工艺过程卡.docx
《工艺过程卡.docx》由会员分享,可在线阅读,更多相关《工艺过程卡.docx(9页珍藏版)》请在冰豆网上搜索。
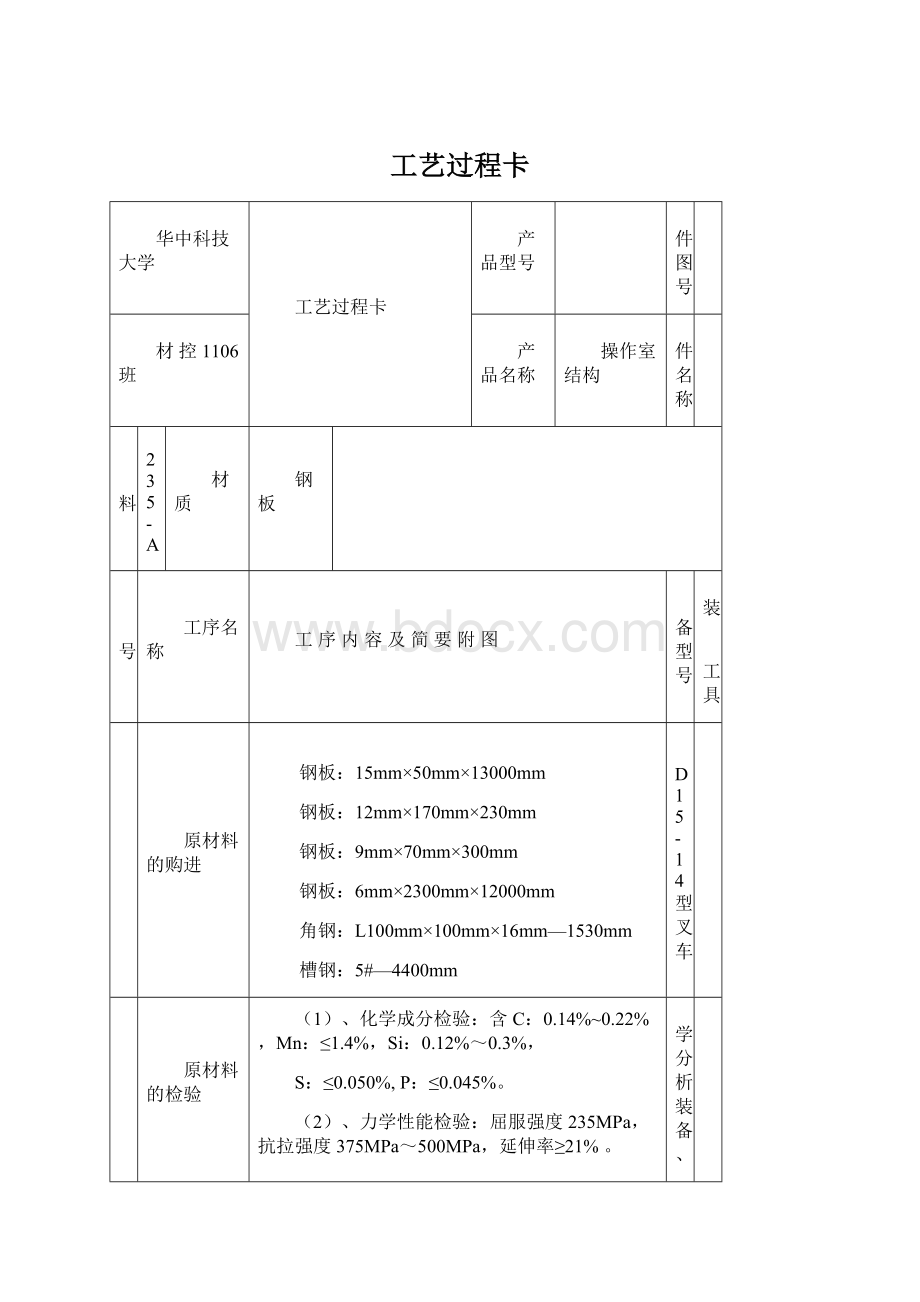
工艺过程卡
华中科技大学
工艺过程卡
产品型号
部件图号
材控1106班
产品名称
操作室结构
部件名称
材料
Q235-A
材质
钢板
序号
工序名称
工序内容及简要附图
设备型号
工装
或工具
1
原材料的购进
钢板:
15mm×50mm×13000mm
钢板:
12mm×170mm×230mm
钢板:
9mm×70mm×300mm
钢板:
6mm×2300mm×12000mm
角钢:
L100mm×100mm×16mm—1530mm
槽钢:
5#—4400mm
FD15-14型叉车
无
2
原材料的检验
(1)、化学成分检验:
含C:
0.14%~0.22%,Mn:
≤1.4%,Si:
0.12%~0.3%,
S:
≤0.050%,P:
≤0.045%。
(2)、力学性能检验:
屈服强度235MPa,抗拉强度375MPa~500MPa,延伸率≥21%。
化学分析装备、
力学性能测试装备
无
校核
批准
第1页
华中科技大学
工艺过程卡
产品型号
部件图号
材控1106班
产品名称
操作室
部件名称
材料
Q235-A
材质
钢板
序号
工序名称
工序内容及简要附图
设备型号
工装
或工具
3
原材料的储存
(1)、将不同厚度的钢板分开
(2)、将不同厚度的钢板标号堆放。
仓库
无
4
原材料的复验
材料使用前,出库时:
(1)、化学成分复验:
含C:
0.14%~0.22%,Mn≤1.4%,Si≤0.3%,S≤0.05%,P≤0.045%。
(2)、力学性能复验:
屈服强度235MPa,抗拉强度375MPa~500MPa,延伸率≥21%。
化学分析装备、
力学性能测试装备
无
5
金属材料的除锈
喷丸除锈
机械喷丸除锈装备
钢刷,直尺
校验
批准
第2页
华中科技大学
工艺过程卡
产品型号
部件图号
材控1106班
产品名称
操作室
部件名称
材料
Q235-A
材质
钢板
序号
工序名称
工序内容及简要附图
设备型号
工装或工具
6
钢板的矫正
(1)矫正角钢的垂直度(角钢矫正机);
(2)矫正9号槽钢对腹板的垂直度(调直压力机);
角钢矫正机
调直压力机
直尺
校验
批准
第3页
华中科技大学
工艺过程卡
产品型号
部件图号
材控1106班
产品名称
操作室
部件名称
材料
Q235-A
材质
钢板
序号
工序名称
工序内容及简要附图
设备型号
工装或工具
6
钢板的矫正
(3)对其他钢板进行矫正(多轴辊矫正机)
多轴锟矫正机
直尺
7
放样和号料
(1)、按产品零部件图纸要求,在放样台上用1:
1的比例尺寸,划出实际零件的平面展开图。
该部分有34块钢板,按照产品零件图纸的要求,在钢板上画出实际零件的尺寸,然后进行号料。
(2)、号料是根据放样零件的轮廓,用小锤和冲子在钢板上打上记号。
这样就可以进行下一步的加工了
小锤、冲子、粉笔、直尺
校核
批准
第4页
华中科技大学
工艺过程卡
产品型号
部件图号
材控1106班
产品名称
操作室
部件名称
材料
Q235-A
材质
钢板
序号
工序名称
工序内容及简要附图
设备型号
工装或工具
8
下料
下料:
在划线和号料的基础上对钢材进行氧—乙炔切割,3和4号板切割出窗口,6号和12号钢板切割出圆孔。
氧—乙炔火焰切割机
无
9
坡口加工
坡口加工:
根据《手弧焊焊接接头的基本形式和尺寸》(GB985—88)本加工过程中所使用的钢板厚度均大于6mm,所以均需开坡口。
因为加工要求是双面焊且钢板使用过程中不需要承受动载荷,所以只需要开丁字接头双U型坡口,如下图所示:
焊缝间隙为1mm,坡口角度为20°。
氧—乙炔火焰切割机
无
校核
批准
第5页
华中科技大学
工艺过程卡
产品型号
部件图号
材控1106班
产品名称
操作室
部件名称
材料
Q235-A
材质
钢板
序号
工序名称
工序内容及简要附图
设备型号
工装或工具
10
机械加工
(1)所有焊接坡口焊前进行100%磁粉探伤检查焊接坡口和热影响区有无裂纹、分层、夹杂,应进行硬度测试。
(2)对13号钢进行铣削加工,铣出两个15°~20°倒角如图所示:
(3)根据图样对1号和10号板进行铣削加工,钻孔,攻丝
铣床,固定式摇臂钻孔机,丝锥
无
校核
批准
第6页
华中科技大学
工艺过程卡
产品型号
部件图号
材控1106班
产品名称
操作室
部件名称
材料
Q235—A
材质
钢板
序号
工序名称
工序内容及简要附图
设备型号
工装或工具
10
机械加工
(4)板材弯曲:
根据图样对4号板材进行弯曲,将钢板加热到950℃±10℃保温一小时后出炉。
折弯机,热轧加热炉
无
11
焊接前的准备
(1)焊件的清理:
焊前要清理水、锈、油污、切割氧化皮等杂物,采用喷丸处理的方法清理焊接部位
(2)焊条的准备:
焊条E4303、E4315必须经过检验,合格后方能使用焊条要烘干,以降低焊条的水分量,减少氢的有害影响,以防止产生气孔裂纹及降低接头的机械性能。
喷丸机,砂轮机,钢刷,烘干机
无
校核
批准
第7页
华中科技大学
工艺过程卡
产品型号
部件图号
材控1106班
产品名称
操作室
部件名称
材料
Q235—A
材质
钢板
序号
工序名称
工序内容及简要附图
设备型号
工装或工具
12
焊接及装配
(1)根据画线将11号钢板用夹具和挡块固定在2号钢板上,进行焊接;
(2)根据画线将9号槽钢用夹具和挡块固定在3号钢板上,进行焊接;
(3)根据画线将1号固定在3号上,进行焊接;
(4)用夹具将13号钢板固定在3、4号钢板上,然后进行焊接;
ZX5—400型焊机
永磁夹紧器、直尺
、挡块
校核
批准
第8页
华中科技大学
工艺过程卡
产品型号
部件图号
材控1106班
产品名称
操作室
部件名称
材料
Q235—A
材质
钢板
序号
工序名称
工序内容及简要附图
设备型号
工装或工具
12
焊接及装配
(5)根据画线将16块7号钢板固定在6号角钢上,进行焊接;
(6)根据画线将10、12以及焊好的6、7号钢板用挡块和夹具固定在5号钢板上,依次进行焊接;
(7)根据画线将2号钢板固定在3号钢板上,进行焊接;
(8)根据画线将3号钢板固定在4号钢板上,进行焊接;
(9)将8号钢板放平,将焊好的2、3和3、4分别根据画线用夹具和挡块固定在8号钢板上,然后进行焊接;
(10)对2、3、4号钢板之间的焊缝进行焊接;
(11)将5号钢板放平,将焊好的2、3、4、8翻转过来,用挡块和夹具固定在5号上,进行焊接。
ZX5—400型焊机
永磁夹紧器,直尺
、挡块
校核
批准
第9页
华中科技大学
工艺过程卡
产品型号
部件图号
材控1106班
产品名称
操作室
部件名称
材料
Q235—A
材质
钢板
序号
工序名称
工序内容及简要附图
设备型号
工装或工具
13
焊缝质量检查
(1)无损探伤前,焊缝应进行内外表面检查。
(2)垂直度和水平度的检验
(3)每条焊缝用磁粉探伤或者着色检查
(4)每条焊缝进行超声波探伤
(5)每条焊缝进行硬度检测
(6)力学性能检验:
焊缝回火热处理后取样做力学性能检验,检验项目:
屈服强度、抗拉强度、拉伸率等,使其合乎GB2654-1989《焊接接头及堆焊硬度试验方法》标准
超声波探伤仪,磁粉探伤仪
无
14
涂漆
按照要求涂上所需颜色和材料的漆
喷漆机
无
15
包装
按照要求将产品包装起来存储或者发货
无
校核
批准
第10页
 升级会员
升级会员 