完整word版螺纹车削加工工艺及编程word文档良心出品.docx
《完整word版螺纹车削加工工艺及编程word文档良心出品.docx》由会员分享,可在线阅读,更多相关《完整word版螺纹车削加工工艺及编程word文档良心出品.docx(12页珍藏版)》请在冰豆网上搜索。
完整word版螺纹车削加工工艺及编程word文档良心出品
8.9螺纹车削加工工艺及编程
8.9.1螺纹加工概念及加工工艺
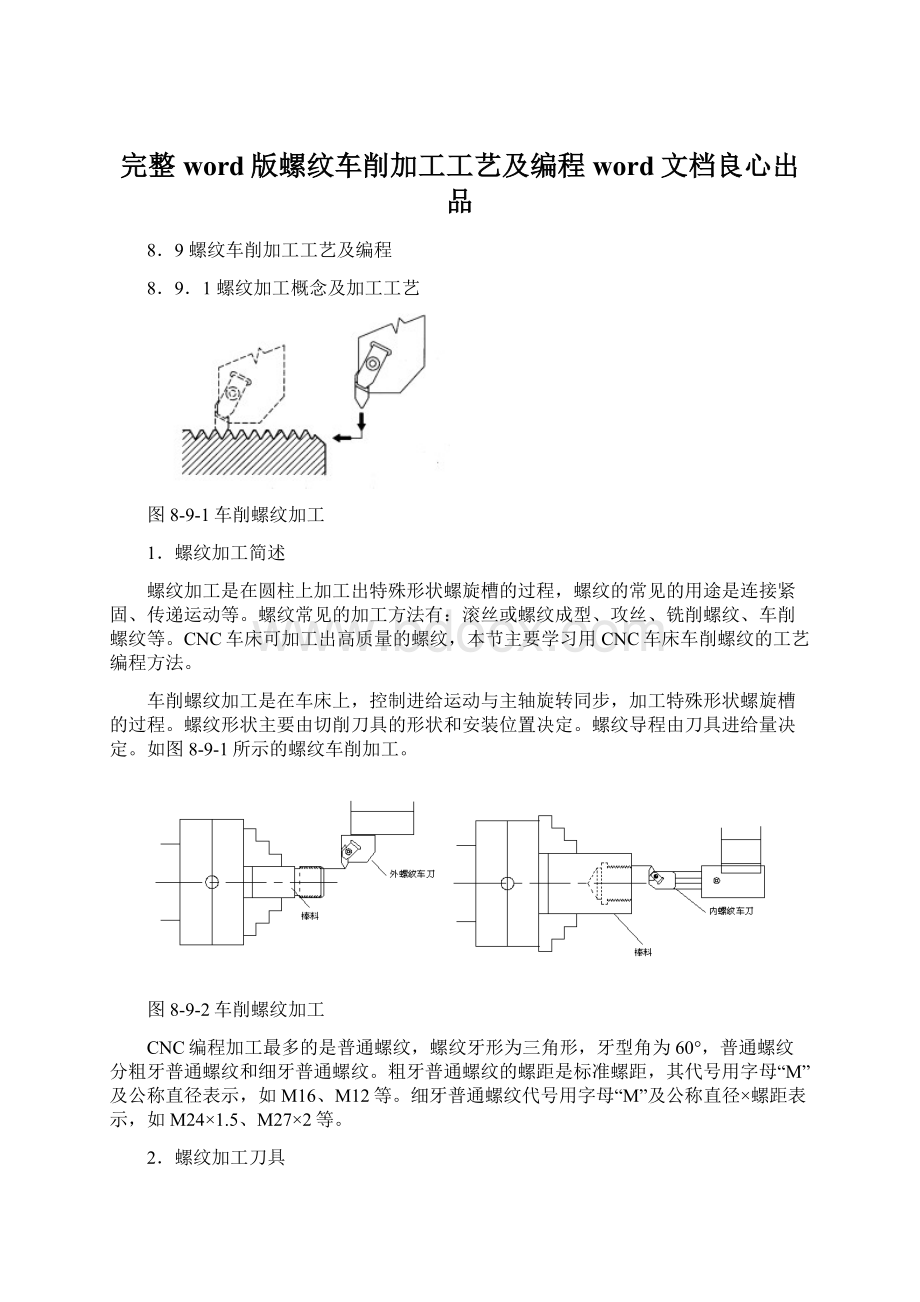
图8-9-1车削螺纹加工
1.螺纹加工简述
螺纹加工是在圆柱上加工出特殊形状螺旋槽的过程,螺纹的常见的用途是连接紧固、传递运动等。
螺纹常见的加工方法有:
滚丝或螺纹成型、攻丝、铣削螺纹、车削螺纹等。
CNC车床可加工出高质量的螺纹,本节主要学习用CNC车床车削螺纹的工艺编程方法。
车削螺纹加工是在车床上,控制进给运动与主轴旋转同步,加工特殊形状螺旋槽的过程。
螺纹形状主要由切削刀具的形状和安装位置决定。
螺纹导程由刀具进给量决定。
如图8-9-1所示的螺纹车削加工。
图8-9-2车削螺纹加工
CNC编程加工最多的是普通螺纹,螺纹牙形为三角形,牙型角为60°,普通螺纹分粗牙普通螺纹和细牙普通螺纹。
粗牙普通螺纹的螺距是标准螺距,其代号用字母“M”及公称直径表示,如M16、M12等。
细牙普通螺纹代号用字母“M”及公称直径×螺距表示,如M24×1.5、M27×2等。
2.螺纹加工刀具
普通螺纹加工刀具刀尖角通常为60°,螺纹车刀片的形状跟螺纹牙型一样,螺纹刀切削不仅用于切削,而且使螺纹成型。
机夹式螺纹车刀如图8-9-2所示,分为外螺纹车刀和内螺纹车刀两种。
可转位螺纹车刀是弱支撑,刚度与强度均较差。
图8-9-3螺纹加工路线
装夹外螺纹车刀时,刀尖应与主轴线等高(可根据尾座顶尖高度检查)。
车刀刀尖角的对称中心线必须与工件轴线垂直,装刀时可用样板来对刀。
3.螺纹加工过程
一个螺纹的车削需要多次切削加工而成,每次切削逐渐增加螺纹深度,否则,刀具寿命也比预期的短得多。
为实现多次切削的目的,机床主轴必需恒定转速旋转,且必须与进给运动保持同步,保证每次刀具切削开始位置相同,保证每次切削深度都在螺纹圆柱的同一位置上,最后一次走刀加工出适当的螺纹尺寸、形状、表面质量和公差,并得到合格的螺纹。
如图8-9-3,编程中,每次螺纹加工走刀至少有4次基本运动(直螺纹)。
运动①:
将刀具从起始位置X向快速(G00方式)移动至螺纹计划切削深度处。
运动②:
加工螺纹——轴向螺纹加工(进给率等于螺距)。
运动③:
刀具X向快速(G00方式)退刀至螺纹加工区域外的X向位置。
运动④:
快速(G00方式)返回至起始位置。
4.螺纹加工工艺事项
⑴螺纹切削起始位置
螺纹切削起始位置,既是螺纹加工的起点,又是最终返回点,必须定义在工件外,但又必须靠近它。
X轴方向每侧比较合适的最小间隙大约为2.5mm,粗牙螺纹的间隙更大一些。
Z轴方向的间隙需要一些特殊考虑。
在螺纹刀接触材料之前,其速度必须达到100%编程进给率。
由于螺纹加工的进给量等于螺纹导程,所以需要一定的时间达到编程进给率。
如同汽车在达到正常行驶速度以前需要时间来加速一样,螺纹刀在接触材料前也必须达到指定的进给率,确定前端安全间隙量时必须考虑加速的影响,故必须设置合理的导入距离。
导入距离一般为螺纹导程长度的3~4倍。
同理,螺纹切削结束前,存在减速问题,故必须合理设置的导出距离。
在某些情况下,由于没有足够空间而必须减小Z轴间隙,惟一的补救办法就是降低主轴转速(r/min)——不要降低进给率。
⑵从螺纹退刀
为了避免损坏螺纹,刀具沿Z轴运动到螺纹末端时,必须立即离开工件,退刀运动有两种形式——沿一根轴方向直线离开(通常沿X轴),或沿两根轴方向斜线离开(沿XZ轴同时运动),如图8-9-4所示。
通常如果刀具在比较开阔的地方结束加工,例如退刀槽或凹槽,那么可以使用直线退出,车螺纹Z向终点位置一般选在退刀槽的中点,使用快速运动G00指令编写直线退出动作,如:
N63G32Z-20F2(螺纹加工程序)
N64G00X50
(a)直线退出(b)斜线退出
图8-9-4螺纹退刀
如果刀具结束加工的地方并不开阔,那么最好选择斜线退出,斜线退出运动可以加工出更高质量的螺纹,也能延长螺纹刀片的使用寿命。
斜线退出时,螺纹加工G代码和进给率必须有效。
退出的长度通常为导程,推荐使用的角度为45°,退出程序如下:
……
N63G32Z-20F2;(螺纹加工程序)
N64U4W2;(斜线退出,螺纹加工状态)
N65G00X50;(快速退出)
⑶螺纹加工直径和深度
由于螺纹不能一次切削加工出所需深度,所以总深度必须分成一系列可操控的深度,每次的深度取值,不仅要考虑螺纹直径,还要考虑加工条件:
刀具类型、材料以及安装的总体刚度。
螺纹加工中随着切削深度的增加,刀片上的切削载荷越来越大。
对螺纹、刀具或两者的损坏可以通过保持刀片上的恒定切削载荷来避免。
要保持恒定切削载荷,一种方法是逐渐减少螺纹加工深度。
每次切削深度的计算并不需要复杂的公式,但需要一些常识和经验。
螺纹加工循环在控制系统中建立了自动计算切削深度的算法,手动计算的逻辑是一样的。
有关螺纹加工的一些数值可由下面列出经验计算方法得到:
外螺纹小径=外圆直径-2×牙高;
螺纹牙高=0.61343P≈0.6P
走刀次数=2.8P+4;
式中:
P为螺纹导程,单线螺纹导程与螺距相同
车三角形外螺纹时,由于受车刀挤压会使螺纹大径尺寸胀大,所以车螺纹前大径一般应车得比基本尺寸小约0.1P。
车削三角形内螺纹时,内孔直径会缩小,所以车削内螺纹前的孔径要比内螺纹小径略大些,可采用下列近似公式计算:
车外螺纹前外圆直径=公称直径D-0.1P;
车削塑性金属的内螺纹底孔直径≈公称直径d—P
车削脆性金属的内螺纹底孔直径≈公称直径d一1.05P
⑷主轴转速以及进给率
螺纹加工时将以特定的进给量切削,进给量与螺纹导程相同,CNC在螺纹加工模式下控制主轴转速与螺纹加工进给同步运行。
螺纹加工是典型高进给率加工,比如加工导程为3mm的螺纹,进给量则是3mm/r。
螺纹加工的主轴转速直接使用恒定转速(r/min)编程,而绝不是恒线速度(CSS),这就意味着准备功能G97必须与地址字S一起使用来指定每分钟旋转次数,例如“G97S500M03”,表示主轴转速为500r/min。
那么如果加工导程为3mm的螺纹,其进给速度计算如下:
F=700r/min×3mm/r=2100mm/min
为保证正确加工螺纹,在螺纹切削过程中,主轴速度倍率功能失效,进给速度倍率无效。
8.9.2G32螺纹切削指令应用
G32是Fanuc控制系统中最简单的螺纹加工代码,该螺纹加工运动期间,控制系统自动使进给率倍率无效。
1.G32螺纹切削指令
指令格式:
G32X(U)~Z(W)~F~Q~;(等螺距螺纹切削指令)
X(U)Z(W)——为直线螺纹的终点坐标;
F——为直线螺纹的导程,如果是单线螺纹,则为直线螺纹的螺距;
Q——为螺纹起始角,该值为不带小数点的非模态值,其单位为0.001°,如果是单线螺纹,则该值不用指定,这时该值为0;
2.G32螺纹切削编程实例
试用G32指令,编写图8-9-5所示工件的螺纹加工程序。
⑴相关工艺
设计螺纹切削导入距离6mm;刀具退出的方式为45°斜线,长度为导程1.5mm。
如图8-9-6(a)所示。
车外螺纹前外圆直径=公称直径D-0.1P=24-0.1×1.5=23.85;
螺纹牙高=0.61343P≈0.61343×1.5≈0.92;
外螺纹小径=外圆直径-2×牙高=23.85-2×0.92=22.01;
设计螺纹分五次切削加工出所需深度,第一刀切深0.32mm,然后,每刀逐渐减少螺纹加工深度,最后精加工切深0.045mm.。
分层切削染余量分配如图8-9-6(b)所示。
拟定主轴转速使用恒定转速500r/min,进给量则是导程1.5mm/r。
图8-9-5螺纹加工工件
⑵螺纹加工程序
编写螺纹加工程序O8901如下:
O8901
G21G99
………
T0404(调用第4号外螺纹刀具)
G97S500M03
N20G00X30Z6M08;(起始点,导人距离5mm)
N21G00X23.21;(刀具从起始位置X向快速移动至螺纹计划切削深度处)
N22G32Z-21F1.5;(轴向螺纹加工,进给率等于螺距)。
N23U4W-2;(刀具退出的方式为45°斜线,保持螺纹切削状态)
N24G00X30;(刀具X向快速退刀至螺纹加工区域外的X30位置)
图8-9-6示例工件螺纹加工相关设计
N25Z6;(快速G00方式返回至起始位置)。
(N21~N25完成螺纹的第一刀切削)
N26G00X22.76;
N27G32Z-21F1.5;
N28U4W-2;
N29G00X30;
N30Z6
(N26~N30完成螺纹的第二刀切削)
………
………
N40G00X22.01
N41G32Z-21F1.5;
图8-9-7G92螺纹切削路线
N42U4W-2;
N43G00X30;
N44Z6
(N40~N44完成螺纹的最后切削)
G00X100Z100M09
M05
N41M30(程序结束)
8.9.3螺纹切削单一固定循环G92
⑴单一循环螺纹加工指令G92简介
由程序O8901可见,用G32编写螺纹多次分层切削程序是比较繁琐,每一层切削要五个程序段,多次分层切削程序中包含大量重复的信息。
FANUC系统可用G92指令的一个程序段代替每一层螺纹切削的五个程序段,可避免重复信息的书写,方便编程。
G92指令称单一循环加工螺纹指令,如图8-9-7,G92螺纹加工程序段在加工过程中,刀具运动轨迹为:
首先:
刀具沿X轴进刀至螺纹计划切削深度X坐标;第二步:
沿Z轴切削螺纹;第三步:
启动45°倒角螺纹(斜线切出);第四步:
刀具沿X轴退刀至X初始坐标;第四步沿Z轴退刀至Z初始坐标。
在G92程序段里,须给出每一层切削动作相关参数,必须确定螺纹刀的循环起点位置,螺纹切削的终止点位置。
⑵单一循环螺纹加工指令G92格式
指令格式:
G92X(U)~Z(W)~F~R~;
格式说明:
①X(U)、Z(w)为螺纹切削终点处的坐标;
②F为螺纹导程的大小,如果是单线螺纹,则为螺距的大小;
③45°斜线螺纹切出距离在0.1L至12.7L之间指定,指定单位为0.1L,可通过系统参数进行修改。
(L为导程)
④R为圆锥螺纹切削参数。
R值为零时,可省略不写,螺纹为圆柱螺纹。
⑶G92编程示例
螺纹加工程序O8901用G92编程可改写成程序O8902
O8902
G21G99
T0404(调用第4号外螺纹刀具)
G97S500M03
N20G00X30Z6M08;(外螺纹刀具到达切削起始点,导入距离6mm)
G92X23.21Z-23F1.5(完成第一层螺纹切削)
X22.76;(完成第二层螺纹切削)
X22.40;(完成第三层螺纹切削)
X22.10;(完成第四层螺纹切削)
X22.01;(完成螺纹的最后切削)
G00X100Z100M09
M05
N41M30(程序结束)
显然用G92编程的程序O8902比O8901简洁多了。
图8-9-8G76螺纹切削路线及有关参数
8.9.4螺纹切削复合循环G76
⑴复合循环螺纹加工指令G76简介
CNC发展的早期,G92单一螺纹加工循环方便了螺纹编程。
随着计算机技术的迅速发展,CNC系统提供了更多重要的新功能,这些新功能进一步简化了程序编写。
螺纹复合加工循环G76是螺纹车削循环的新功能,它具有很多功能强大的内部特征。
使用G32方法的程序中,每刀螺纹加工需要4个甚至5个程序段;使用G92循环每刀螺纹加工需要一个程序段,但是G76循环能在一个程序段或两个程序段中加工任何单头螺纹。
在机床上修改程序也会更快更容易。
如图8-9-8所示,表明G76指令的加工动作。
G76螺纹加工循环需要输入初始数据。
⑵复合螺纹加工循环指令G76格式
G76指令格式:
G76P(mrα)Q(最小切深)R(精加工余量);
G76X(U)Z(W)P(牙高)Q(最大切深)R(锥螺纹参数)F(导程);
FANUC0i复合螺纹加工循环指令G76格式分两个程序段,格式中各参数含义如下表:
表8-9-1G76格式说明
第一程序段:
G76P(mrα)Q~R~
P~
(m)
精加工重复次数,为1~99的两位数
(r)
倒角量,当螺距为L,从0.0L到99L设定,单位为0.1L,为1~99的两位数
(α)
刀尖角度,选择80°、60°、55°、30°、29°、0°六种中的一种,由两位数规定。
Q~
为最小切深(用半径值指定)切深小于此值时,切深钳在此值
R~
精加工余量(微米)
第二程序段:
G76X(U)Z(W)R~P~Q~F~
X(U)Z(W)
螺纹最后切削的终端位置的X、Z坐标,X(U)表示牙底深度位置
Q~
第一刀切削深度,半径值,正值,(微米)
P~
牙高,半径值,正值(微米)
R~
锥螺纹半径差;圆柱直螺纹切削省略。
F~
螺距正值
⑶G76外螺纹切削编程示例
螺纹加工程序O8901用G76编程可改写成程序O8903
O8903
G21G99
T0404(调用第4号外螺纹刀具)
G97S500M03
N20G00X30Z6M08;(外螺纹刀具到达切削起始点,导入距离6mm)
N30G76P011060Q100R0.1;(螺纹参数设定)
N40G76X22.01Z-23.P920Q320F1.5;
G00X100Z100M09
M05
M30(程序结束)
显然用G76编程的程序O8903比O8901和O8902又简洁多了。
G76程序段N30,N40说明:
程序段“N30G76P011060Q100R0.1;”中:
P011060表示:
精加工次数是一次;倒角量为一个导程;刀尖角度60°。
Q100表示:
最小切深钳制在半径值100微米
R0.1:
表示精加工余量0.1mm
程序段“N40G76X22.01Z-21.P920Q320F1.5;”中
X22.01Z-23.表示:
牙底深度X值为X22.01;螺纹切削Z终点Z-23.
P920表示:
牙高为半径值920微米
Q320表示:
第一刀切深为半径值320微米
F1.5表示:
螺距1.5mm
8.9.5内螺纹切削编程示例
试编写图8-9-9所示工件的内螺纹加工程序。
1.工艺设计
螺纹加工前的底孔直径≈公称直径d—P=30-2=28;
确定工件坐标系如图8-9-9;
设计螺纹切削循环G76起点在(X24,Z6),选择X24不仅保证刀具X向与实体的安全间隙,又避免螺纹刀退出时碰撞工件。
Z6是螺纹切削导入距离6mm。
如图8-9-9。
图8-9-9内螺纹示例工件及加工相关设计
设计螺纹最后一刀切削的终点(与起点相对形成矩形切削区域)坐标是(X30,Z-35)。
X30为内螺纹的牙底直径。
Z-35保证刀具足够切出距离,又不至于让刀具碰撞到夹具。
如图8-9-9。
内螺纹的其它切削参数计算如下:
螺纹牙高=0.61343P≈0.61343×2≈1.22(mm)
走刀次数=2.8P+4≈9;
(mm)
(mm)
拟定主轴转速使用恒定转速400r/min,进给量则是导程2mm/r。
2.内螺纹加工程序
设螺纹底孔已经加工完毕,内螺纹加工程序O8904如下:
O8904;
G21G99;
T0404(调用第4号外螺纹刀具)
G97S400M03;
N20G00X24Z6M08;(外螺纹刀具到达切削起始点,导入距离6mm)
N30G76P011060Q130R-0.1;(注意:
内螺纹精加工余量取负值)
N40G76X30Z-35.P1220Q400F2;
G00X100Z100M09;
M05;
M30;(程序结束结束)
 升级会员
升级会员 