换热器参考工艺.docx
《换热器参考工艺.docx》由会员分享,可在线阅读,更多相关《换热器参考工艺.docx(95页珍藏版)》请在冰豆网上搜索。
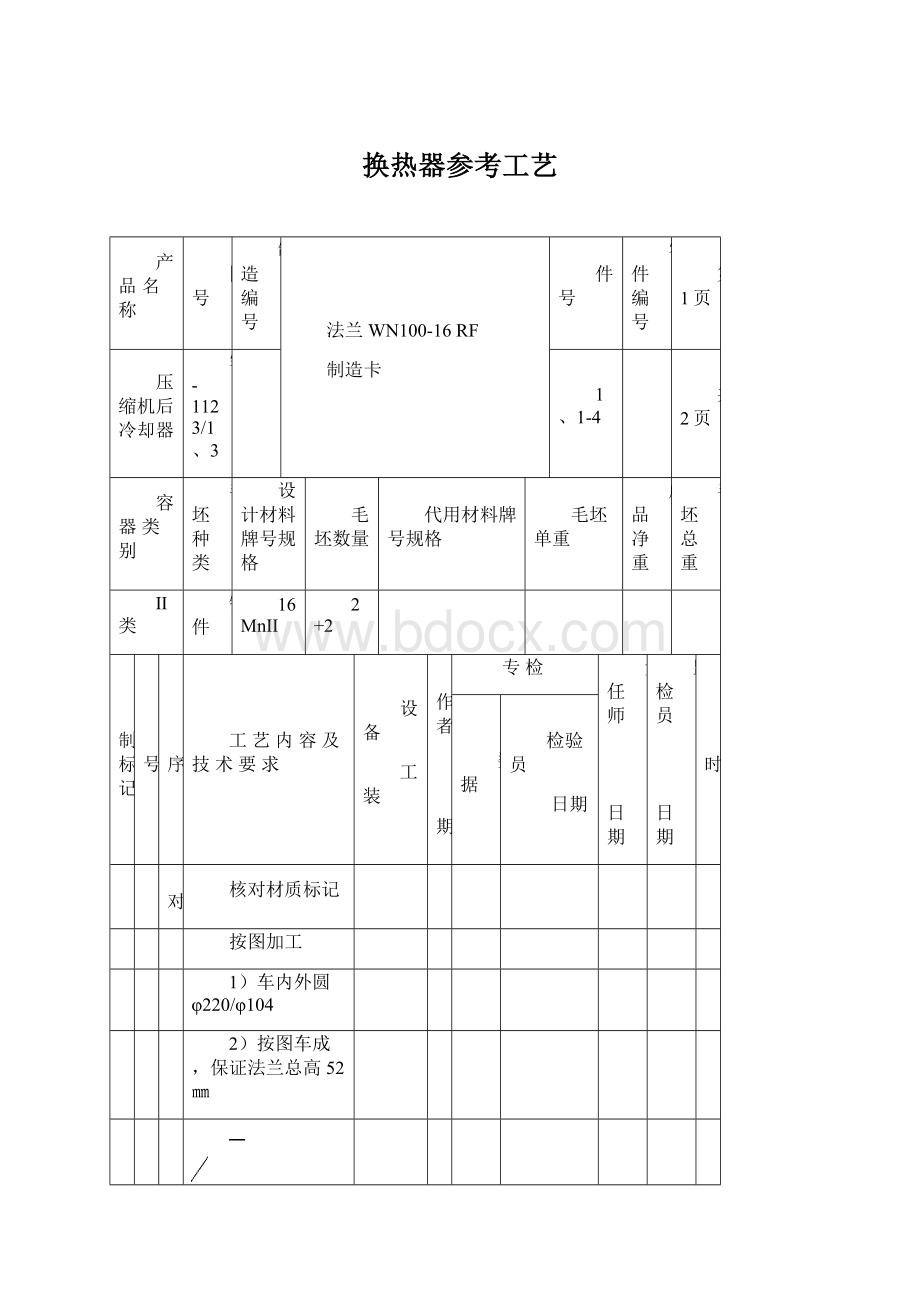
换热器参考工艺
产品名称
图号
制造编号
法兰WN100-16RF
制造卡
件号
零件编号
第1页
压缩机后冷却器
容-1123/1、3
1、1-4
共2页
容器类别
毛坯种类
设计材料牌号规格
毛坯数量
代用材料牌号规格
毛坯单重
成品净重
毛坯总重
Ⅱ类
锻件
16MnII
2+2
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
工时
数据
检验员
日期
1
核对
核对材质标记
2
车
按图加工
1)车内外圆φ220/φ104
2)按图车成,保证法兰总高52㎜
3)密封面6.3
4)按图加工其它尺寸
B
3
检验
检加工尺寸。
4
划线
划8-φ18孔位置线。
5
检验
检划线尺寸。
6
钻
按线钻孔8-φ18去毛刺
7
车
车坡口37.5°±2.5°及钝边2±1㎜
编制
校对
审核
批准
工艺页码
产品名称
图号
制造编号
法兰WN100-16RF
制造卡
件号
零件编号
第2页
压缩机后冷却器
容-1123/1、3
1、1-4
共2页
容器类别
毛坯种类
设计材料牌号规格
毛坯数量
代用材料牌号规格
毛坯单重
成品净重
毛坯总重
Ⅱ类
锻件
16MnII
2+2
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
工时
数据
检验员
日期
8
检
1)8-φ18孔中心圆直径
2)法兰厚度±1.5,密封面粗糙度6.3
3)法兰高度±2.0
4)内径尺寸公差为+1.00
5)焊端外径尺寸公差为+4.50
6)螺栓孔中心圆直径尺寸公差±1.0
7)相邻螺栓孔间距尺寸公差±1.0
8)螺栓孔直径尺寸公差为±0.5
9)法兰凸台外径尺寸公差为+2.0-1.0
10)螺栓孔中心圆与加工密封面的同轴度偏
差<2.0
11)密封面与螺栓支承面的不平行度<1°
编制
校对
审核
批准
工艺页码
产品名称
图号
制造编号
Y法兰WN300(B)-16RF
制造卡
件号
零件编号
第1页
压缩机后冷却器
容-1123/1、20
5、8-4
共2页
容器类别
毛坯种类
设计材料牌号规格
毛坯数量
代用材料牌号规格
毛坯单重
成品净重
毛坯总重
Ⅱ类
锻件
16MnIII
2+2
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
工时
数据
检验员
日期
1
核对
核对材质标记
2
车
按图加工
1)车内外圆φ530/φ301
2)按图车成,保证法兰总高140㎜
3)密封面6.3
4)按图加工其它尺寸
B
3
检验
检加工尺寸。
4
划线
划16-φ36孔位置线。
5
检验
检划线尺寸。
6
钻
按线钻孔16-φ36去毛刺
7
车
车坡口37.5°±2.5°及钝边2±1㎜
编制
校对
审核
批准
工艺页码
产品名称
图号
制造编号
Y法兰WN300(B)-16RF
制造卡
件号
零件编号
第2页
压缩机后冷却器
容-1123/1、20
5、8-4
共2页
容器类别
毛坯种类
设计材料牌号规格
毛坯数量
代用材料牌号规格
毛坯单重
成品净重
毛坯总重
Ⅱ类
锻件
16MnIII
2+2
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
工时
数据
检验员
日期
8
检
1)16-φ36孔中心圆直径
2)法兰厚度±2.0,密封面粗糙度6.3
3)法兰高度±3.0
4)内径尺寸公差为+1.00
5)焊端外径尺寸公差为+4.50
6)螺栓孔中心圆直径尺寸公差±1.5
7)相邻螺栓孔间距尺寸公差±1.5
8)螺栓孔直径尺寸公差为±0.5
9)法兰凸台外径尺寸公差为+3.0-1.0
10)螺栓孔中心圆与加工密封面的同轴度偏
差<2.0
11)密封面与螺栓支承面的不平行度<1°
编制
校对
审核
批准
工艺页码
产品名称
图号
制造编号
Y管箱短节制造卡
件号
零件编号
第2页
压缩机后冷却器
容-1123/3
1-2
共4页
容器类别
毛坯种类
设计材料牌号规格
毛坯数量
代用材料牌号规格
毛坯单重
成品净重
毛坯总重
Ⅱ类
钢板
Q345Rδ12
1
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
工时
数据
检验员
日期
1
领料
1)核对材料表面状况,不允许有裂纹、结疤、折
叠、夹渣、分层等缺陷
2)核对材料标记
3)实测钢板厚度≥δ11.75㎜
2
调直
下料前材料应校直校平
3
划线
1)按排板图划线450×22361件
2)移植材料标记,标零件编号
3)检查员打标记移植确认钢印
4
检查
检查划线几何尺寸
5
下料
按线下料(要求按下料工艺守则)
BGJ-150
6
检查
按图纸及工艺检查下料几何尺寸
编制
校对
审核
批准
工艺页码
产品名称
图号
制造编号
Y管箱短节制造卡
件号
零件编号
第3页
压缩机后冷却器
容-1123/3
1-2
共4页
容器类别
毛坯种类
设计材料牌号规格
毛坯数量
代用材料牌号规格
毛坯单重
成品净重
毛坯总重
Ⅱ类
钢板
Q345Rδ12
1
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
工时
数据
检验员
日期
7
加工
按图加工坡口
BGJ-150
坡口
1)H边、L边两边角度为30°±2.5°
2)钝边2+10mm
3)坡口表面不得有裂纹、分层、夹渣等缺陷
4)清理坡口两侧不小于20mm范围内污物。
8
滚圆
按工艺守则要求滚圆:
φ内=700㎜
W11-19×2000
9
组对
按要求点焊定位
1)在筒节纵缝的延长部位点固产品焊接试板
2)对接间隙1~3mm
3)错边量b≤3mm
4)直线度偏差不大于0.4㎜
5)外圆周长允许上偏差为10㎜,下偏差为0
4)定位焊长度50㎜,间距250㎜
5)两端点固引熄弧板,带试板端不用引熄弧板
编制
校对
审核
批准
工艺页码
产品名称
图号
制造编号
Y管箱短节制造卡
件号
零件编号
第4页
压缩机后冷却器
容-1123/3
1-2
共4页
容器类别
毛坯种类
设计材料牌号规格
毛坯数量
代用材料牌号规格
毛坯单重
成品净重
毛坯总重
Ⅱ类
钢板
Q345Rδ12
1
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
工时
数据
检验员
日期
10
焊接
1)按焊接工艺卡施焊,
2)清除焊接熔渣飞溅物。
3)打焊工钢印。
4)按要求检查并填施焊及焊缝外观检查记录。
11
校圆
按滚圆工艺守则要求校圆
W11-19×2000
1)棱角度E≤3.2㎜
2)最大最小直径差e≤3.5mm
12
清理
清理飞溅
13
探伤
采用X射线进行100%射线探伤,
按JB4730-2005标准进行,II级合格。
编制
校对
审核
批准
工艺页码
产品名称
图号
制造编号
Y管箱试板制造卡
件号
零件编号
第2页
压缩机后冷却器
容-1123/3
共4页
容器类别
毛坯种类
设计材料牌号规格
毛坯数量
代用材料牌号规格
毛坯单重
成品净重
毛坯总重
Ⅱ类
钢板
Q345Rδ12
2
控制标制
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
工时
数据
检验员
日期
1
下料
试板随筒体一起下料,规格为300×130两块
2
标记
做钢号移植
3
修磨
修磨焊接部位表面及其附近20㎜范围内见金属
光泽
4
检验
检下料尺寸及标记移植
5
焊接
1)试板对接固定在筒体纵缝延长线上
2)试板与筒体一同施焊,焊接要求见焊接工艺卡
施焊
3)按焊接工艺卡要求检查并填施焊及焊缝外观检查
记录
编制
校对
审核
批准
工艺页码
产品名称
图号
制造编号
Y管箱试板制造卡
件号
零件编号
第3页
压缩机后冷却器
容-1123/3
共4页
容器类别
毛坯种类
设计材料牌号规格
毛坯数量
代用材料牌号规格
毛坯单重
成品净重
毛坯总重
Ⅱ类
钢板
Q345Rδ12
2
kg
控制标制
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
工时
数据
检验员
日期
6
探伤
对以上焊缝按JB4730-2005采用100%X射线探伤。
7
划线
1)按图规定顺序划线
2)侧弯两个;
拉伸一个;
冲击:
焊缝金属三个;
3)移植试板编号
8
切样
按线切取试样坯料
9
加工
1)按图样要求进行机械加工,试样表面焊缝余高应
采用机械方法去除,使之与母材齐平;
2)弯曲试样拉伸表面应齐平,试样棱角应倒圆,圆
角半径不得大于2㎜;弯曲试样的弯轴中心应对准
编制
校对
审核
批准
工艺页码
产品名称
图号
制造编号
Y管箱试板制造卡
件号
零件编号
第4页
压缩机后冷却器
容-1123/3
共4页
容器类别
毛坯种类
设计材料牌号规格
毛坯数量
代用材料牌号规格
毛坯单重
成品净重
毛坯总重
Ⅱ类
钢板
Q345Rδ12
2
控制标制
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
工时
数据
检验员
日期
焊缝中央;
3)冲击试样应垂直于焊接方向截取,试样缺口的轴
线应垂直于试板表面。
焊缝金属的冲击试样的缺口位
于焊缝中央。
10
检查
检查试样加工尺寸及粗糙度
11
试验
进行力学和弯曲试验
1)拉力试验按GB/T228-2002;
2)弯曲试验按GB/T232-1999;
3)冲击试验按GB/T229-2007;
12
整理
1)整理试验记录
2)出具报告
编制
校对
审核
批准
工艺页码
产品名称
图号
制造编号
接管制造卡
件号
零件编号
第1页
压缩机后冷却器
容-1123/3
1-3
共1页
容器类别
毛坯种类
设计材料牌号规格
毛坯数量
代用材料牌号规格
毛坯单重
成品净重
毛坯总重
Ⅱ类
无缝钢管
Ф114×520#
2
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
工时
数据
检验员
日期
1
划线
按图划下料尺寸线L=206㎜,共两件。
2
检查
检查划线尺寸
3
下料
按线分别下料至尺寸并车一端坡口,37.5°±2.5°
钝边为2±1㎜。
4
检查
检查图纸及下料尺寸
5
气割
割制另一端弧线R350,使其与管箱筒体紧密贴合,
保证总长L=201㎜。
6
检验
检验加工质量和几何尺寸。
编制
校对
审核
批准
工艺页码
冀PV艺01-4
产品名称
图号
制造编号
Y管箱法兰FM700-6.4
制造卡
件号
零件编号
第1页
压缩机后冷却器
容-1123/3
1-5
共2页
容器类别
毛坯种类
设计材料牌号规格
毛坯数量
代用材料牌号规格
毛坯单重
成品净重
毛坯总重
Ⅱ类
锻件
16MnIII
1
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
工时
数据
检验员
日期
1
核对
核对材质标记
2
车
按图加工
 升级会员
升级会员 