JZ7型装煤车使用维护检修规程.docx
《JZ7型装煤车使用维护检修规程.docx》由会员分享,可在线阅读,更多相关《JZ7型装煤车使用维护检修规程.docx(6页珍藏版)》请在冰豆网上搜索。
JZ7型装煤车使用维护检修规程
JZ-7型装煤车使用维护检修规程
一、技术性能
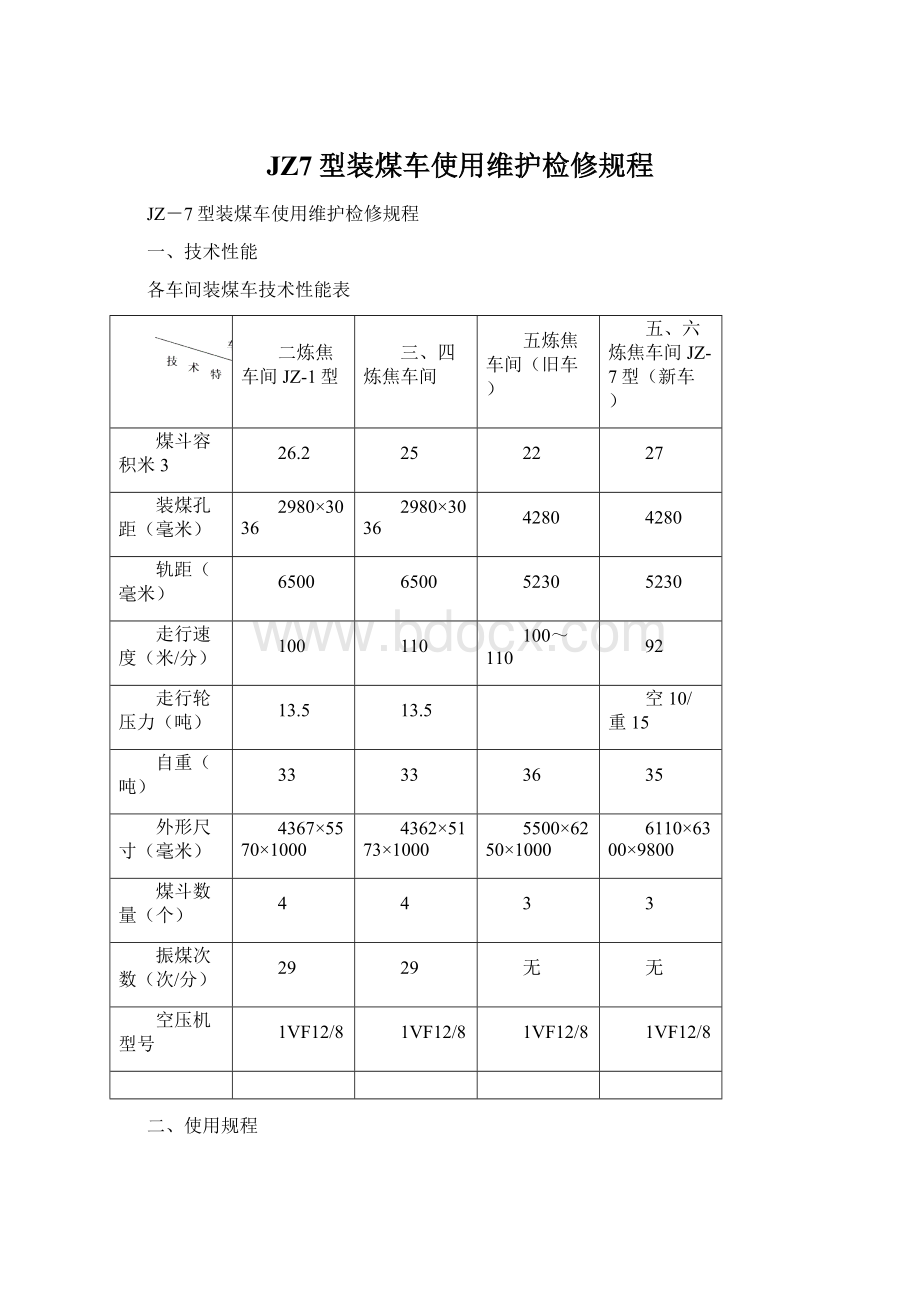
各车间装煤车技术性能表
二炼焦车间JZ-1型
三、四炼焦车间
五炼焦车间(旧车)
五、六炼焦车间JZ-7型(新车)
煤斗容积米3
26.2
25
22
27
装煤孔距(毫米)
2980×3036
2980×3036
4280
4280
轨距(毫米)
6500
6500
5230
5230
走行速度(米/分)
100
110
100~110
92
走行轮压力(吨)
13.5
13.5
空10/重15
自重(吨)
33
33
36
35
外形尺寸(毫米)
4367×5570×1000
4362×5173×1000
5500×6250×1000
6110×6300×9800
煤斗数量(个)
4
4
3
3
振煤次数(次/分)
29
29
无
无
空压机型号
1VF12/8
1VF12/8
1VF12/8
1VF12/8
二、使用规程
1、两个操作台,均有主令控制器和制动气阀,用以操作走行机构。
脚踏开关是在导常情况下取消联锁用的。
操作台均有事故紧急停车按钮。
2、装煤车到煤塔受煤时,应将车停在出料漏咀下边,此时滑动接触集电器下面三个摩电刷与该排煤煤塔相对应摩电道接触,漏咀上风吹振煤的电动阀与司机室接通,打开漏咀,并开动风吹振煤阀。
在煤斗装到够量时,关闭漏咀,气缸复位,开煤塔斗咀机构开关常闭点闭合,接通走行控制,切断煤塔风振煤系统,煤车才能开动。
当控制系统发生故障时,采取事故操作,可操作旋塞,分别打开和关闭三个煤塔漏咀,煤塔风振煤可用转换手动开关。
3、按工作计划将车驶向炭化室,打开炉盖,将煤斗下口对准炭化室,操作气阀,放下三个伸缩套。
再操作气阀,拉开闸板,向炭化室装煤。
当煤斗不下煤时,操作旋塞,使用风吹振煤或使用电动振煤。
4、装完煤后,首先关闭闸板,然后提起伸缩套,移动煤车,盖好炉盖,再进行下一步工作。
5、严禁非操作人员开车,严禁倒开车,严禁打倒劲。
6、开车前瞭望前方和左右是否有人及障碍物,移动车时鸣笛示意。
7、每次开车前,煤塔斗咀关闭,闸板关闭,伸缩套提起,所有开关闸阀处于零位,避免煤粉落地和搞坏设备。
如果车开不动时,应检查各开关闸阀是否处于零位。
8、按规定做好生产三班间的交接,做好机修工人检修设备后与操作者的交接工作。
按规定,机修工人检修车时,实行检修挂牌制,主动与煤车司机联系。
煤车司机应积极配合检修。
经检修工人和司机共同试车后才算检修完毕。
三、维护规程
1、每天接班前(或检修时间)应检查钢结构铆钉有无松动、开焊。
螺栓是否松动、缺少。
特别是走行胎座螺栓、制动器螺栓、电动机和减速机地脚螺栓要齐全紧固。
空压机声音是否正常,零件有无损坏,上风量快慢。
弹性联轴器、制动器是否好使,零部件有无损坏。
2、每天检查一次压力表、安全阀、走行闸是否好使,空压机的冷却器要放水。
3、每周要将油水分离器和贮水罐里的水放出,并检查各气阀、管路接头有无漏气。
4、每天交班前,用压缩空气清扫配电盘和车体上各部的灰尘和余煤。
5、按规定对润滑处加油、换油。
(1)走行轮轴承8处,采用ZN40-2型压延机脂或2#MoS2润滑脂,每月用油杯加一次。
(2)走行减速机每年换油一次,平时经常加油,采用HL-30号型齿轮油。
(3)闸板、伸缩套机构用含油铜基粉末冶金轴承,要经常补充稀油。
(4)煤塔气缸,煤斗闸板和闸套用气缸要经常注入HL-30号齿轮油。
四、检修规程
(一)、检修内容及周期
1、检修周期
类 别
小 修
中 修
大 修
周 期
按年计划
4年
20年
2、检修内容及周期
部 位
检 修 内 容
周期(月)
走行部
减速机
(1)拆小盖检修
(2)整体检修换油
走行轮轴承检查加油,轮体检查
走行平衡座及螺栓紧固
走行弹簧检查更换
联轴器及制动器检查检修
十字接卡检查更换
走行缓冲器检查检修
3
12
6
1
1
1
1
1
闸板及伸缩套
检查、检修、调整及更换
1
压缩空气管路
各接头、错气阀、安全阀、单向阀及罐检查检修
1
气 缸
检查、检修及更换
2
车体结构
各部检查、补焊、加固
12
煤车轨道
接头及轨道调整、检修
3
1VF12/8
吸排气阀、空气过滤器
更换润滑油冬13#夏19#
连杆瓦、衬套、曲轴箱检修更换
活塞、活塞坏、气缸镜面、曲拐轴劲轴承检修更换
整体检修
1/2-1
3
3
6
12
3、中修内容及周期
煤斗更换4年
4、大修内容及周期
大修20年
检修内容:
(1)走行轮检修更换;
(2)减速机检修更换;
(3)空压机及气缸检修更换;
(4)煤斗加固或更换;
(5)车体结构局部更换及加固。
(二)检修技术要求
1、走行减速机
走行减带机是环面蜗杆与渐开线型的蜗轮相啮合,装配后经过电解跑合,即利用蜗杆对蜗轮进行一次电加工。
(1)蜗杆及蜗轮技术特征
蜗杆头数(Z1)
蜗轮齿数(Z2)
中心距(A)
速比(i)
模数(m)
2
39
300
19.5
12
(2)装配技术要求
①装配前须检查清洗各部。
②进行跑合,正反转啮合试验不得有明显噪音,蜗杆轴承温度不大于80℃。
检查齿面啮合情况,蜗轮齿上的接触点每平方厘米不小于2处,侧隙0.5~0.7毫米。
③装配后主财正蜗杆轴上的垫片,以保证蜗轮与蜗杆在法向剖面内侧向间隙必须在0.19~0.44毫米范围内。
④润滑油采用HL-30号齿轮油。
2、被动轮与主动轮
走行轮有两个3626轴承中,采用2#MoS2润滑脂,安装时左轴承箱内与其侧盖须保持有12毫米间隙。
主动车轮两侧的弹簧是不对称的,辅助的内弹簧用以平衡传动机构对轮产生的偏载。
3、安装减速机蜗轮油与电动机轴时不同心度不大于0.2毫米,减速机蜗轮轴与车轮轴不同心度不大于0.2毫米。
4、闸瓦与制动轮接触面积不小于15%。
制动轮中心与闸瓦轴线偏差不大于0.3毫米。
制动器不工作时,闸瓦与制动轮间隙为0.4~0.1毫米,两边间隙相等。
不平行度在100毫米宽度上(制动轮的宽度)不大于0.1毫米。
制动闸瓦带磨损超过原厚的1/2时要更换。
5、三煤斗及闸门伸缩套距离以煤斗下口为准,三煤斗中心应和轨道垂直,不垂直度不大于5毫米。
6、对煤车轨道及摩电道要经常检查、检修,发现变形时应及时调走行轨道距离超过或小于30毫米时,必须调整后才能通车。
每对走行轮直径相差不超过0.5毫米。
7、空压机主轴和电动机的径向偏差不超边0.2毫米,最大不超边0.3毫米。
8、二炼焦车间装煤车JZ-1型走行减速机齿轮是园弧齿轮,使用时应注意成对更换和跑合。
检查啮合状况时应达到接触弧长度占宽度的70~80%。
接触弧宽度占齿高的60~70%。
齿轮侧隙0.04毫米。
(三)安装顺序
1、安装地点可在炉顶端台校准的轨道上进和地,轨道平面误差不超过千分之一毫米,采用电动或手动滑轮组起重。
2、首先将四个轮对组固定在轨疲乏上,减速机联轴器暂不安装,安装轮对组时,轴距和轨距误差不超过±2毫米,对角线长度误差不超过3毫米。
3、将两端梁分别座在轮对上,联接中梁,找正之后,将铆钉孔扩大到设计尺寸,然后铆接。
4、安装三个煤斗,三个煤斗下口中心联线应在一条直线上,任何一个煤斗中心超出其它两个煤斗中心联线不大于5毫米。
5、然后安装司机室、配电室及钢结构其它鄙分。
6、安装闸板、伸缩套机构时,调整闸板、拉扦和伸缩套拉杆的长度,使闸板和伸缩套的原始位置达到设计要求。
7、安装开煤塔漏咀机构和电振煤机构。
8、安装气路系统和电气系统,安装时要将管路清理干净。
(四)试运转
1、试车前应特别注意两台走行电机的转向一致,调整两个电机的频敏电阻器使两个电动机的外特性基本相一致,以免车子运行时电机不同步。
调整两组主动轮的制动器弹簧,使制动力矩相接近,以免煞车时偏斜。
2、试验整个压缩空气管路系统,整个系统在8个大气压下保持10分钟,压力降每平方厘米不超过0.5公斤。
3、试运转应使各机构灵活,达到设计要求后,将风管、电线管用石棉绳缠好。
4、设备组装后,应经单体空负荷试运转1小时,联合试车1小时,再载荷运转。
 升级会员
升级会员 