加工工艺过程卡片柜.docx
《加工工艺过程卡片柜.docx》由会员分享,可在线阅读,更多相关《加工工艺过程卡片柜.docx(24页珍藏版)》请在冰豆网上搜索。
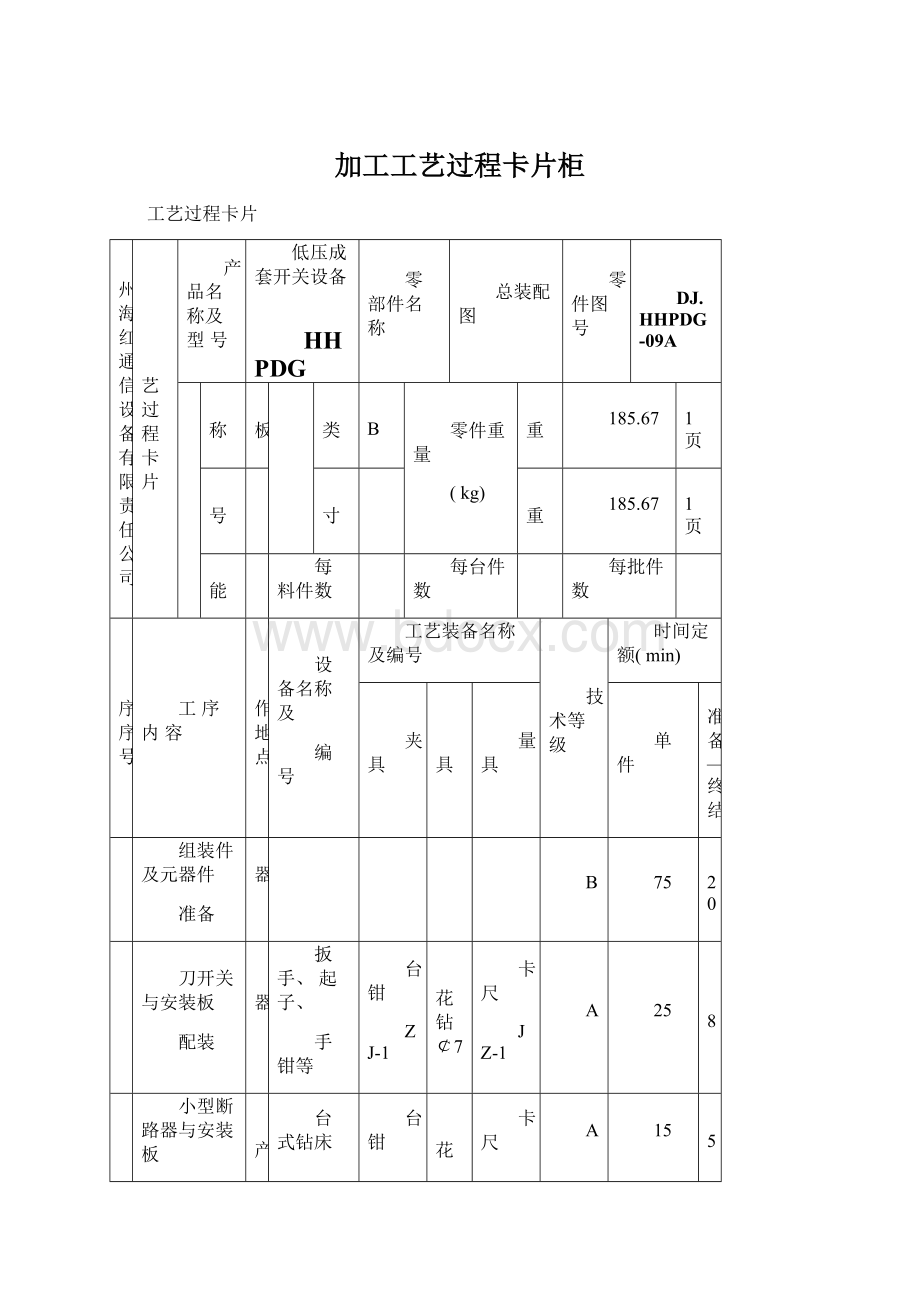
加工工艺过程卡片柜
工艺过程卡片
兰州海红通信设备有限责任公司
工艺过程卡片
产品名称及型号
低压成套开关设备
HHPDG
零部件名称
总装配图
零件图号
DJ.HHPDG-09A
材
料
名称
冷板
毛
柸
种类
GB
零件重量
(kg)
毛重
185.67
第1页
牌号
尺寸
净重
185.67
共1页
性能
每料件数
每台件数
每批件数
工序序号
工序内容
工作地点
设备名称及
编号
工艺装备名称及编号
技术等级
时间定额(min)
夹具
刀具
量具
单件
准备—终结
1
组装件及元器件
准备
电器
室
B
75
120
2
刀开关与安装板
配装
电器
室
扳手、起子、
手钳等
台钳
ZJ-1
麻花钻¢7
卡尺
JZ-1
A
25
48
3
小型断路器与安装板
配装
生产车间
台式钻床
SB-8
台钳
ZJ-1
麻花钻¢5
卡尺
JZ-1
A
15
25
4
汇流条与安装板
配装
生产车间
台式钻床
SB-8
台钳
ZJ-1
麻花钻¢5
卡尺
JZ-1
A
20
40
5
塑壳断路器组件与
箱体组装
电器
室
扳手、起子、
手钳等
卷尺
A
8
12
6
小型断路器组件与
箱体组装
电器
室
扳手、起子、
手钳等
卷尺
A
6
10
7
汇流条组件与
箱体组装
电器
室
扳手、起子、
手钳等
卷尺
A
6
10
8
三相母线连接
电器
室
剥线钳、压线钳等
A
70
100
9
二次配线
电器
室
剥线钳、压线钳等
A
120
180
10
配装箱门
电器
室
手枪钻
麻花钻¢5
卡尺
JZ-1
A
8
12
11
检验试验
电器
室
多功能试验台
JZ-6
A
130
200
12
标识、铭牌、包装
电器
室
粘胶
打包机
B
10
15
更改
内容
编制
周金锋
抄写
刘安国
校对
刘安国
审核
孙兆锁
批准
权耀祥
工艺过程卡片
兰州海红通信设备有限责任公司
工艺过程卡片
产品名称及型号
低压配电箱
HHXMR
零部件名称
箱体
零件图号
HHXMR2.017.
1.000
材
料
名称
冷板
毛
柸
种类
GB
零件重量
(kg)
毛重
18.9
第2页
牌号
Q235
尺寸
2*1M
净重
18.9
共12页
性能
A,F
每料件数
2
每台件数
1
每批件数
工序序号
工序内容
工作地点
设备名称及
编号
工艺装备名称及编号
技术等级
时间定额(min)
夹具
刀具
量具
单件
准备—终结
1
组焊件准备
焊接平台
10
20
2
上下顶与框体
组焊
焊接平台
交流弧焊机
SB-7
胎具
HJ-1
角尺
卷尺
A
8
12
3
焊安装立柱
焊接平台
交流弧焊机
SB-7
手虎钳
角尺
卷尺
B
5
8
4
焊保护地座
焊接平台
交流弧焊机
SB-7
手钳
角尺
卷尺
B
2
4
5
上下门档配焊封口
焊接平台
交流弧焊机
SB-7
手钳
铁皮剪
卷尺
A
7
10
6
打磨、校正
焊接平台
磨光机
木榔头
卷尺
A
5
7
7
检验
检验区1
检验卡尺
检验卷尺
A
10
15
更改
内容
编制
周金锋
抄写
刘安国
校对
刘安国
审核
孙兆锁
批准
权耀祥
工艺过程卡片
兰州海红通信设备有限责任公司
工艺过程卡片
产品名称及型号
低压配电箱
HHXMR
零部件名称
上下顶
零件图号
HHXMR2.017
1.001
材
料
名称
冷板
毛
柸
种类
GB
零件重量
(kg)
毛重
6.25
第3页
牌号
Q235
尺寸
2*1M
净重
6.25
共12页
性能
A,F
每料件数
4
每台件数
2
每批件数
工序序号
工序内容
工作地点
设备名称及
编号
工艺装备名称及编号
技术等级
时间定额(min)
夹具
刀具
量具
单件
准备—终结
1
领料、准备
库房
10
20
2
下料
设备区1
摆式剪板机
SB-1
卷尺
A
5
10
3
切角
10×31,8.5×2
设备区2
可倾压力机
SB-5
压板
CJ-5
冲模
40
卡尺
CLK1
A
12
24
4
冲孔
3-φ50
设备区2
可倾压力机
SB-4
压板
CJ-4
冲模
φ50
卡尺
CLK1
A
17
34
5
折边(后定位)
尺寸10两边
设备区3
板料折弯机
SB-2
直刀
DJM-2
卡尺
CLK2
A
3
6
6
折边(后定位)
尺寸20-0.25
设备区3
板料折弯机
SB-2
直刀
DJM-2
卡尺
CLK2
A
2
4
7
折边(后定位)
尺寸50±0.25
设备区3
板料折弯机
SB-2
直刀
DJM-2
卡尺
CLK2
A
3
6
8
检验
检验点
检验卡尺
卷尺
2
4
更改
内容
编制
周金锋
抄写
刘安国
校对
刘安国
审核
孙兆锁
批准
权耀祥
工艺过程卡片
兰州海红通信设备有限责任公司
工艺过程卡片
产品名称及型号
低压配电箱
HHXMR
零部件名称
框体
零件图号
HHXMR2.017
1.002
材
料
名称
冷板
毛
柸
种类
GB
零件重量
(kg)
毛重
8.75
第4页
牌号
Q235
尺寸
2*1M
净重
8.75
共12页
性能
A,F
每料件数
2
每台件数
1
每批件数
工序序号
工序内容
工作地点
设备名称及
编号
工艺装备名称及编号
技术等级
时间定额(min)
夹具
刀具
量具
单件
准备—终结
1
领料、准备
库房
10
20
2
下料
设备区1
摆式剪板机
SB-1
卷尺
A
5
10
3
折边(后定位)
尺寸10两边
设备区3
板料折弯机
SB-2
直刀
DJM-2
卡尺
CLK2
A
3
6
4
折边(后定位)
尺寸30两边
设备区3
板料折弯机
SB-2
直刀
DJM-2
卡尺
CLK2
A
2
4
5
折边(前定位)
尺寸180-0.5两边
设备区3
板料折弯机
SB-2
直刀
DJM-2
卡尺
CLK2
A
3
6
6
检验
检验点
检验卡尺
卷尺
2
4
更改
内容
编制
周金锋
抄写
刘安国
校对
刘安国
审核
孙兆锁
批准
权耀祥
工艺过程卡片
兰州海红通信设备有限责任公司
工艺过程卡片
产品名称及型号
低压配电箱
HHXMR
零部件名称
保护地座
零件图号
HHXMR2.017
1.003
材
料
名称
冷板
毛
柸
种类
GB
零件重量
(kg)
毛重
0.30
第5页
牌号
Q235
尺寸
余料
净重
0.24
共12页
性能
A,F
每料件数
≥4
每台件数
2
每批件数
工序序号
工序内容
工作地点
设备名称及
编号
工艺装备名称及编号
技术等级
时间定额(min)
夹具
刀具
量具
单件
准备—终结
1
领料、准备
库房
5
10
2
下料
设备区1
摆式剪板机
SB-1
卷尺
B
5
10
3
划线、钻孔
φ7.5
设备区4
台式钻床
SB-8
台钳
ZJ-1
麻花钻
卡尺
JZ-2
B
7
14
4
倒角、攻丝
M8
设备区5
台式攻丝机
SB-9
机钳
SJ-1
机用丝锥
卡尺
JZ-2
B
6
10
5
打弯
尺寸20
设备区2
可倾压力机
SB-5
压板
CJ-5
打弯模
卡尺
CLK1
B
4
5
6
检验
检验点
检验卡尺
卷尺
1
2
 升级会员
升级会员 