排水用HDPE管施工工艺设计设计.docx
《排水用HDPE管施工工艺设计设计.docx》由会员分享,可在线阅读,更多相关《排水用HDPE管施工工艺设计设计.docx(14页珍藏版)》请在冰豆网上搜索。
排水用HDPE管施工工艺设计设计
排水HDPE管施工工艺
单位:
作者:
时间:
、前言
近年来,随着社会的发展和人们生活水平的日益提高,对居住条件要求越来越高,建筑物内建筑材料的要求也越来越高,一些新型功能性排水管材逐渐进入市场。
从国内外发达地区市场看,建筑用HDPE管需求日益增加,且潜力巨大。
HDPE管用于建筑排水工程,其适配性强,经久耐用、环保卫生、不易产生二次污染。
超静音HDPE!
具有优良的降噪性能,是高端住宅理想的建筑排水管材之一。
现以xxxxxx工程为例,浅谈一下建筑排水HDPE管的施工工艺。
二、适用范围
本工程为高级公寓,卫生间污废水、厨房废水、阳台排水管道均采用超静音
HDPE!
,雨水管采用普通HDPEf,热熔连接。
三、工艺流程及操作方法
排水HDPEf安装:
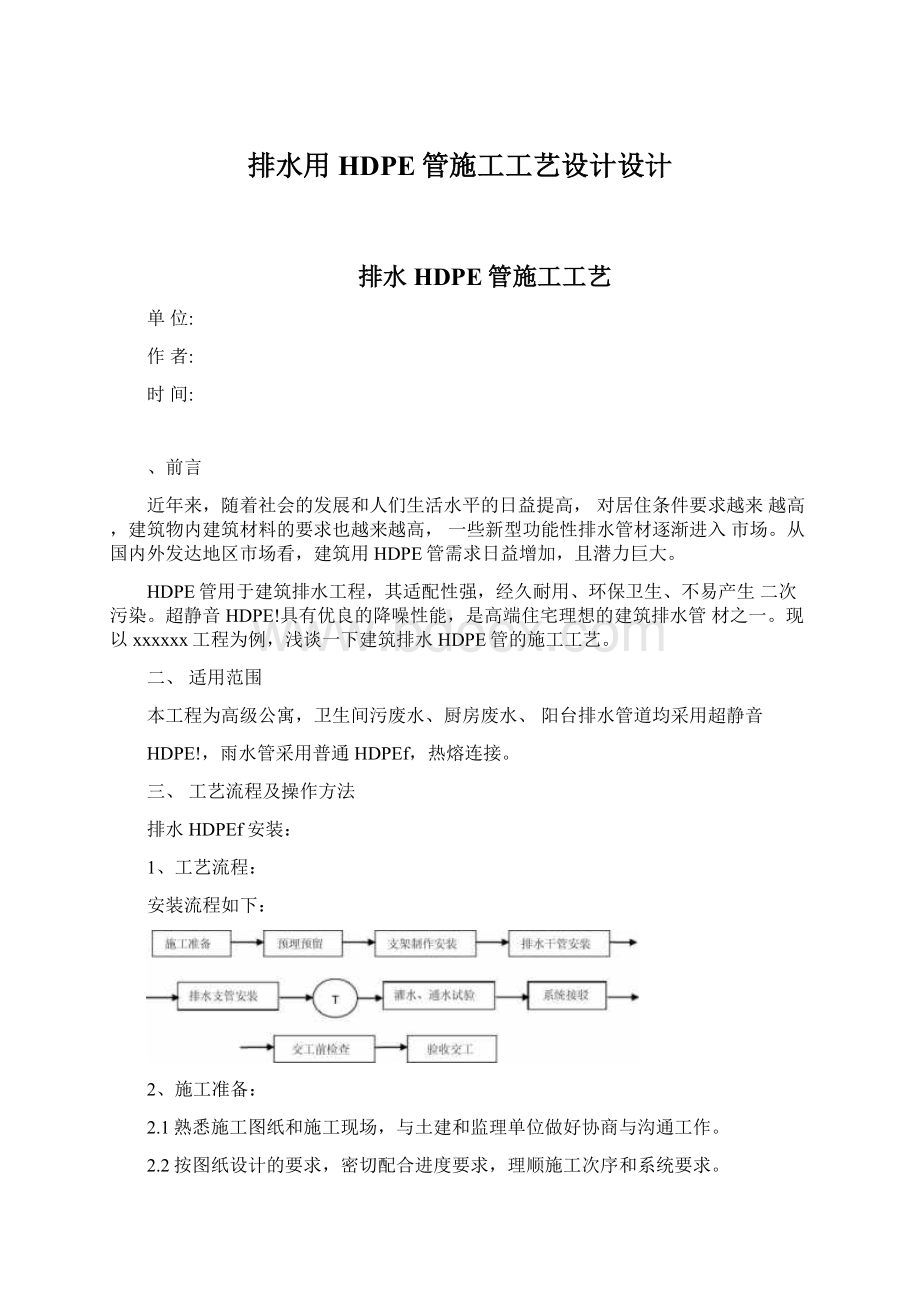
1、工艺流程:
安装流程如下:
2、施工准备:
2.1熟悉施工图纸和施工现场,与土建和监理单位做好协商与沟通工作。
2.2按图纸设计的要求,密切配合进度要求,理顺施工次序和系统要求。
2.3管道支架在加工场地预制,支架上的孔眼要用台钻,经油漆后才准安装
2.4按先装大管径干管、立管,后装小口径支管的原则。
2.5配合实际施工要求,分段进行施工、试压和接驳。
保证施工质量和施工时间。
2.6完毕或安装中断的敞口处,也要作封闭或临时封闭,以防止杂物进入管腔内。
2.7做好材料检验,确保材料及其配件符合要求。
3、管道系统的安装
通常按照排水管道按照:
支管一一水平管一一立管的顺序进行施工,能够预制的尽量预制,以加快施工速度。
按照设计的管段长度和配件类型逐段进行安装连接,用导向管卡和可调管卡及时把管道固定牢固,并按照规范要求安装固定点电焊圈和阻火圈。
对于施工完的管道系统及时检查施工质量,及时调整偏差项目,水平管道的水平度和立管的垂直度应该调整至符合设计要求。
1)热熔对焊连接
对焊连接是一种最简单的管件连接方法,所有管径从32mn到315mn!
勺管道
均可以用这种办法进行连接。
它为整个系统的预制安装提供了许多方便有利的前提条件,HDPEf材用此方法焊接时不需其它部件
无论预制安装是在现场或是在车间里,在各种环境下都用此焊接法。
以下是完成一个完美的焊接过程所需要的条件:
保持焊接部位、管道及电热板的清洁度
正确的焊接温度
焊接连接过程中施加相应的力
焊接切断面必须是垂直90度,必须通过刨刀刨平。
对焊只占据了很小的断面空间,焊接边缘不会干扰管道,事实上管道内部横截面没有任何变化。
焊接分布面是十分复杂组合在一个很小的面层上,所以它不浪费丝毫的管材。
通过对焊连接法,管子长度和弯头连接处都得到充分利用。
2)HDPE管的对焊工艺准备
德国进口专用的管道切割设备
施工要点:
垂直切割管道、切割面必须保持清洁、手不允许接触切割面、对焊容放厚
度控制要按下表实施
焊接容许的厚度表管径(mm32-7590110125160200250315
对焊厚度(mm345577810
3)对于32mn到75mn!
勺管道采用手动焊接的操作方式
手动焊接采用便携式电焊板操作。
电热板不能放在铁板、石块、沙土上,以免划伤盘面涂覆的聚四氟乙烯
(PTFE耐高温防粘层。
操作步骤
保持焊板清洁,检查焊板温度,在绿灯亮之前不要进行焊接。
一开始,用力把管道焊接面顶在焊接板上,然后放松的握住管道。
仔细观察整个焊接熔化过程。
当焊接面凸出的大小与要求相关产品相符时,同时取下两边的焊接管道,并迅速把焊接面用力碰拢,慢慢的加压直到要求的压力。
用力压住管道,保持大约30秒,直到管道焊接接缝处冷却。
4)对于直径40mn到315mnt勺管道采用电动对焊接法热熔对焊的操作在地面进行,一般在预制阶段使用。
雨水系统的安装使用
的是德国生产的热熔对焊机,由行走架、操作台、电热板、电动铣刀、夹具组成
使用220伏50赫兹单相交流电源。
电热板常用焊接温度为210C+10C,适合的
操作气温为-10C-40C。
使用的工具
UNIVERS£'40-200
0200-315mm
操作步骤:
第一步:
焊接准备
用干净的布清除两管端污物。
根据不同的管径选用相应的夹具及托架,将要焊接的管材置于夹具及托
架上,使两端伸出的长度相当,在满足铣削和加热的要求下应尽可能短,通常为
25-30mm若必要,管材机架以外的部分用支撑物托起,使管材轴线与夹具中心线处于同一高度,然后用夹具固定好。
置入铣刀,先打开铣刀电源开关,然后缓慢合拢两管材焊接端,并加以适当
的压力,直到两端均有连续的切屑出现后,撤掉压力,略等片刻,再退开活动架,关掉铣刀电源。
取出铣刀,合拢两管端,检查两端铣削情况。
管端为垂直90度。
错位不超过1mm
闭合管端的最大间隙不超过0.3mm
第二步:
热熔
检查电热板温度是否达到设定值,绿灯亮表示温度适合焊接。
1)将电热板置入两管端之间,转动加压手柄并观察压力表指针,达到规
定的压力P,加热压力保持到直至要熔接的配件整个周围形成一圈熔化边料,作用是迅速平整管材端面上的不平度并有效地促进塑化,直到两边最小卷边达到规定高度hl。
管径
56
63
75
90
110
125
160
200
250
315
P(公斤)
8
9
10
15
22
28
45
57
「90
140
h1(毫米)
0.5
0.5
0.5
0.5
0.5
1.0
1.0
1.0
1.5
1.5
T1(秒)
45
45
45
45
45
50
60
70
80
100
2)将压力减小到规定值,一般大约加热压力P的10%(使管端面与电热板之间刚好保持紧密接触),继续加热至规定的时间T1。
此时,卷边高度一般达到壁厚的半。
第三步:
切换
加热完成后,退开夹具,迅速取出电热板,然后合拢两管端,其切换时间应尽可能短,不得超过5秒。
第四步:
对接
通过加压手柄向合扰的管端缓慢加压,在规定的时间T2将压力上升到规定值P(与加热压力相同),锁紧止动闸,保持压力。
管径
56
63
75
90
110
125
160
200
250
315
T2(秒)
5
5
5
5
5
5
6
6
7
8
第五步:
冷却
将压力至少保持规定的冷却时间T3后,松开止动闸,打开夹具,取出焊
接好的管子
管径
56
63
75
90
110
125
160
200
250
315
T3
6
6
6
6
6
7
9
9
12
15
不要用冷却水或者其它冷却方法来加快冷却处理时间,因为这会损害连接的
质量。
对于管径不大于75mm勺管子,对接时可以不通过操作台,直接用手接在一起。
热熔对焊后管道的总长度会变短,预制时测量尺寸要注意第六步:
检查焊缝质量
4、电焊管箍连接
1)准备工作
垂直切割管道
清洁、弄干、刮削管端焊接处。
清除粉屑
注意:
在整个焊接过程中保持管端的干燥
专用工具
电焊管箍连接件
操作步骤
把管道及配件嵌入管箍连接
件内
接通电焊机,开始焊接过程
当《END信号显示灯亮起时,切断电熔焊机。
热量显示器会从白色转为黑色
考虑外观起见,安装结束以后,可去除?
40-160mm的电焊管箍连接件上的电源连接插孔。
四、材料
本工程采用的主要材料为建筑排水HDPE管及管件等。
五、机具设备
拟投入的机具设备
机具设备名称
型号
数量
总功率
(kw/hp)
备注
管箍焊机
ESG160
4
管道对焊机
UNIVERSA
L
3
管道切割器
6
钢角尺
5
钢板尺
5
激光垂直仪
2
六、劳动组织及安全
1、劳动力组织
工种
人数
工种
人数
工种
人数
配管
10
焊工
4
测量工
2
共计:
16人
2、安全生产和成品保护
1)预制好的管道要码放整齐,垫平、垫牢、不许用脚踩或物压,也不得双层平放。
2)中断施工时,管口一定要作好临时圭寸闭工作;密圭寸安装时,要注意检查管内有无异物。
3)安装在墙上、混凝土柱上的支架,宜在建筑工程施工时配合预留洞或预埋铁件,不宜任意打洞,以免损坏建筑物。
4)管道在安装时,应防止管道表面被砂石或其它硬物划伤。
5)未交工验收前,施工单位要专门组织成品保护人员,24h时有人值班。
6)管材、管件在施工中应注意妥善保管,不得混淆和损坏。
七、质量要求
本工法执行以下质量标准:
《建筑排水用高密度聚乙烯(HDPE管材及管件《CJ/T250-2007》
《建筑排水高密度聚乙烯(HDPE管道工程技术规程CECS282:
2010》要求
八、效益分析
1、HDPEf用作建筑排水管具有其他管道不可比拟的降噪功能,从其使用功能和使用寿命与其他管道相比,具有明显的社会效益。
2、HDPEt寿命长,具有与建筑物同期寿命,且能保持良好排水性能,具有良好的经济效益。
 升级会员
升级会员 