钢构件制作质量检验检查标准.docx
《钢构件制作质量检验检查标准.docx》由会员分享,可在线阅读,更多相关《钢构件制作质量检验检查标准.docx(31页珍藏版)》请在冰豆网上搜索。
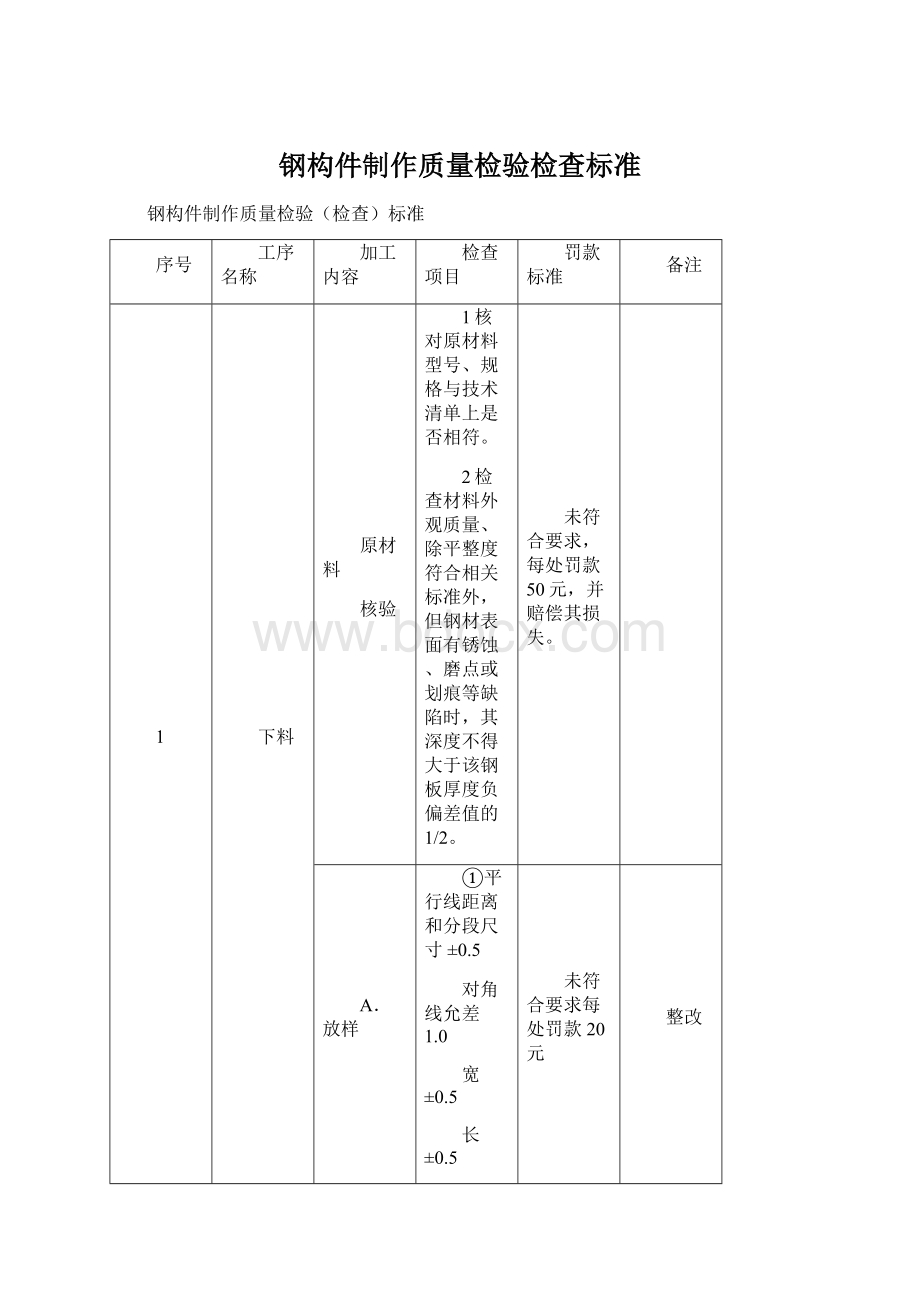
钢构件制作质量检验检查标准
钢构件制作质量检验(检查)标准
序号
工序名称
加工内容
检查项目
罚款标准
备注
1
下料
原材料
核验
1核对原材料型号、规格与技术清单上是否相符。
2检查材料外观质量、除平整度符合相关标准外,但钢材表面有锈蚀、磨点或划痕等缺陷时,其深度不得大于该钢板厚度负偏差值的1/2。
未符合要求,每处罚款50元,并赔偿其损失。
A.放样
①平行线距离和分段尺寸±0.5
对角线允差1.0
宽±0.5
长±0.5
未符合要求每处罚款20元
整改
B.拼接
①>6mm钢板拼接前就开坡口,对接焊缝就在焊缝的两端设置引弧板,其材质和坡口形式应与焊件相同,引弧板的焊缝长度应>20mm。
②用碳刨剖的对接焊缝必须清理。
3焊接完成,清理飞溅物及焊缝两侧焊疤。
4对接焊缝两侧不允许存在弧坑、缺口等缺陷。
5经超声波无损探伤对接焊缝达二级标准。
对接焊缝外形尺寸允许偏差(mm)
项目
允许偏差
焊缝余高
b<20
1.5±1.0
b≥20
2.0±1.5
焊缝错边
d<0.1t且≤2
对接焊缝宽度差
≤3.0
b=焊缝宽度d=错位值t=钢板厚度
未符合要求每处罚款20元
对接焊缝探伤不合格每条50元
整改
序号
工序名称
加工内容
检查项目
扣分标准
备注
2
下料
C.气割
①长x宽±3
型钢端面垂直度2.0
②气割前应将钢材气割区表面铁锈、污物等清除干净,气割后应清除溶渣和飞溅物。
③气割允许偏差应符合表中规定:
项目
允许偏差(mm)
零件宽、长度
±3.0
气割面平面度
0.05t且≯2.0
割纹深度
0.2
局部缺口深度
1.0
4剪切面不得有裂纹,撕裂缺陷,其允许偏差应符合下表规定:
项目
允许偏差
零件宽度
±1.5
零件长度
±2.0
边缘缺棱
≯1.0
边直线度
长度的1/1500,且≯3.0
型钢端部不垂直度
≯2
钢板平面局部挠曲
1米范围≯1.0
剪切面与钢材表面不垂直度
≯厚度5%,且≯1.0
5剪切后必须清除毛刺、飞边,每边50mm范围无铁垢、毛刺,对焊接区域尤其认真清理。
6缺口深度>1mm的缺陷,用焊条修补后砂轮磨平,割痕深度超过规定时,用砂轮打磨,若下道工序或成品构件检查发现上述缺陷,由
未符合要求每处罚款20元
整改
下料工序进行焊补修磨,后面修补的费用由下料工序出。
7因钢构件零部件剪切严重超差引起报废造成的损失,按材价成本价计算,对当事人按损失的10%罚款,相关组长和车间负责人扣罚5%。
未符合要求每处罚款100元
序号
工序名称
加工内容
检查项目
扣分标准
备注
3
组立
组立、点焊
①高度允差:
±2.5。
②垂直度允差:
b/100≯3.0
③中心偏移允差:
±2
④组立前清除毛刺飞边。
⑤在翼缘上分别标志出腹板立位基准线。
6焊缝对接的翼腹板,组立时均应错开200mm,腹板拼接长度不应小于600mm。
7翼板、腹板端头对齐。
8定位点焊的长度和间距:
定位电焊长度和间距规定
板厚
定位焊缝长度手工电弧焊,co2保护焊
定位焊缝间距(mm)
t≤3.2
≥30
300-500
3.2<t<25
≥40
t≥25
≥50
9组立矫正后,部件(H型钢)的允许偏差应满足表A要求:
表A
项目
允许偏差(mm)
高度h(箱形截面高度)
±2.0
垂直度(箱形截面高度)
b/100且≯2
未符合要求每处罚款20元
此处未符合要求每处罚款20元
未符合要求每处罚款20元
未符合要求每处罚款20元
整改
中心偏移e(箱形截面高度)
±2.0
⑩组立结束必须清理焊渣飞溅物。
序号
工序名称
加工内容
检查项目
扣分标准
备注
4
门焊
A、焊剂按规定要求烘烤
B、超标缺陷应及时修补、打磨平滑
①一、二级焊缝质量应符合标准。
②焊缝不得有裂纹、气孔、夹渣等缺陷。
③角焊缝焊角尺寸:
K≤6mm时允差:
<1.0
K>6mm时允差:
<1.5
④焊接前在焊缝的端头设置引弧板,引弧板的焊缝长度>50mm。
⑤对局部过大的组装间隙应用手工焊填焊。
⑥焊缝表面不得有裂纹,击穿、焊瘤、飞溅物。
⑦焊接H型钢的允许偏差(mm):
H型钢允许偏差(mm)
焊缝质量等级
内部缺陷超声波探伤
评定等级
Ⅲ
检验等级
B
探伤比例
每条长度的20%,不小于200mm
咬边
<0.1t且≤1.0,长度不限
表面夹渣
深<0.2t,长<0.5t,且≤20
气孔
每50长度焊缝内允许直径≤0.4t,且≤3.0气孔2个,孔距≥6倍孔径。
弧坑裂纹
允许存在个别≤5.0的弧坑抹伤
未符合要求每处罚款20元
整改
电弧探伤
允许存在个别电弧抹伤
角焊缝厚度不足
<0.23+0.5t且≤2.0,每100焊缝长度的内缺陷总长≤25
角焊缝焊脚不对称
差值<2+0.2h
注:
a、咬边如经磨削修补并平滑过渡,则按焊缝最小允许厚度评定。
b、表内t连接处较薄的板厚。
⑧每根H型钢焊接结束后,应及时清除焊渣,修补偏焊、气孔、填满弧坑,然后割去引弧板,焊弧板并磨平
序号
工序名称
加工内容
检查项目
扣分标准
备注
5
矫正
冷矫
1最小曲率半径和最大弯曲矢高应符合《钢结构工程施工及验收规范》P23表7.3.4的规定。
2表面不应该有明显凹坑或损伤.划伤.痕深度≯0.5,表面腐蚀等级应符合国家标准《涂装钢材表面腐蚀等级和防锈等级》A.B.C级。
3允许偏差应符合《钢结构工程施工及验收规范》P24表7.3.5规定。
未符合要求每处罚款20元
整改
钻孔
划线钻孔
1核对钻模编号是否符合图纸要求。
2孔壁应光滑.无毛刺.飞边。
3同一组两孔间距≤500+1.0
同一组两孔间距>500+1.5
相邻两组的端孔间距≤500+1.5
相邻两组的端孔间距500-1200+2.0
相邻两组的端孔间距1201-3000+2.5
未符合要求每处罚款20元
。
整改
④C级螺栓孔孔径允许偏差1.0
冷作
A放样
按图纸要求放样,经检验合格才能生产
未符合要求罚款100元
B拼装
1根据图纸要求,画出各组装零件的装配定位基准线进行零件互相之间的装配,特殊零件可采用胎模装配组装。
2钢构就位组装时,拱背朝上的上供值按L/2000为宜。
对于薄或容易变形的端板连接板,应用螺栓在拧紧状态下焊,按顶紧接触面应有75%以上的面积紧贴,用0.3mm塞尺检查。
其塞入面积应<25%,边缘间隙应≤1.0mm。
3一般构件焊接处变形不得>2.0mm,其中柱脚板平面度≤5mm,梁与梁,柱与梁的连接接触面平面度≤1.0mm。
4实腹梁.钢柱的柱筋板.加筋板中心偏移≤2.0mm。
5焊接H型钢允许偏差见《钢结构工程施工质量验收规范》P71。
6构件预拼装的允许偏差见《钢结构工程施工质量验收规范》P82。
7预拼装检查合格后,应标注中心线,控制基准线等标记。
未符合要求每处罚款20元
整改
序号
工序名称
加工内容
检查项目
扣分标准
备注
6
电焊
焊接
1对≥6.0的对接焊缝必须进行开坡口处理。
2焊缝表面不得有裂纹.焊瘤.烧穿.弧坑等缺陷,一.二级焊缝不得表面有气孔等。
3对接焊缝于高b<20允差0.5-2.5
b≥20允差0.5-3.5
4对接焊缝错边:
一.二级允差<0.1t且≯2.0
三级允差<0.15t且≯3.0
5一.二级焊缝须经探伤检测,符合要求。
6端头板焊缝,牛腿与钢柱的连接焊缝及吊车梁的上翼缘与腹板T型连接的坡口焊缝按(
未符合要求每处罚款20元
此处未符合要求罚款50元
整改
JGJ81-2002)标准二级检验标准,并在工件上打上焊工钢印。
7角焊缝转角处应连续绕角施焊,焊接质量应符合规范规定,不得有裂纹.夹渣.焊瘤.击穿.弧坑.针壮气孔等缺陷。
焊缝和母材平缓过度,焊角尺寸.咬边.气孔参照门焊工序表中焊接H型钢的允差。
8端头板焊接如果有熔透要求时必须用夹紧板夹紧后焊接,等焊接区域冷却后拆除。
9檩托原则要求用Φ3.2焊条手工焊接。
用半自动焊接时要求焊缝平整、光滑。
10工件焊完后必须清渣.不允许有焊接飞溅咬边、焊疤、氧化皮、污垢。
11如果以上缺陷由后道工序处理的,费用由焊接工序出。
未符合要求每处罚款20元
抛丸
除锈
1对钢构表面全面检查,清磨.焊接弧坑,切割缺棱等缺陷应用手工焊焊满磨平.清除毛刺,以保证产品的外观质量。
2除锈应在制造质量检验合格后进行。
除锈质量应符合现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》的规定。
除锈方法
抛丸
除锈等级
Sa2
Sa2.5
Sa3
③钢构件表面除锈方法与除锈等级与设计采用的涂料规格相适应。
未符合要求每处罚款20元
整改
序号
工序名称
加工内容
检查项目
扣分标准
备注
7
油漆
喷漆
1涂料.涂装次数.涂层厚度均应符合设计要求,当设计对涂层无要求时,宜涂装4-5次。
涂层干漆厚度:
室外150um;室内125um。
允许偏差为-25um。
涂装由公司和安装单位共同承担时,每次涂层干膜厚度的允许偏差为-5um。
当设计对涂层厚度有要求时,设计最低涂层干漆膜厚度加允许偏差的绝对值,即为涂层的要求厚度,其允许偏差应符合设计对涂层厚度无要求时的规定。
当天使用的涂料在当天配置。
并不得随意添加稀释剂。
未符合要求罚款20元
整改
2涂装时环境温度和相对湿度应符合涂料产品合同书的要求。
当产品合同书无要求时,环境温度宜在5-38℃之间相对湿度≯85%,构件表面有结露时不得涂装,涂装4小时不得淋雨。
3凡是高强螺栓连接范围内,不允许涂刷油漆或有油污。
安装焊缝处应留出30-50mm涂装。
4涂装应均匀,不应有气泡、夹渣、堆积、龟裂、剥落和皱皮等缺陷产品出厂应保持涂装完整无损。
5涂装完工前,应在构件上标注出构件的原编号,大型钢构件应标明重量,重心位置和定位标记。
6当喷涂防火涂料时,应符合国家规定的《钢结构防火涂料应用技术规程》CECS24的规定。
次构件
A放样
按图纸要求放样,经检验合格后方能生产
未符合罚款50元。
备注
B施焊
①零件宽度、长度允差:
±3.0
②型钢错边连接处允差:
±1.0
其它处允差:
±2.0
③构件安装孔距允差:
±3.0
④箱形截面变形量高度允差:
±2.0
宽度允差:
±2.0
垂直度允差:
h/200≯3.0
⑤天沟侧弯矢高允差:
L/1000≯10
拱高允差:
+15
不得下挠允差:
+5
⑥完工后,表面平整无飞边、毛刺,主焊缝平滑过渡,清除缺陷。
未符合要求罚款20元
整改
序号
工序名称
加工内容
检查项目
扣分标准
备注
8
终检
前面工序完工后,确认各项结果均满足图纸要求方可进行终检
1按产品图纸。
2按加工工艺规范和技术要求。
3按国家规范要求
4按定货合同要求。
符合上述规定的填写检验单,签发合格证,凭检验单和合格证入成品库。
未符合要求罚款100元
整改
钢构件制作质量检验(检查)办法
1.根据公司情况对钢构件制作过程的检验、检查,主要分为下料、组立、门焊、矫正、钻孔、冷作、电焊、抛丸、油漆、次构件、终检等1
1项工序,17项制作分项,分别进行检验或检查。
2.质量检验或检查按工序、加工分项分别进行,以完成工序的生产班组为考核单位。
3.检验批检验或加工分项的质量检查应在自检、互检合格的基础上,交专检人员检查。
检验批的检验在交接检时同时进行,生产班组应提前1~2小时向质检人员提交半成品或成品报检单,并办理好转序交接手续。
为提高工人自检积极性,原则上质检人员在巡检或交接检过程中,发现的能够返修处理的个别缺陷不予处罚,但是如果发现批量质量问题或无法返修处理的质量问题,以及屡次发现同样问题的,品保部将发出不合格品处理单,此时将给予责任人重罚。
4.在交接检过程中,下道工序应对上道工序的质量严格检查,如有质量问题转入下道工序,交接后,下道工序要负责连带责任同时罚款。
下道工序接收人员对验收不合格的工件有权拒收,并予以退回。
5.检验或检查采用抽检和全检两种方案,对次要检验项目选用抽检方案时,发现问题按全数处罚;对重要的检验项目可选用全检方案。
缺陷处理,原则上是那里发现那里处理。
费用由问题工序出。
6.各班组报检时必须提供必要的检查条件(如构件必须摆放开,不能叠放等),否则质检人员有权拒检。
相关班组承担由此引发的相关责任。
由于质检人员的疏忽导致不合格构件出厂的,质检人员承担相应责任,根据造成的后果给予重罚,但不免除制作人员的责任。
7.所有构件出厂必须取得品保的验证认可,紧急放行的构件例外,但相关人员必须办理紧急放行手续,由主管领导签字。
8.按照谁主管、谁负责的原则对制作质量负有责任的相关管理人员也进行考核,有造成严重质量事故的,主管人员处以责任人两倍罚款。
9.在本标准检查时,除符合本标准外,尚应符合国家现行有关强制性标准的规定。
10.品保部具有质量的最终否决权,对出厂产品的质量负责。
11.公司对质量问题采取质量事故和工作态度双重处罚的管理机制,对屡说不改的情况给予重罚。
12.质量检验、检查的罚款由品保部负责,并于第二天公布。
(注:
素材和资料部分来自网络,供参考。
请预览后才下载,期待你的好评与关注!
)
 升级会员
升级会员 