机的压力是否适当,并检查各支气压的大小是否适当,进行调整。
3.切割机调整
(1)根据不同规格的管材,更换合理的表具,公称外径DN200、DN250用大表具,DN110、
DN160用小表具;
(2)调整合适的进刀量,切管时间,设置好生产管材长度,并把各导轮调到适当的位置,
见表8参数
缠绕机技术参数和操作规程
应用范围:
本工艺流程适用于缠绕机安全生产工艺成型生产资历:
有缠绕机操作经验员工可以负责。
、缠绕机流程图
1.缠绕机的检查
(1)开机前要检查导丝头与约束套是否同心,并且不要把胶丝层与裸丝层混乱安装。
根
据管材规格安表10布置好钢丝根数,按表11决定好缠绕角度和缠绕机转速
(2)然后把钢丝依次穿过线盘——导丝头——约束套,平均分成4股;
(3)把平分的四股过塑钢上和四股螺丝上,依此通过高频加热圈、烘箱、45机摸头、胶风环、65机摸头、外层风环,接上下、左右四股用钢丝扣子扣紧在外牵引管的端口上;
2.当摸头升温约2小时后,对模具的口摸压环裸丝进行调节,使每个裸丝均匀压紧为止。
(三)开机
1.开启90机附属设备干燥机风机电源、干燥机电热电源和加料机电源开关,将吸料枪嵌
入料筒中,按下吸料机上的自动吸料及清网按钮,开始吸料进入90机料斗内,干燥机和
吸料机按照表9设置适当温度和时间
2.当90机、65机、45机和20机料筒升温到设置温度后,保温约一小时开启90机、65机、45机、20机主电机,启动增速电钮至合适转速
3.挤进芯管内层PE、粘结树脂和外层PE吸射线条,观察芯管内、外壁是否光滑,粘结树脂出料是否均匀,外层PE表面是否光滑,厚度是否一致
4.对模具口出料的均匀和厚度进行调整,一般是松薄边,压厚边
5.当壁厚均匀调节之后,开启烘箱电源开关,设置一定温度,然后关掉90机、65机、45
机、20机停止挤料
6•把芯管退出定位筒约200伽,芯管离模具口也约100伽处,把牵引设定为前进,启动牵引1按钮,并松开牵引1夹具,把牵引按表3增速至合适的速度,开启90机挤出模具中的老料,然后把芯管进行热敷,热敷时螺杆转速应低于正常转速,一般为5-10r/min.
7•待芯管热敷到可以粘接时,迅速把1、2号真空小箱前进,使热敷好的芯管端头靠近模
具,马上把模具中挤出的芯管覆盖,在热敷好的芯管上进行对接,对接时要压紧、粘牢、夹紧牵引1夹具,并前进1.2号真空小箱,当接头进入定位筒时,迅速开启真空水箱1里
面的水泵1、真空1、水泵2、真空2,定位筒离模具口约1.5cm-5cm之间,真空水泵停止前进,并把90机螺杆按照表2增速到合适转速;
8.调整真空水箱1里面的前后真空压力阀到适当范围
9.当水箱通过真空水箱1、真空水箱2、牵引1……快要靠近真空水箱3前面的外牵引引管时,开启事先设置好与牵引1同步的牵引2(其速度设置见表3)
10.开启45机电机,增速螺杆至合适转速,在芯管和钢丝上涂一层300-500mm长的胶层,使芯管与钢丝粘结,然后关掉45机,开启缠绕机,并把电钮调到自动位置。
11.当均匀的过塑钢丝快进入高频加热圈时,开启高频设置好适当温度,以过塑钢丝与芯管
粘好为标准
12.开启烘箱,把上、下、中三区设置好适当温度,使裸丝能与胶丝粘好,并分布均匀。
13.待均匀的两层钢丝快进入45机胶层模具时,启动45机主电机,启动转速电钮按表5调至合适转速,观察胶层在钢丝和芯管上是否均匀,开启45机模具与65机模具之间的小风环,对涂胶的管材进行冷却
14.当均匀的胶层经过65机模具口时,启动65机主电机,启动增速电钮按表7调至合适转速,迅速把挤出的PE压紧在胶层的四周,同时开启真空水箱里面的水泵2、真空2、外风环
15.涂上外层PE的管子进入3号真空水箱胶皮时,马上开启水泵1、真空1,并调整好适当的3号真空压力
16.然后已复合好的管材依次通过3号真空水箱、4小号水箱、打印机(打印程序为商标符号f商标f公司名称f产品名称符号SRTP—用途代码(LQT)f塑料代号PE—公称外径mmf壁厚mmf公称压力Mpaf标准号CJ/T189-2007f生产年数f年月日),牵引2到切割机按指定标准切割。
(四)停机
1.先关闭90机挤出电机及模机加热开关,关机摸机温度降到40C以下
2.当芯管过了真空水箱1里面的第一段水管时,关掉真空1、水泵1,然后依次关掉真空2、水泵2;
3.当芯管依次通过真空水箱2。
、牵引1到过塑钢丝缠绕盘时,迅速用透明胶粘好胶丝并切断过塑钢丝,关掉高频加热
4.当芯管到达裸丝缠绕盘时,用透明胶把裸丝、胶丝和芯管粘在一起,并切断裸丝,关掉烤箱
5.芯管到胶膜时,关掉45机挤出电机,水风环到外层时关掉65机挤出电机、20机挤出扣及外风环
6.关掉90机、65机、45机、20机所有加热开关及所有利用开关
7.待管材全部通过切割机到翻管架时,关掉牵引2,并关掉水箱的水泵电机
打磨机操作规程
(1)根据不同管材安装好管材的卡环并把碗型砂轮装好
(2)把要打磨的管材安装在卡环,放在适当的位置并压紧卡环
(3)开启主电机开关和砂轮运转开关
(4)通过砂轮的移动把管材两端露出的钢丝磨掉,至端口磨平为止
(5)停机时,先把砂轮退出,然后关掉砂轮运转开关,最后关掉主电机开关。
封口操作过程
(1)根据不同管材的圭寸口环,安装好圭寸口环、卡环及管材卡环
(2)开启加热器开关并设置适当温度
(3)当温度达到设置温度时,把封口环放进卡环并卡好;把磨好的管材放进卡环内并放在适当位置,压紧卡环。
(4)把加热器放下,开启油缸开关,把封口环、加热器及管材端口紧紧压在一起加热
(5)当加热到适当温度时,松开油缸,把加热器提上并迅速压紧油缸,把封口环与端材压紧在一起并冷却
(6)停止封口时,把加热器电源开关关掉即可
(7)封口环一定要封好,不能有间隙,否则会使钢丝氧化生锈修边操作过程
(1)根据不同管材,把管材卡环安装好
(2)拿一根标准管材,按管材公称外径及内径的大小调节好修边刀片
(3)把已封好封口环的管材放在卡环内并放在与修边刀相对应的位置,压紧卡环
(4)启动修边机电机开关,并移动修边机电机,开始修边
(5)修边完毕,退出修边刀片,并停止电机电源开关
(6)修边好的端口要平整、光滑,不能有毛刺、毛边
(7)把修边切下的废品用袋子装好,并放在适当的地方,集中堆放,以待处理
过塑机技术参数及操作规程
、流程图
二、操作规程
1)检查电路,合上电源开关;
2)开启高频挤胶机水阀,检查水路是否畅通;
3)开启机筒加热1、2、3和机头加热1、机头加热2;
4)把料斗内粘接树脂备好,把裸丝装在线轮上并固定到放线架上,把大分丝盘固定在收线机上。
5)保温度加热到设定值时(一个半小时),将钢丝绕过线紧轮一一高频头一一烘筒一—机头一一冷却水槽一一收线机转动盘双缠绕一一导线轮一一大分丝盘把钢丝头压好;
6)开启收线机调至100r/min;
7)打开冷却槽冷却水,开高频(200C)开启挤胶电机调至适当转速;
8)把收线机开至500r/min;
9)检查高频头,烧筒,出来的钢丝颜色应为红,如带黑色应降低高频温度;
10)用刀片检查机头过塑钢丝是否均匀;
关机时先关高频,再关挤出电机,最后关料筒机和机头。
三、技术参数:
机筒
1、
185C
机筒
2、
210°C
机筒
3、
225C
机头
1、
225C
机头2、
225C
咼频
185C-250C
挤出转速
815r/min
表190机主机各区间的温度与电流参数
90机的机头压力v25Mpa模温机温度110-150C
区间
温度「C)
电流(A)
料筒加热
1、
150-185
30-32
料筒加热
2、
140-190
30-34
料筒加热
3、
140-195
32-34
料筒加热
4、
140-195
32-34
料筒加热
5、
140-195
32-34
内加热
1、
140-200
2-4
模头加热
1、
140-195
12-14
模头加热
2、
140-200
24-28
模头加热
3、
140-200
22-26
模头加热
4、
140-200
32-36
模头加热
5、
140-200
12-14
表290机主机各种螺杆的转数参数
螺杆
DN110
DN160
DN200
DN250
转速(r/min)
10-17
18-24
20-28
30-40
表3牵引机转速参数
螺杆
DN110
DN160
DN200
DN250
转速
0.8
0.6
0.5
0.4
(r/min)
表445机主机各区间的温度与电流参数
区间
温度(C)
电流(A)
料筒加热
1、
190-200
11-12
料筒加热
2、
190-200
11-12
料筒加热
3、
200-215
12-13
模头加热
1、
200-215
8-9
模头加热
2、
210-220
22-24
模头加热
3、
215-225
19-20
模头加热4、
220-230
7-9
表545机主机各种螺杆的转数参数
螺杆
DN90
DN110
DN160
DN200
DN250
转速(r/min)
44-49
57-61
65-58
76-81
76-86
表665机主机各区间的温度与电流参数
模具真空压力0.01-0.02Mpa
区间
温度「C)
电流(A)
料筒加热
1、
155-180
20-22
料筒加热
2、
155-190
19-20
料筒加热
3、
170-190
19-21
料筒加热
4、
170-190
20-22
模头加热
1、
165-200
5-6
模头加热
2、
165-210
26-28
模头加热
3、
155-210
19-23
模头加热
4、
155-220
8-10
表765机主机各种螺杆的转数参数
螺杆
DN90
DN110
DN160
DN200
DN250
转速(r/min)
22-29
37-43
39-48
53-55
61-67
表8
管材规格
进刀量
DN110
63
DN160
50
DN200
40
DN250
40
表9技术参数
设备操作项目
技术参数设置范围
聚乙烯PE
60〜80C
粘结树脂
50〜70°C
清网周期
30S
清网时间
10S
预备时间
15S
吸料时间
15S
管材规格与钢丝参数如表10所示:
表10管材规格与钢丝参数
管材规格
钢丝直径(mm)
根数(根)
DN110
0.8
30
DN160
0.8
60
DN200
0.8
60
DN250
0.8
80
缠绕机缠绕角度、转速参数如表11所示:
表11缠绕管角度、转速参数
\管材规格机器转速\
DN90
DN110
DN160
DN200
DN250
缠绕丝角度、\
50°
0.47
0.39
0.25
0.20
0.16
51°
0.49
0.40
0.26
0.21
0.17
52°
0.51
0.342
0.27
0.22
0.17
53°
0.52
0.43
0.28
0.23
0.18
54.7°
0.56
0.46
0.30
0.24
0.19
56°
0.59
0.48
0.32
0.25
0.20
57°
0.61
0.50
0.33
0.25
0.21
58°
0.63
0.52
0.34
0.27
0.21
59°
0.66
0.54
0.37
0.28
0.22
60°
0.68
0.56
0.37
0.29
0.23
61°
0.71
0.59
0.38
0.31
0.24
62°
0.74
0.61
0.40
0.32
0.25
63°
0.78
0.64
0.42
0.33
0.26
64°
0.81
0.67
0.44
0.35
0.27
65°
0.85
0.70
0.46
0.36
0.29
注意事项:
1.原材料须达到国家级卫生标准及环保标准
2.材料应按照先进先出的次序进行生产
3.成品管整齐堆放并按照先进先出的标准进行销售
4.生产过程中药注意设备安全和人身安全
5.同时要注意水路、气路、电路是否正常
6.生产车间严禁吸烟,应经常打扫卫生,保持车间整洁
技术研发部产品组
2013.3.5
 升级会员
升级会员 