焊点工艺标准.doc
《焊点工艺标准.doc》由会员分享,可在线阅读,更多相关《焊点工艺标准.doc(4页珍藏版)》请在冰豆网上搜索。
焊接工艺标准
焊接工艺标准
(一).良好的焊点应具备以下各条件:
a、光滑亮泽、锡量适中、形状良好。
b、无冷焊(虚假焊)、针孔。
c、元件脚清晰可见,无包焊、无锡尖。
d、无残留松香焊剂、残锡、锡珠。
e、无起铜皮、无烫伤元器件本体及绝缘皮现象。
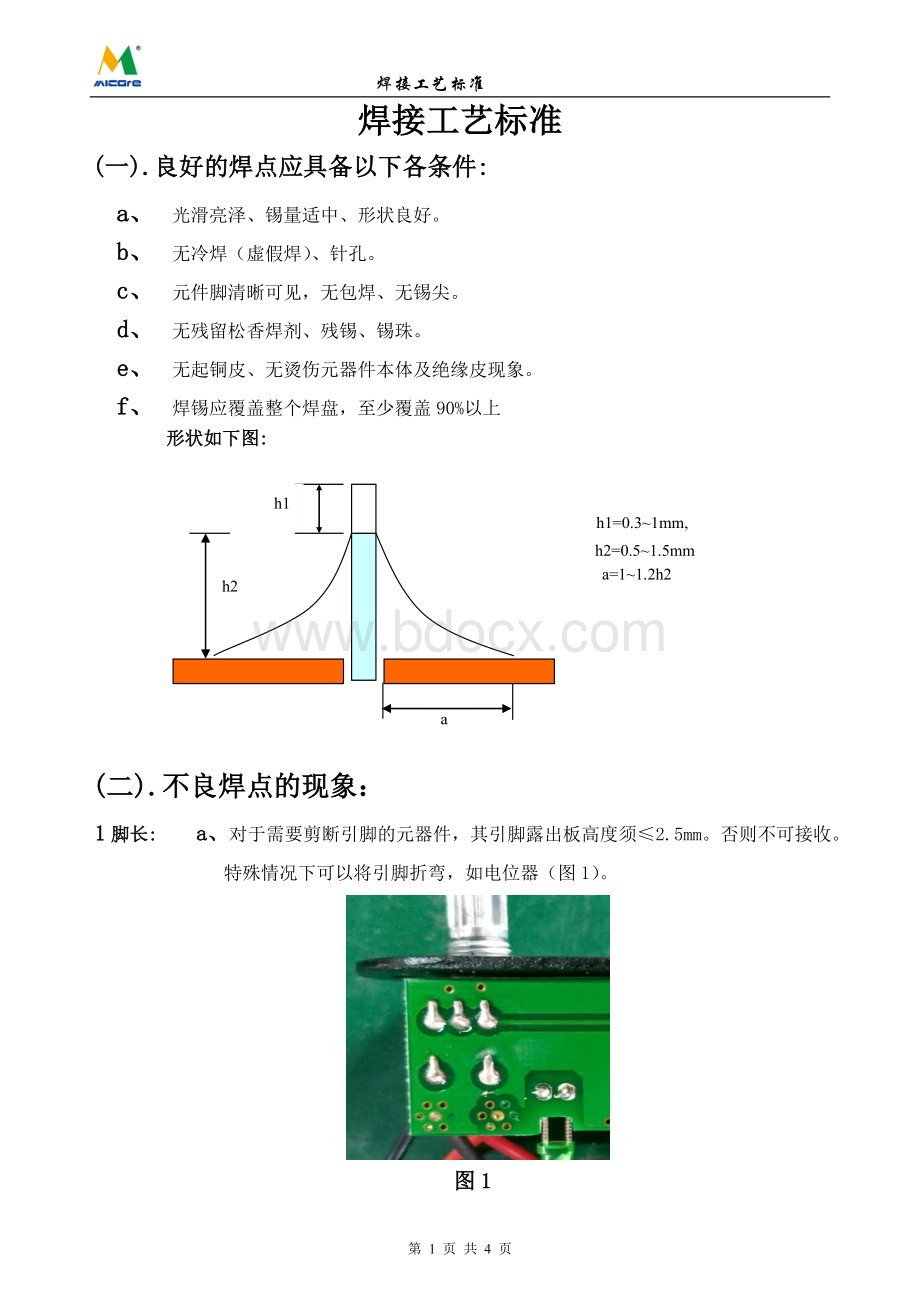
f、焊锡应覆盖整个焊盘,至少覆盖90%以上
形状如下图:
h1
h1=0.3~1mm,
h2=0.5~1.5mm
h2
a=1~1.2h2
a
(二).不良焊点的现象:
1脚长:
a、对于需要剪断引脚的元器件,其引脚露出板高度须≤2.5mm。
否则不可接收。
特殊情况下可以将引脚折弯,如电位器(图1)。
图1
2短路:
在不同线路上两个或两个以上之相邻焊点间,其焊盘上的焊锡产生相连现象。
1.两块较近线路间被焊锡或组件弯角所架接,造成短路(图2)。
2.两引脚焊锡距离太近小于0.6mm,接近短路(图3)。
0.6mm
图2图3
3虚焊:
零件线脚四周未被焊锡完全熔接包覆。
1、焊锡太少造成锡点有缺口,使得焊点接触不良;
2、引脚浮于焊锡表面,而未被薄锡覆盖。
以上二种情况均不可接受。
图4图5图6
4多锡:
焊点锡量过多,使焊点呈外突曲线,引脚被锡包住,形成一大包,不可接受。
图6图7
5少锡:
1、焊锡未能沾整个焊盘,且吃锡高度未达线脚长1/2者(图8)。
2、锡未满整个焊盘90%以上(图9)。
图8图9
6拉尖:
在零件线脚端点及吃锡路线上,成形为多余之尖锐锡点者。
1、焊锡包住引脚且拉长拖尾。
2、锡点上有针状或柱状物。
图10图11
7锡洞/气孔:
1、焊点内部有针眼或大小不等的气孔(图12)。
孔直径大于0.2mm;或同一块PCB板直径小于0.2mm的气孔数量超过6个,或同一焊点超过2个气孔均不可接受。
2、焊锡表面有缺口或孔洞超出焊点20%以上(图13)。
图12图13
8焊点剥离:
印刷电路板之焊盘与电路板之基材产生剥离现象。
图14
(三)贴片元件
焊接可靠,横向偏移不能超过W的30%;纵向偏移不能超过H的20%
横向偏移不可超过30%W
贴片横向偏移
纵向偏移不可超过20%H
W
H
贴片纵向偏移
贴片歪斜
贴片位置适中
贴片元件焊点要求:
1.良好焊点:
电极端接头完全被焊锡浸润,焊点呈现良好的弯月形焊缝角。
2.少锡:
焊锡浸润浸润电极端接头的高度小于25%。
3.多锡:
焊锡凸出元件的外壳。
4.焊点宽度大于元件宽度的70%。
焊点
焊点(大于70%元件宽度)
焊点宽度要求合格焊点
焊点
焊点
少锡多锡
第4页共4页
 升级会员
升级会员 