垫圈冲孔落料复合模.docx
《垫圈冲孔落料复合模.docx》由会员分享,可在线阅读,更多相关《垫圈冲孔落料复合模.docx(10页珍藏版)》请在冰豆网上搜索。
垫圈冲孔落料复合模
课题垫圈冲孔落料复合模
系别
专业
班级
姓名/学号
指导教师
课程设计任务书
姓名学号班级
一、课题名称:
垫圈冲孔、落料复合模
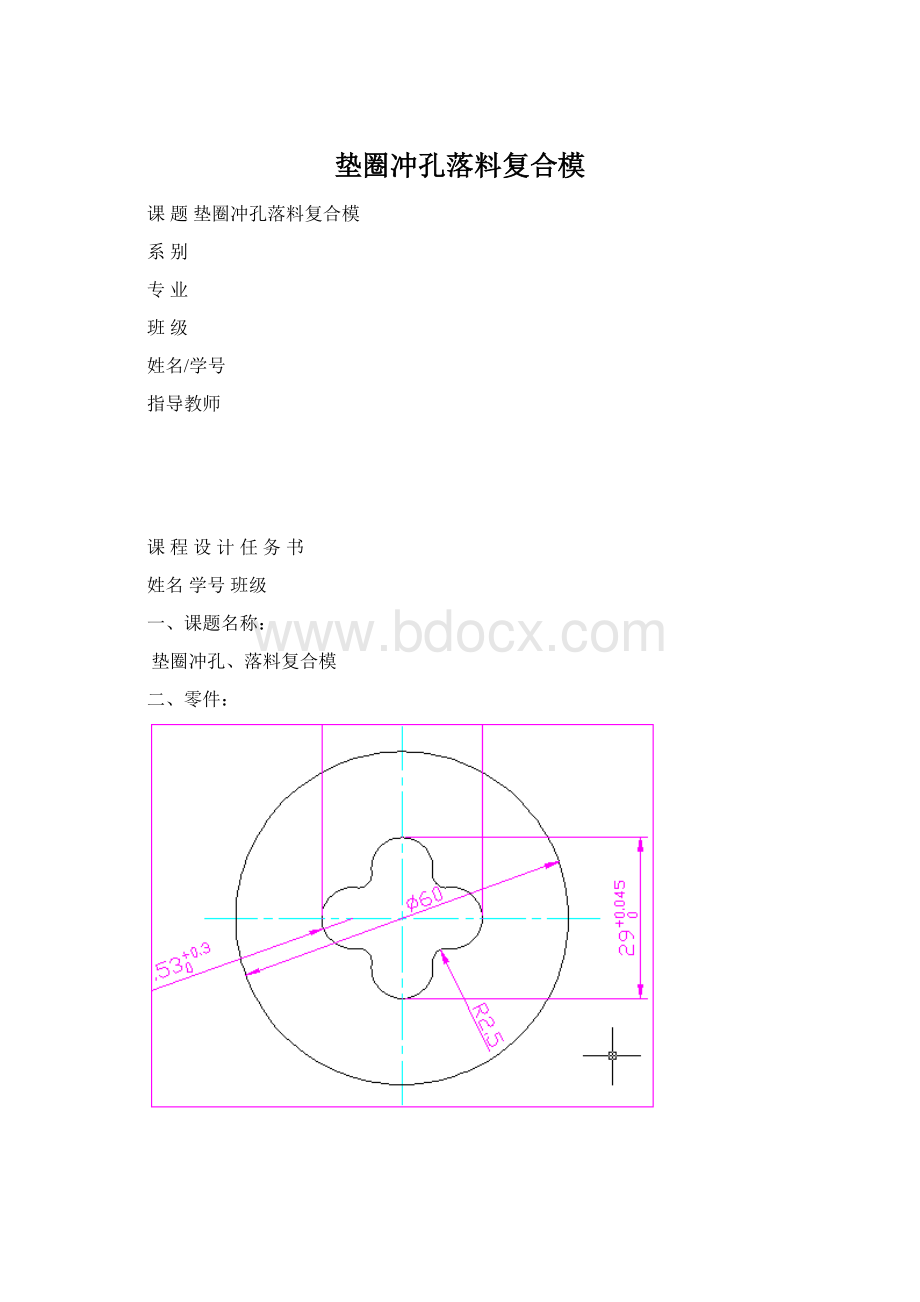
二、零件:
材料:
Q235料厚:
0.8批量:
20万
三、设计要求:
1、绘制零件图及编制冲压工艺卡(A4)。
2、设计模具总装图(A0/A1)。
3、设计模具工作零件图(A3/A4)。
4、编写设计说明书(15页以上)。
5、将说明书和图纸装订成册(按A4尺寸装订)
目录
前言……………………………………………………………………1
第一章零件的工艺性分析…………………………………………2
1.1材料……………………………………………………………2
1.2结构与尺寸……………………………………………………2
1.3精度……………………………………………………………2
第二章确定工艺方案………………………………………………3
2.1工序性质与数量………………………………………………3
2.2工序顺序………………………………………………………3
2.3工序组合确定……………………………………………………3
第三章确定模具总体结构……………………………………………4
3.1类型……………………………………………………………4
3.2结构……………………………………………………………4
3.2.1工作零件…………………………………………………4
3.2.2定位零件…………………………………………………4
3.2.3卸料、出件………………………………………………4
3.2.4导向零件……………………………………………………4
3.2.5支撑零件……………………………………………………5
第四章工艺与设计计算………………………………………………6
4.1排样……………………………………………………………6
4.2计算冲压力和压力中心…………………………………………8
4.3弹性元件………………………………………………………9
第五章设计零件、绘制总装配草图…………………………………10
5.1工作零件………………………………………………………13
5.2定位零件………………………………………………………14
5.3卸料与出件……………………………………………………14
5.4模架与其他零件………………………………………………15
5.5校核……………………………………………………………15
第六章绘制总装图和各零件图………………………………………16
工艺卡…………………………………………………………………17
参考文献………………………………………………………………18
设计小结………………………………………………………………19
前言
本说明书是我根据《冷冲模工艺与模具设计》、《模具设计指导》等有关教材。
引用了其中的公式,查找书中的表格,并得到了同学的帮助完成的。
本说明书主要介绍了冲裁模的工艺分析、工艺方案的确定、模具总体结构的选择、工艺与设计计算、零件图总装图尺寸计算及绘制。
为了能够很好地掌握本课程的设计过程,根据课内及课外来所学的知识,编写了该说明书以使老师可以在评阅的过程中能够更好地指导.
垫圈冲孔、落料复合模具设计
第一章零件的工艺性分析
1.1材料
Q235为普通碳素钢σs=235MPaσb=450MPaσs/σb=0.52
冲压性能良好
1.2结构与尺寸
零件形状规则,冲孔尺寸与落料外形有15.5mm,其它无极限特征,适合冲裁加工
1.3精度
零件除R5.53+00.3精度为IT14,29+00.045精度为T13-IT14之间,其余未注公差按IT14考虑。
根据以上分析,该零件工艺性良好,适合冲裁加工
第二章确定工艺方案
2.1工序性质与数量
冲孔、落料
2.2工序顺序
单工序模:
冲孔→落料
复合模:
冲孔、落料
级进模:
冲孔-落料
2.3工序组合确定
图凸凹模壁厚为15.5mm,查P116表3-29得允许最小壁厚2.3mm,符合要求,所以冲孔与落料能组合
第三章确定模具总体结构
3.1类型
因零件较小,且中批量生产,不宜单工序冲裁;级进模单幅成本较高,所以不采用级进模;孔与落料边缘距离为15.5mm,大于最小凸、凹模壁厚2.3mm,所以用复合模最为合理
3.2结构
3.2.1工作零件
a.凸模
R5.53孔使用台阶固定,加工经济
落料凸模选用直通式的结构,可以用线切割加工
凸模长度L=h1+h2+h4-(1-3)
强度校核
b.凹模
采用整体式的螺钉固定,凹模刃口采用直通式的刃口高度h=6mm
凹模厚度H=K1K2
(>15)
凹模壁厚C=(1.5-2)H(≥30-40mm)
3.2.2定位零件
导料板定边距,挡料销定位
3.2.3卸料、出件
采用弹性卸料,凸模出件
3.2.4导向零件
选用滑动不带压板的导柱导套
3.2.5支撑零件
1)上下模板
因为零件对称,受力均衡,左右操作,采用后侧上下模板
2)模柄
采用压入式的模柄
3)固定板
采用台阶和带锥度的凸模固定板
4)垫板
为防止上模板压溃,加垫板(10-15mm)
第四章工艺与设计计算
4.1排样
因零件为圆形,采用一个个排有利于提高材料利用率,为保证产品质量和模具寿命,采用有废料排样
条料宽度查P79表3-16(最小搭边值)得搭边a=1.2a1=1
B=60+1.2+1.2=62.4mm
条料长度设L=1000mm
步距S=60+a1=60+1=61
n’=
=
=16.4(实际16个)
即n=16
A=
(602-17.492-2×11.062)
=2393.8mm2
利用率η=
×100%=
=61.4%
4.2计算冲压力和压力中心
1)冲压力
F=LTσb=(60π+2×5π+11.06π×2)×0.8×450=104KN
L:
冲裁件周边长度
T:
材料厚度
σb:
抗拉强度
2)压力中心——模具中心
X0=
=
Y0=
∵冲裁以X轴、Y轴对称
∴X0=0
Y0=0
3)初定压机
P≥(1.1-1.3)F∑
F∑=F+Fx+FT
F=104KN
查P85表3-20(卸料力、推件力和顶料力系数)得
KX=0.04-0.05KT=0.055
Fx=KXF=0.05×104=5.2KN
FT=nKTF=7.5×0.055×104=42.9KN(n=
=
=7.5)
F∑=F+Fx+FT=104+5.2+42.9=152.1KN
P≥1.2F∑=1.2×152.1=182.52KN
4)刃口计算
因零件为异性,采用配合加工比较合理,冲孔以凸模为基准,落料以凹模为基准。
因为冲孔、落料为一体,从加工考虑所有的尺寸都标注在凹模上
变大A凸=(Amax-x△)0△/4
变小B凸=(Bmin+x△)0-△/4
不变C凸=(Cmin+0.5△)±△/8
尺寸
基准
磨损
情况
计算公式
刃口计算
R5.53+00.3
凸模
变小
d凹=(dmin+x△+zmin)0△/4
d凹=(5.53+0.75×0.3+0.072)0△/4=5.82700.075
6000.74
凹模
变大
A凹=(Amax-x△)0△/4
A凹=(60-0.5×0.74)0△/4=59.6300.185
2900.045
凸模
变小
d凹=(dmin+x△+zmin)0△/4
d凹=(29+1×0.045+0.072)0△/4
=29.11700.01125
R2.5
凸模
变小
d凹=(dmin+x△+zmin)0△/4
d凹=(2.5+0.25×0.075+0.072)
0△/4=2.759500.0625
△:
公差即上偏差-下偏差
zmin:
查P61表3-4(冲裁模初始双面间隙)
X:
查P85表3-8(磨损系数)
4.3弹性元件
橡胶
选择聚氨酯10个
Fy=Fx/n=5.2/10=0.52KN=520N
hy=10%h0
pleasecontactQ3053703061giveyoumoreperfectdrawings
参考文献
[1]张海星.冷冲压工艺与模具设计.浙江.浙江大学出版社,2006
[2]史铁梁.模具设计指导.机械工业出版社,2003
[3]隋明阳.机械设计基础.机械工业出版社,2008
设计小结
忙碌了一个星期,总于完成了本次设计任务。
我设计的是垫圈冲孔落料模,经过本次设计,使我对模具有了更多的了解和认识。
在设计过程中,运用了本学期及以前学的有关知识,逐步提高了我们的理论水平、构思能力,提高了分析问题及解决问题的能力。
本设计重点是在分析冲裁变形过程及冲裁件质量影响因素的基础上,主要介绍冲裁件的工艺性分析、确定冲裁工艺方案、选择模具的结构形式、工艺计算、选择与确定模具的主要零部件的结构与尺寸、校核模具闭合高度及压力机、绘制模具总装图及零件图。
 升级会员
升级会员 