阀螺栓零件数控加工工艺设计.docx
《阀螺栓零件数控加工工艺设计.docx》由会员分享,可在线阅读,更多相关《阀螺栓零件数控加工工艺设计.docx(8页珍藏版)》请在冰豆网上搜索。
阀螺栓零件数控加工工艺设计
数控加工工艺及设备项目教学
——阀螺栓零件数控加工工艺
班级:
组长:
组员:
指导教师:
山西职业技术学院机械工程学院
二〇一二年十月
1、任务要求
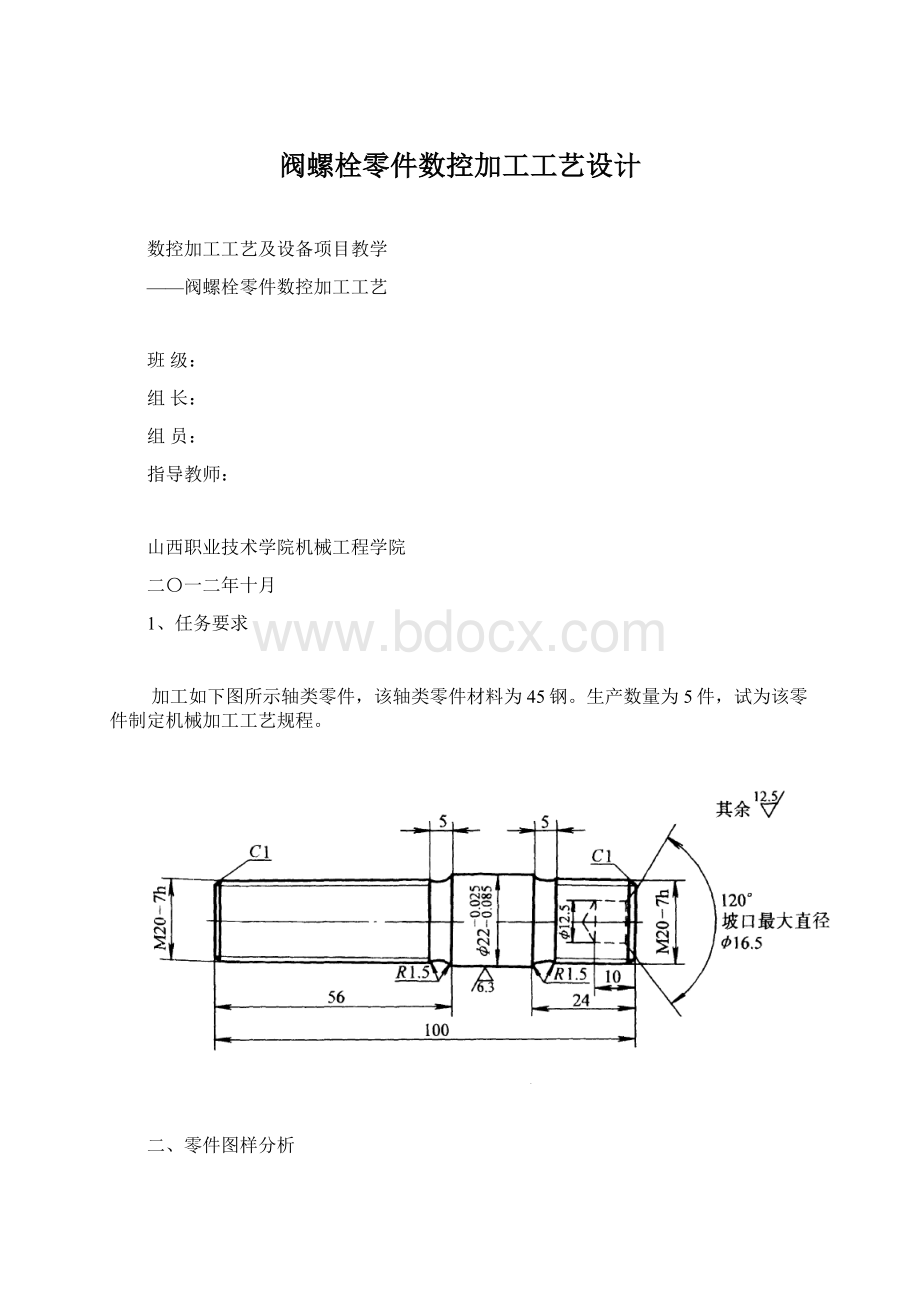
加工如下图所示轴类零件,该轴类零件材料为45钢。
生产数量为5件,试为该零件制定机械加工工艺规程。
二、零件图样分析
1零件结构比较简单,两端均为M20-7h外螺纹。
2定位部分外圆φ22
mm与两端螺纹外径过度处为R1.5mm。
3右端120°锥孔是在装配时,与阀座进行铆接用。
三、阀螺栓机械加工工艺过程卡
阀螺栓工艺过程卡片
零件名称
零件材料
毛坯种类
毛坯外形尺寸
零件图号
车型
切削液
阀螺栓
45钢
棒料
φ24mm×105mm
1—13
工序
工序名称
工序内容
工段
夹具
工时/(h)
准终
单件
1
下料
棒料φ24mm×105mm
1
三爪卡盘
2
车削
棒料穿过主轴孔用三爪卡盘夹紧,车端面,打中心孔,车左端外形轮廓到Z-76处。
2
三爪卡盘
3
车削
倒头夹φ22
mm(垫上铜皮)处,车外形轮廓。
3
三爪卡盘
4
钻孔
钻右端孔φ12.5mm深10mm,倒坡口120°。
4
三爪卡盘
6
7
8
9
10
11
12
13
14
编制
审核
批准
共1页
第1页
工步内容
工步简图
工序号
2
刀具
90度外圆车刀
刀号
T0101
量具
游标卡尺
夹具
三爪卡盘
走刀次数
1
背吃刀量
2.5
进给量
0.15
主轴转速
1000
切削速度
工步内容
工步简图
工序号
2
刀具
中心钻
刀号
T0404
量具
游标卡尺
夹具
三爪卡盘
走刀次数
1
背吃刀量
进给量
主轴转速
1000
切削速度
工步内容
工步简图
工序号
2
刀具
90度外圆车刀
刀号
T0101
量具
游标卡尺
夹具
三爪卡盘
走刀次数
2
背吃刀量
1
进给量
主轴转速
切削速度
工步内容
工步简图
工序号
2
刀具
60度螺纹车刀
刀号
T0202
量具
游标卡尺
夹具
三爪卡盘
走刀次数
背吃刀量
进给量
主轴转速
切削速度
工步内容
工步简图
工序号
3
刀具
90度外圆车刀
刀号
T0101
量具
游标卡尺
夹具
三爪卡盘
走刀次数
背吃刀量
进给量
主轴转速
切削速度
工步内容
工步简图
工序号
3
刀具
60度螺纹车刀
刀号
T0202
量具
游标卡尺
夹具
三爪卡盘
走刀次数
背吃刀量
进给量
主轴转速
切削速度
工步内容
工步简图
工序号
4
刀具
直径12钻头
刀号
T0303
量具
游标卡尺
夹具
三爪卡盘
走刀次数
背吃刀量
进给量
主轴转速
切削速度
工步内容
工步简图
工序号
4
刀具
内孔刀
刀号
T0505
量具
游标卡尺
夹具
三爪卡盘
走刀次数
背吃刀量
进给量
主轴转速
切削速度
数控加工走刀路线图
数控加工走刀路线
零件图号
工序号
工步号
程序号
机床型号
加工内容
共1页
第1页
编制
审核
批准
共1页
第1页
四、总结
 升级会员
升级会员 