灰板纸生产工艺.docx
《灰板纸生产工艺.docx》由会员分享,可在线阅读,更多相关《灰板纸生产工艺.docx(8页珍藏版)》请在冰豆网上搜索。
灰板纸生产工艺
灰板纸生产工艺
以直线变形小得白色磨木浆或精制废书报纸浆为原料生产的灰板纸,主要供书籍、画册等装帧封面用,国内俗称封面纸板。
灰纸板目前国内有一次成型灰纸板和复合成型灰纸板两大系列产品。
前者采用湿抄式纸板机成形,并使其达到标准厚度;后者则采用多长网或多圆网超造成面层板和芯层板,然后在复合机上用胶黏剂复合成标准的厚度。
一、产品技术指标
1、灰板纸在使用性能上应具备的要求
⑴具有纸质疏松和良好的可塑性,以保证适用装帧压字、烫金的特性。
⑵具有纸板厚薄均匀和不变形的性能,以保证封面设计的规范性。
⑶具有良好的挺度和较好机械强度,以保持装帧书籍、画册的实用性和耐用性。
⑷具有一定的分层强度,以适应装帧工序过程的需要。
⑸纸板本身不允许用植物淀粉类粘合剂粘合,以防淀粉霉菌滋生。
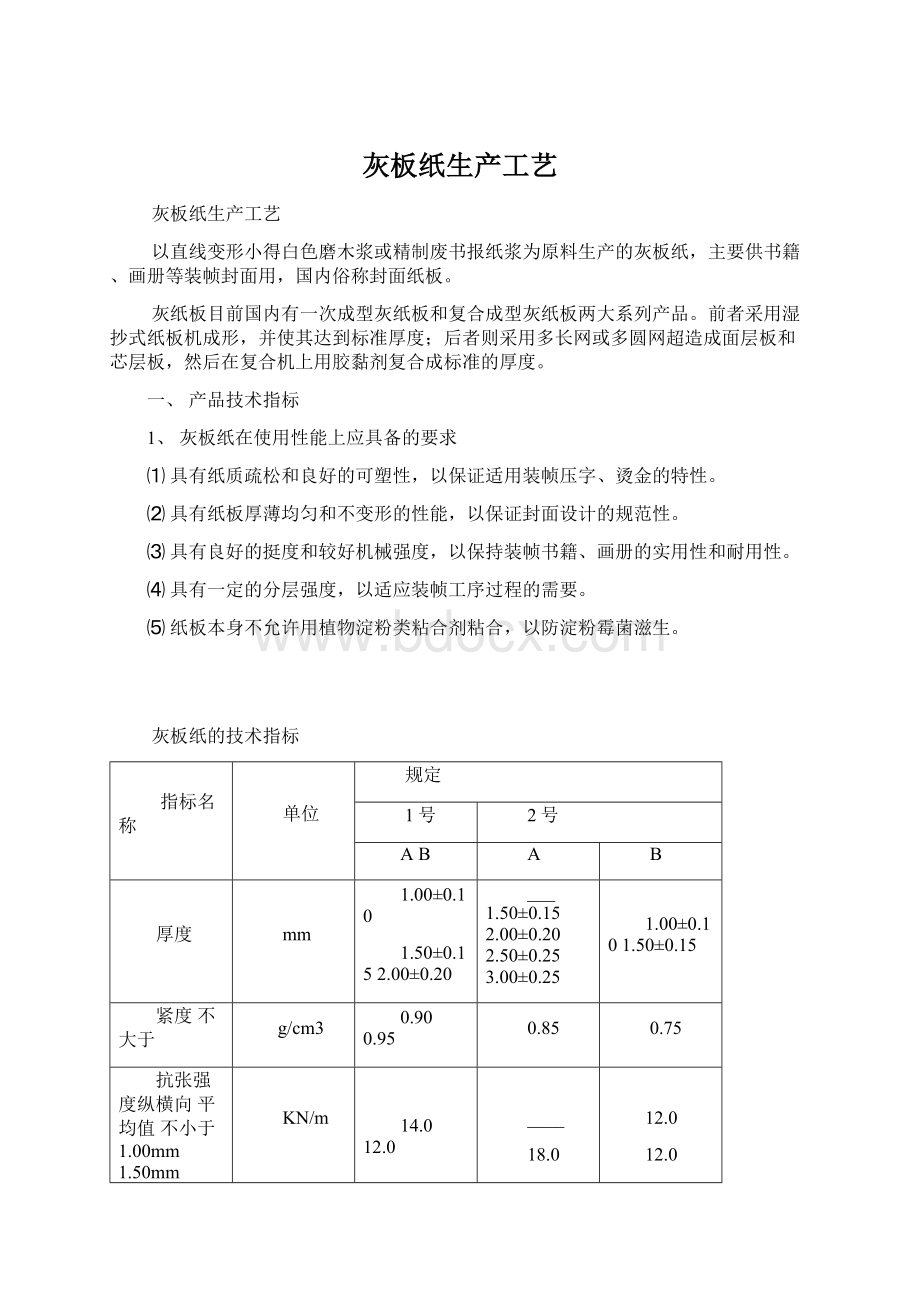
灰板纸的技术指标
指标名称
单位
规定
1号
2号
AB
A
B
厚度
mm
1.00±0.10
1.50±0.152.00±0.20
___1.50±0.152.00±0.202.50±0.253.00±0.25
1.00±0.101.50±0.15
紧度不大于
g/cm3
0.900.95
0.85
0.75
抗张强度纵横向平均值不小于1.00mm1.50mm2.00mm2.50mm3.00mm
KN/m
14.012.0
21.018.0
29.024.0
____
18.0
24.0
29.0
35.0
12.0
12.0
分层强度纵横向
平均值不小于
N/mm
0.030
0.070
横向挺度不小于(≤1.00mm)
Mn.m
25.0
--------
交货水份
%
10.0±2.0
10.0±2.0
2、外观质量要求
⑴纸板应经过压光、表面平整、不翘曲。
⑵纸板应切边整齐、洁净、不许有破洞、鼓泡、褶子、破皮以及未解离的纤维束。
⑶纸板在切裁加工时,不得有分层现象。
⑷纤维颜色为纤维本色。
二、湿抄成形灰板纸的生产
1、生产流程
打入库
选纸过重
切纸机
压水机
干燥机
压光机
沉砂盘
调料箱
高浓除渣器
贮浆池
水力碎浆机
稳浆箱
贮浆池
双盘磨
纸板机
浓缩机
筛浆机
废书报
3、技术条件
⑴配比:
废书报纸浆100%
⑵打浆。
来自废纸处理工段的纸浆,抄造前需要进一步打浆处理。
打浆采用双盘磨,其打浆工艺参数如下:
成浆打浆度:
34-360SR
纤维湿重:
4.5-6.0g
⑶抄造
灰板纸抄造工艺参数
项目单位指标
调料箱浓度%2.0-2.2
调料箱打浆度0SR34-36
上网浓度%0.24-0.30
车速m/min28-32
单层定量g/m235-40
湿纸水份%70-72
⑷压水
灰板纸压水工艺参数
项目单位指标
压前水份%70-72
压后水份%55-60
最高压力MPa
20000KN压机12
升压时间min20
保压时间min40
全程时间min60
⑸干燥灰板纸在箱式-辊式干燥机上进行干燥,其干燥工艺参数:
项目单位指标
上前水份%55-60
干后水份%8-12
箱式干燥机
来气压力MPa0.6-0.8
干燥压力MPa0.5-0.6
干燥曲线0C
入口60-70
一段90-110
二段110=90
辊式干燥机
使用气压MPa0.2-0.25
干燥温度0C90-110
⑹整饰
灰板纸整饰工艺参数
项目单位指标
调态时间d3-5
调态期倒垛次数次2
压光压力MPa8-12
压光辊距mm根据纸板厚度调整
三、复合成型灰纸板的生产
1、生产流程
打浆工段来浆
打浆工段来浆
面浆贮浆池
底浆贮浆池
芯浆贮浆池
压光部
干燥部
三四预压
卷纸机
打包入库
一二预压
底网复合辊
底层网
流浆箱
复卷机
面芯复合辊
面层网
压力筛
冲浆泵
定量阀
流浆箱
压力筛
冲浆泵
定量阀
高位箱
高位箱
浓调器
浓调器
底层浆泵
面层浆泵
切纸机
复合机
芯层网
流浆箱
压力筛
冲浆泵
定量阀
高位箱
浓调器
芯层浆泵
复合成型灰纸板生产线的流送系统,分为面层、芯层、底层3条,每一条均由抄造浆池、浆泵、高位箱、浆泵、压力筛、浓调器、流量计、粗调阀、精调阀等组成。
纸板机系统主要由网部、压榨部、干燥部、压光部、卷取部、复卷机、复合机、切纸机等组成。
2、技术条件
⑴配比
面层、底层(进口废书报浆)100%
芯层(国内废书报浆)100%
⑵打浆
用于面层、底层的书报浆和芯层的书报浆,均由制浆车间供给,抄造前必须分别进一步打浆,其打浆工艺参数如下:
项目单位指标
面底层纸浆芯层纸浆
成浆打浆度0SR30-3628-34
纤维湿重g4.5-5.53.0-5.0
⑶抄造
复合成形灰纸板在三长网多缸纸板机上进行抄造,其抄造工艺参数:
项目单位指标
1.定量g/m2200-1100
2.车速m/min30-120
3.抄宽mm2460
4.高位箱
浓度%2.9-3.1
打浆度0SR28-36
湿重g4.0-5.5
5.纸浆PH纸6-7
6.上网浓度%
面层0.6-0.8
芯层0.8-1.5
底层0.6-0.8
7复合点水份%
面层83-85
芯层81-83
底层83-85
8各部线压KN/m
纸板定量600g/m2以下600g/m2以上
一二组预压2815-25
三四组预压5830-58
第三压榨9580-95
第四压榨135100-135
9各部水分%
一二组预压80-82
三四组预压68-72
第三压榨部60-65
第四压榨部54-58
入烘缸前54-58
出烘缸后6-8
构成成品纸板全层定量的各层定量分配及上网浓度的控制如下:
成纸定量定量分配上网浓度
g/m2面层底层芯层面层底层芯层
2005555900.60.60.8
24060601200.60.60.8
6001001203800.60.61.2
7501401604500.70.71,3
8001401605000.70.71.3
9001601805600.70.81.4
11002002007000.80.81.5
⑷复合
当生产1100g/m2定量以上或2.0mm以上厚度的灰纸板时,必须采取复合的办法,即用三长网纸板机抄造的芯板,利用复合机在芯板两面以胶黏剂各复合一张300g/m2定量以下的面板,使其达到要求的标准厚度。
⑴影响复合灰板纸质量的主要因素有:
①复合用纸板的质量;②胶黏剂的性能;③复合工艺条件。
⑵对复合用纸板的质量要求:
①纸板厚度均一,表面平整;②复合原纸定量范围:
面板为80-300g/m2,,芯板为600-1100g/m2;③定量公差范围为±5%;④水份在6-8%之间;⑤卷筒纸规格为∮1200-1500mm。
⑶胶黏剂性能要求:
①应采用化学合成树脂胶黏剂,例如聚乙烯醇系列胶黏剂,避免用淀粉系列胶黏剂,以防霉菌滋生;②所采用胶黏剂应具有可溶于水、无毒、无腐蚀性。
无污染、成膜柔韧、防霉、耐老化等特性;③采用中性胶黏剂,其PH值在6-8之间为宜,以避免设备腐蚀。
⑷复合工艺条件:
①复合用胶量:
6-8g/m2(单层绝干量)。
②复合压榨辊压力:
0.1-0.2MPa(表压)。
③复合烘缸气压:
0.05-0.10MPa。
 升级会员
升级会员 