挤压造粒机操作.docx
《挤压造粒机操作.docx》由会员分享,可在线阅读,更多相关《挤压造粒机操作.docx(59页珍藏版)》请在冰豆网上搜索。
挤压造粒机操作
造粒岗设备操作规程
一、开车前的准备工作
1、挤压造粒机及其相关系统所有设备安装结束,单机试运合格。
2、所有性能试验和调整完成。
3、保证机器和工作区域清洁有序,没有散落的颗粒或油。
4、进行安全检查,保证所有安全保护设施齐全好用,安全用具、护具齐全(如硅油、扁铲、防护手套、拉料用钩子等)。
5、所有公用工程投用,例如:
蒸汽、循环水、脱盐水、电、氮气、仪表风等。
6、所有油、脂润滑点加油、脂。
润滑油、液压油、导热油在正常液位。
7、检查每一个电机转向正确。
8、仪表联校合格。
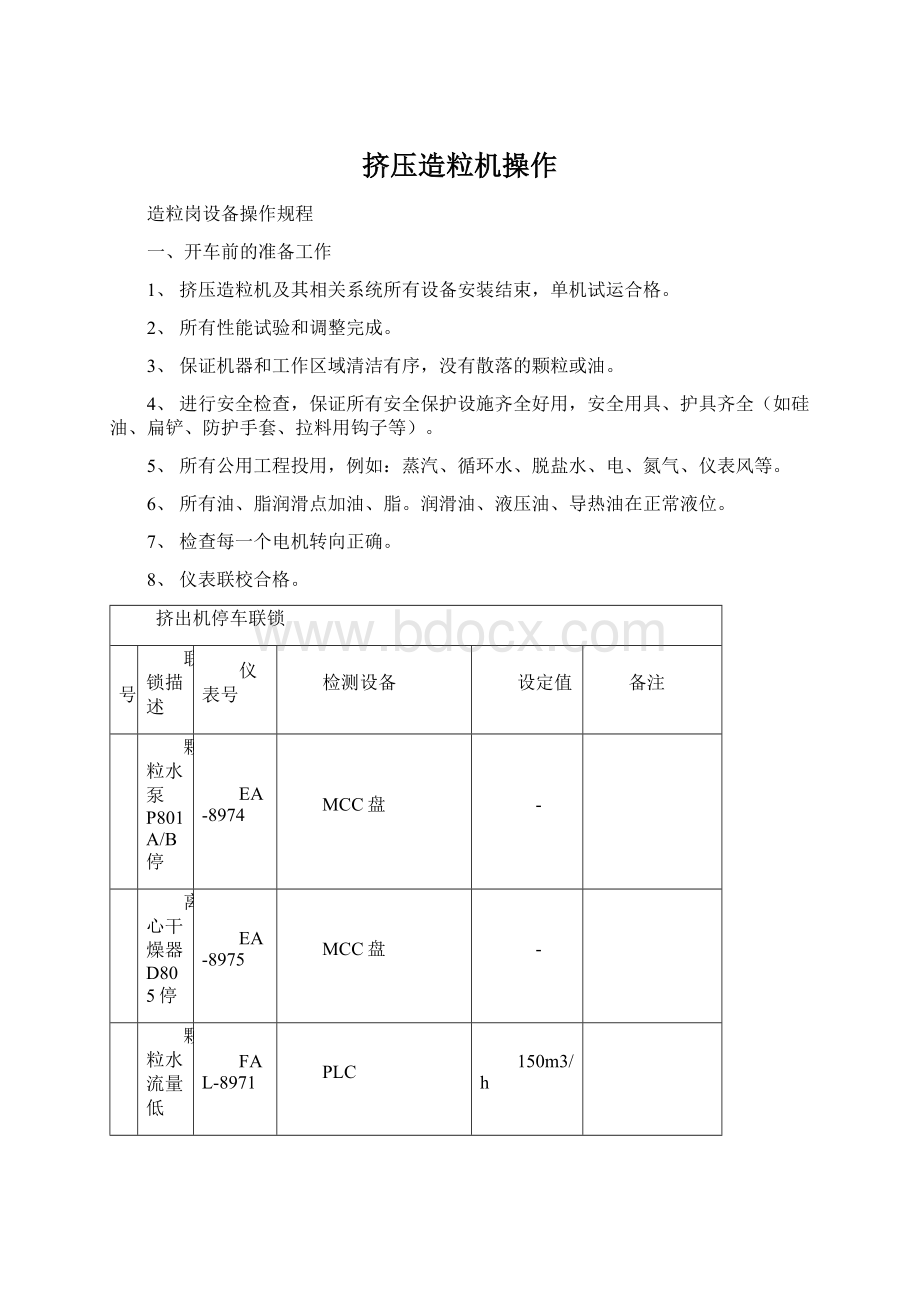
挤出机停车联锁
序号
联锁描述
仪表号
检测设备
设定值
备注
1
颗粒水泵P801A/B停
EA-8974
MCC盘
-
2
离心干燥器D805停
EA-8975
MCC盘
-
3
颗粒水流量低
FAL-8971
PLC
150m3/h
4
离心干燥器D805转速低
SAL-8975
速度开关
264rpm
开车单元停车联锁
序号
联锁描述
仪表号
检测设备
设定值
备注
1
主电机联轴器打滑
SDAH-8901
转差检测器
-
2
换网器入口树脂压力高
PAH-8931
PLC
24MPa
3
模板树脂压力高
PAH-8932
PLC
19MPa
4
主齿轮箱润滑油压力低低
PALL-8904
PLC
0.07MPa
5
主齿轮箱润滑油温度高高
TAHH-8907
PLC
65℃
6
主齿轮箱润滑油流量低
FAL-8903
流量开关
150L/min
7
主电机润滑油压力低低
PALL-8902
PLC
0.07MPa
8
主电机润滑油温度高高
TAHH-8904
PLC
65℃
9
主电机润滑油流量低
FAL-8902
流量开关
4L/min
10
主齿轮箱温度高高
TAHH-8905
PLC
75℃
11
主齿轮箱润滑油泵P803A/B停
EA-8908
MCC盘
-
12
主电机润滑油泵P802A/B停
EA-8905
MCC盘
-
13
开车电机电流高(高速端)
IAH-8902
PLC
94.5A
14
开车电机电流高(低速端)
IAH-8902
PLC
84A
切粒电机停车联锁
序号
联锁描述
仪表号
检测设备
设定值
备注
1
切粒视窗打开
ZAH-8960
限位开关
-
2
切粒单元“脱开”
ZAH-8950
限位开关
-
3
切粒单元锁环“松开”
ZAH-8934
限位开关
-
4
切粒单元夹具液压油压力低
PAL-8957
压力开关
14MPa
5
切粒轴退刀
ZAH-8951
PLC
SV+1mm
6
切粒电机驱动控制盘电器故障
EA-8952
切粒电机控制盘
-
主电机停车联锁
序号
联锁描述
仪表号
检测设备
设定值
备注
1
主电机联轴器打滑
SDAH-8901
转差检测器
-
2
换网器入口树脂压力高
PAH-8931
PLC
24MPa
3
模板树脂压力高
PAH-8932
PLC
19MPa
4
主齿轮箱润滑油压力低低
PALL-8904
PLC
0.07MPa
5
主齿轮箱润滑油温度高高
TAHH-8907
PLC
65℃
6
主齿轮箱润滑油流量低
FAL-8903
流量开关
150L/min
7
主电机润滑油压力低低
PALL-8902
PLC
0.07MPa
8
主电机润滑油温度高高
TAHH-8904
PLC
65℃
9
主电机润滑油流量低
FAL-8902
流量开关
4L/min
10
主齿轮箱温度高高
TAHH-8905
PLC
75℃
11
主电机轴承温度高(非驱动端)
TAH-8902A
PLC
95℃
12
主电机轴承温度高(驱动端)
TAH-8902B
PLC
95℃
13
主电机线圈温度高
TAH-8901A
PLC
95℃
14
主电机线圈温度高
TAH-8901B
PLC
130℃
15
主电机线圈温度高
TAH-8901C
PLC
130℃
16
主电机HV操作盘电气故障
EA-8902
主电机HV操作盘
-
17
主齿轮箱润滑油泵P803A/B停
EA-8908
MCC盘
-
18
主电机润滑油泵P802A/B停
EA-8905
MCC盘
-
19
主电机电流高(高速端)
IAH-8901
PLC
346.5A
20
主电机电流低(高速端)
IAL-8901
PLC
*A
21
主电机电流高(低速端)
IAH-8901
PLC
308A
22
主电机电流低(低速端)
IAL-8901
PLC
*A
主电机开车条件
序号
条件
仪表号
检测设备
设定值
备注
1
筒体温度“不低”
TIAL8908-8913,8920
2
开车单元离合器“脱扣”
ZLL8902
3
开车电机运转30分钟后其电流低
IL8902
机组灯光报警
序号
条件
仪表号
检测设备
设定值
备注
1
主电机冷却水泄漏
LAH-8901
液位开关
-
2
主电机冷却水流量低
FAL-8901
流量开关
450L/min
3
主电机振动值高
VAH-8901A
振动系统
4
主电机振动值高
VAH-8901B
振动系统
5
主电机振动值高
VAH-8901C
振动系统
6
主电机振动值高
VAH-8901D
振动系统
7
主电机润滑油压力低
PAL-8901
PLC
0.1MPa
8
主电机润滑油温度高
TAH-8903
PLC
60℃
9
主齿轮箱润滑油电加热器温度高
TAH-8905A
THERMOSTAT
-
10
主齿轮箱润滑油压力低
PAL-8903
PLC
0.1MPa
11
主齿轮箱润滑油温度高
TAH-8906
PLC
60℃
12
节流阀位置“关”
ZAL-8903
限位开关
-
13
节流阀位置“开”
ZAH-8903
限位开关
-
14
2#筒体加热温度高
TAH-8914
PLC
400℃
15
3#筒体加热温度高
TAH-8915
PLC
400℃
16
4#筒体加热温度高
TAH-8916
PLC
400℃
17
5#筒体加热温度高
TAH-8917
PLC
400℃
18
6#筒体加热温度高
TAH-8918
PLC
400℃
19
7#筒体加热温度高
TAH-8919
PLC
400℃
20
节流阀加热温度高
TAH-8921
PLC
400℃
21
筒体加热器SCR故障
XA-8908
筒体加热控制面板
-
22
2#筒体加热温度低
TAL-8908
PLC
150℃
23
3#筒体加热温度低
TAL-8909
PLC
150℃
24
4#筒体加热温度低
TAL-8910
PLC
150℃
25
5#筒体加热温度低
TAL-8911
PLC
150℃
26
6#筒体加热温度低
TAL-8912
PLC
150℃
27
7#筒体加热温度低
TAL-8913
PLC
150℃
28
节流阀加热温度低
TAL-8920
PLC
150℃
29
ABC密封压力低
PAL-8905
PLC
0.01MPa
30
D803液位低
LAL-8902
液位开关
-
31
泵P804停
EA-8914
MCC面板
-
32
切刀刀刃“磨损”
ZAL-8951
PLC
6mm
33
D806液位低
LAL-8972
液位开关
40%
34
C803停
EA-8976
MCC盘
-
35
热油流量低(其它)
FAL-8941
流量开关
24m3/h
36
热油流量低(模板)
FAL-8944
流量开关
30m3/h
37
热油泵P808A冷却水流量低
FAL-8942
流量开关
2m3/h
38
热油泵P808B冷却水流量低
FAL-8943
流量开关
2m3/h
39
热油泵P809A冷却水流量低
FAL-8945
流量开关
3m3/h
40
热油泵P809B冷却水流量低
FAL-8946
流量开关
3m3/h
41
1#热油加热器E808温度高
TAH-8942A
温度开关
-
42
2#热油加热器E808温度高
TAH-8942B
温度开关
-
43
1#热油加热器E809温度高
TAH-8945A
温度开关
-
44
2#热油加热器E809温度高
TAH-8945B
温度开关
-
45
热油加热器E808SCR故障
XA-8940
热油加热器控制面板
-
46
热油加热器E809SCR故障
XA-8941
热油加热器控制面板
-
47
热油泵P808A温度高
TAH-8943
温度开关
-
48
热油泵P808B温度高
TAH-8944
温度开关
-
49
热油泵P809A温度高
TAH-8946
温度开关
-
50
热油泵P809B温度高
TAH-8947
温度开关
-
51
热油泵P808A/B停
EA-8945
MCC盘
-
52
热油泵P809A/B停
EA-8946
MCC盘
-
53
粒料料斗D807料位高
LAH-8601
液位开关
-
54
公共联锁“关”
XA-8985
PLC
-
55
PLC故障
XA-8990
PLC
-
④自动开车程序
挤压机开车程序必须是从下游往上游开,由PLC提供,根据逻辑在线自动指导设备开车,手动启动挤压机,使熔融树脂充满挤压机,自动开车。
相关开关:
自动/手动切换开关
自启动开关
下列操作与自动开车程序相关:
切粒机启动操作
切粒机进刀操作
PCW三通阀操作
开车阀操作
在开车期间,应选择手动模式直到模板清洁完成,切粒单元锁模,然后操作模式由操作员转为自动,灯亮,自动开车能够通过按自动开车按钮启动。
自动开车条件:
主要设备:
1M802电机“运行”
2主秤W801“运行”(RF802)
3SF801“运行”
4主电机“运行”
5切粒电机“停”
6切粒电机驱动盘“正常”
7切粒电机“无停车条件”
8颗粒水泵“运行”
9颗粒水三通阀“旁路”(干式)
10颗粒水三通阀“直通”(湿式)
11离心干燥器转速“不低”
12离心干燥器“运行”
13振动筛“运行”
14摩擦离合器“啮合”
15切粒单元液压油压力“不低”
16开车阀“向地”
其他:
1公共联锁“投用”
2操作模式“自动”
然后,下面的操作按顺序进行
切粒电机启动延时*秒
刀轴进刀延时*秒
颗粒水三通阀延时*秒
开车阀换向延时*秒
注:
时间“*”由JSW现场性能测试后提供
每一个阶段由逻辑对前一步确认后执行,如果有故障,自动停车程序动作,自动开车程序复位,当自动开车程序完成开车阀直通时,自动开车程序也复位。
注:
自动开车程序有两个模式,一个是干式,另一个是湿式。
干式:
开车前,颗粒水循环回水箱,不通过切粒水室;湿式:
开车前,颗粒水循环通过切粒水室。
⑤自动停车程序
挤压机停车顺序必须是从下游往上游停。
自动停车顺序由PLC提供,根据逻辑指导主要设备自动按顺序停。
相关开关:
自动/手动切换开关
自动停车开关
自动停车程序在下列4种情况下动作:
当操作模式自动时,按自动停车开关
自动开车故障发生
挤压机运行并且公共联锁在“ON”位置时,产生停车报警条件
按紧急停车按钮
一旦自动停车程序动作,根据下列顺序操作
主电机停延时*秒
开车阀换向延时*秒
切粒电机停延时*秒
切粒刀轴退刀延时*秒
颗粒水三通阀旁路延时*秒
注:
时间“*”由JSW现场性能测试后提供
每一步由逻辑对上一个步骤确认后执行,自动停完成后自动停车程序复位。
⑥公共联锁
公共联锁由PLC程序提供,在挤压机逻辑自动停车程序中起重要作用,保证设备不会受到未预料的其他设备的停车或工艺操作故障而造成的破坏。
当自动停车程序从上游到下游,设备按顺序动作时,公共联锁相反的动作,立即停上游设备。
下列4个主要设备与这个程序有关,一个设备停,其他设备如箭头所示也停。
切粒机电机主电机主秤、M802、SF801
如果一个设备停,根据公共联锁,上游设备立即停,下游设备根据停车程序停。
例如:
当主电机停,RF802、M802、SF801立即停,切粒机电机根据停车程序停。
相应开关:
公共联锁ON/OFF开关
当两个相邻的设备运行,这两个设备之间的公共联锁程序是“ON”,两个设备停之后,它复位。
如果颗粒水系统下列不正常情况发生,切粒机自动停车程序和其它下游设备将动作。
颗粒水泵“停”
下游设备“不正常”
离心干燥器转速“低”
颗粒水流量“低”
离心干燥器“停”
振动筛“停”
D807液位“高”
1)PK802
(1)I0821:
W-801聚丙烯计量秤停车联锁
原因:
1)W-801故障
2)RF-802停
3)D-801料位非常低(LALL8106)
动作:
1)RF-802停
2)RF-802密封氮气停(XV8111)
3)M-802停车联锁启动(I0824)
4)盘面报警I0821出现(UA0821)
按钮HS8106使LALL8106无效
(2)I0823:
SF-801停车联锁
原因:
1)SF-801停
2)M-802停
3)联锁I0824动作
动作:
1)停W-804A/B/C/D/E和相关连接设备
2)停RF-802
3)M-802停车联锁启动(I0824)
4)SF-801密封氮气停
5)盘面报警I0823出现(UA0823)
按钮HS-80201使I8023无效
(3)I0824:
M-802停车联锁
原因:
1)M-802连续混料器停
2)W-801聚丙烯计量秤停(I0821)
3)SF-801停(I0823)
4)EX851挤压机停
动作:
1)停熔融添加剂系统(FIC8402作用,P-811A/B冲程归零)
2)停过氧化物添加剂系统(P-810A/B冲程归零)
3)启动SF-801联锁(I0823)
4)停SF-801螺旋送料器
5)停第一个液体添加剂下料(停FV8301)
6)停第二个液体添加剂下料(停FV8302)
7)停M-802
8)M-802密封氮气停
9)盘面报警I0824出现(UA0824)
按钮HS-8310使I8024无效
(4)M802自身联锁说明
序号
描述
报警
停车
备注
1
检修门开
○
2
物料温度高
○
3
电机过载
○
4
氮气密封停
○
5
接到外部停车联锁
○
如挤压机停、SF801故障、计量系统停、料仓料位过高等
9、启动PK801,氮气循环。
具体开车步骤见风送系统操作规程。
10、检查确认向挤压机下料的D801A/B料位达到高料位报警点。
11、检查确认抽吸、除尘系统PK803、PK805投用正常。
具体开车步骤见抽吸、除尘系统操作规程。
12、检查确认PK804系统投用正常,目的料仓D901A/B/C/D/E/F无料位高报。
具体开车步骤见风送系统操作规程。
13、PK802系统开车前准备工作完成。
1)打开D801A或B下部手动切断阀。
2)打开D801A或B下部自动切断阀XV8103或XV8104。
3)切换D801A或B下部换向阀XV8101A或B指向PK851。
4)旋转下料阀RF802启动前检查:
⑴检查减速齿轮箱已经加好油/脂。
⑵取出下料阀中的外界杂物,如遗忘工具、石块等。
⑶确认转阀的转速探头投用良好。
⑷检查轴封氮气正常。
⑸拆除电机风扇护罩,手动盘车,确认转动灵活无卡涩。
恢复护罩。
⑹点试电机,查电机转向(必须与壳体上箭头方向一致),同时检查转阀转动灵活无卡涩,运行无振动和异常声音,空转电流不超过额定电流的80%。
⑺操作投自动
5)螺旋送料器SF-801启动前检查:
⑴检查管线和送料器内无异物。
⑵单试电机,检查转向正确。
⑶检查对中合格,连接联轴器,安装护罩。
⑷检查减速齿轮箱、轴承已经加好油/脂。
⑸拆除电机风扇护罩,手动盘车,确认转动灵活无卡涩。
恢复护罩。
⑹检查所有安全设施在正确位置。
⑺检查轴封氮气正常。
⑻启动电机,空转运行30分钟,检查空转电流不超过额定电流的80%。
⑼停电机,操作投自动。
6)计量单元W801在启动之前检查:
1查设备内没有异物,出入口无卡塞。
2检查测量轮、轴承和内壁没有磨损,无物料堆积。
3检查齿轮箱润滑正常。
4确认W801调校正常,检查0点。
5确认所有软连接无阻碍、绞拧、损坏。
6检查橡胶减震垫无损坏。
7确认整个系统是封闭和紧固的。
8检查测量系统、过载限制停车的位置X、Y。
9确认测量单元安装牢固、水平、不倾斜。
10拆除电机风扇护罩,手动盘车,确认转动灵活无卡涩。
恢复护罩。
11点试电机,检查转向和运转情况,确认平台无振动。
12操作投自动。
7)固体添加剂单元W804A~E启动之前检查:
⑴单试搅拌器A804A—E电机,检查转向正确。
⑵连接搅拌器联轴器,安装护罩。
⑶确认减速器和轴承润滑良好。
⑷手动盘车,灵活无卡涩。
⑸点试电机,无卡涩、异常声音、振动等,电机电流不超。
⑹启动相应搅拌器,通过Z804A—E向D804A—E加入规定数量和规格的添加剂。
⑺确认XV8203A—E开关灵活,操作投自动。
⑻确认W804A—E使用正确的螺杆,性能调校完毕。
⑼检查各零部件没有磨损。
⑽确认系统无异物或堵塞。
⑾确认系统封闭紧固。
⑿确认所有仪表投用。
⒀确认各部润滑正常。
⒁提供吹扫氮气。
⒂点试搅拌器和螺旋电机,转向正确,运行正常。
⒃按照配方设定添加剂和主物料的加入比例,操作投自动。
8)M802开车前准备工作:
⑴检查混合器与氮气反冲口、进料管、出料管之间的连接是否可靠。
⑵检查防护罩安装好。
⑶检查清除混合器内的任何杂物,如螺栓、螺母、钢筋、砖头等。
⑷检查混合器接地情况。
⑸检查混合器检查孔、人孔关闭。
限位开关XSH8301、XSH8302出于闭合状态。
⑹各润滑油点加润滑油,检查油质油位。
⑺盘车:
打开盘车电机后风扇罩,旋转冷却风扇叶轮,旋转方向为从进料侧看搅拌器是顺时针方向,转5—6转。
盘车过程中,用手动油泵往各润滑油点注油,检查运转灵活五卡涩。
盘车后恢复风扇护照。
⑻点试确认电机转向正确。
⑼设定溢流阀HV8303A、HV8303B开度在适当位置。
⑽检查放净阀关闭。
⑾确认气动两位阀XV8303开关灵活。
⑿打开轴封氮气手阀、打通流程,电磁阀投自动。
⒀检查确认M802联锁投用。
⒁M802投自动。
14、启动RF805
1)启动前检查:
A检查减速齿轮箱已经加好油/脂
B取出下料阀中的外界杂物,如遗忘工具、石块等。
C确认转阀的转速探头投用良好
D检查轴封氮气正常
E点试电机,查电机转向(必须与壳体上箭头方向一致),同时检查转阀转动灵活无卡塞
2)启动
注意启动电流及电压的变化,检查转阀无异常振动及过大噪音,检查转速正常,轴承温度正常。
15、启动熔融添加剂系统(如果需要)
熔融添加剂单元开车
开车之前,必须完成下列检查工作:
1所有手阀处在正确位置。
2确认仪表已投用。
3到D811的氮封打开。
4中央抽吸系统已投用。
1)准备添加剂,通过料斗Z811加到添加剂熔化器中。
首批添加剂的制备分两步:
首先加油直至搅拌器被覆盖,开始通入夹套蒸汽,启动A811搅拌;当温度达到120℃时,开始通过Z811加入添加剂。
2)保持搅拌器A811运转和低压蒸汽通入储罐夹套。
所需的熔化时间过后,通过HS8401打开HV8401,熔融添加剂从熔化器自压流入计量储罐D812。
每当计量罐液位低时,都要进行第1)步和第2)步。
3)打通P811A/B到M802的流程,通过夹套蒸汽保证介质温度。
4)将FRCA8401打手动;以最小冲程启动P811A/B,待用。
5)挤压机开车正常后,手动增加添加剂的流量直到正常值,然后将FRCA8401同聚丙烯流量投串级。
16、启动过氧化物添加剂系统(如果需要)
过氧化物单元开车
启动之前必须做下列检查:
1确保没有异物进入D810。
2确认所有法兰紧固。
3确认所有检测仪表已投用。
1)开冷冻水和冷却水到夹套,设定TRC8602,通过蒸汽,确保水温在30℃左右。
1)向D810内加入适量的过氧化物
2)切换FT8601下游的三通阀,指向M802,确认流量联锁信号是由挤压机给出
3)切换P810A(P810B)下游的三通阀将P810A(P810B)同Z810(过氧化物喷射器)连接。
5)将FRCA8601置于手动,以最小冲程启动P810A(P810B),待用。
6)挤压机开车正常后,手动增加添加剂的流量直到正常值,然后将FRCA8601同聚丙烯流量投串级。
如果添加了过氧化物的聚合物已存储了很长时间,防止过氧化物分解,控制温度。
17、EX851系统
1)
 升级会员
升级会员 