FANUC外部轴添加以及协调功能docx.docx
《FANUC外部轴添加以及协调功能docx.docx》由会员分享,可在线阅读,更多相关《FANUC外部轴添加以及协调功能docx.docx(21页珍藏版)》请在冰豆网上搜索。
FANUC外部轴添加以及协调功能docx
.
FANUC机器人调试
一、添加外部轴
“PREV”keyand“NEXT”→CONTROLLEDSTART→MENUS→
MAINTENANCE
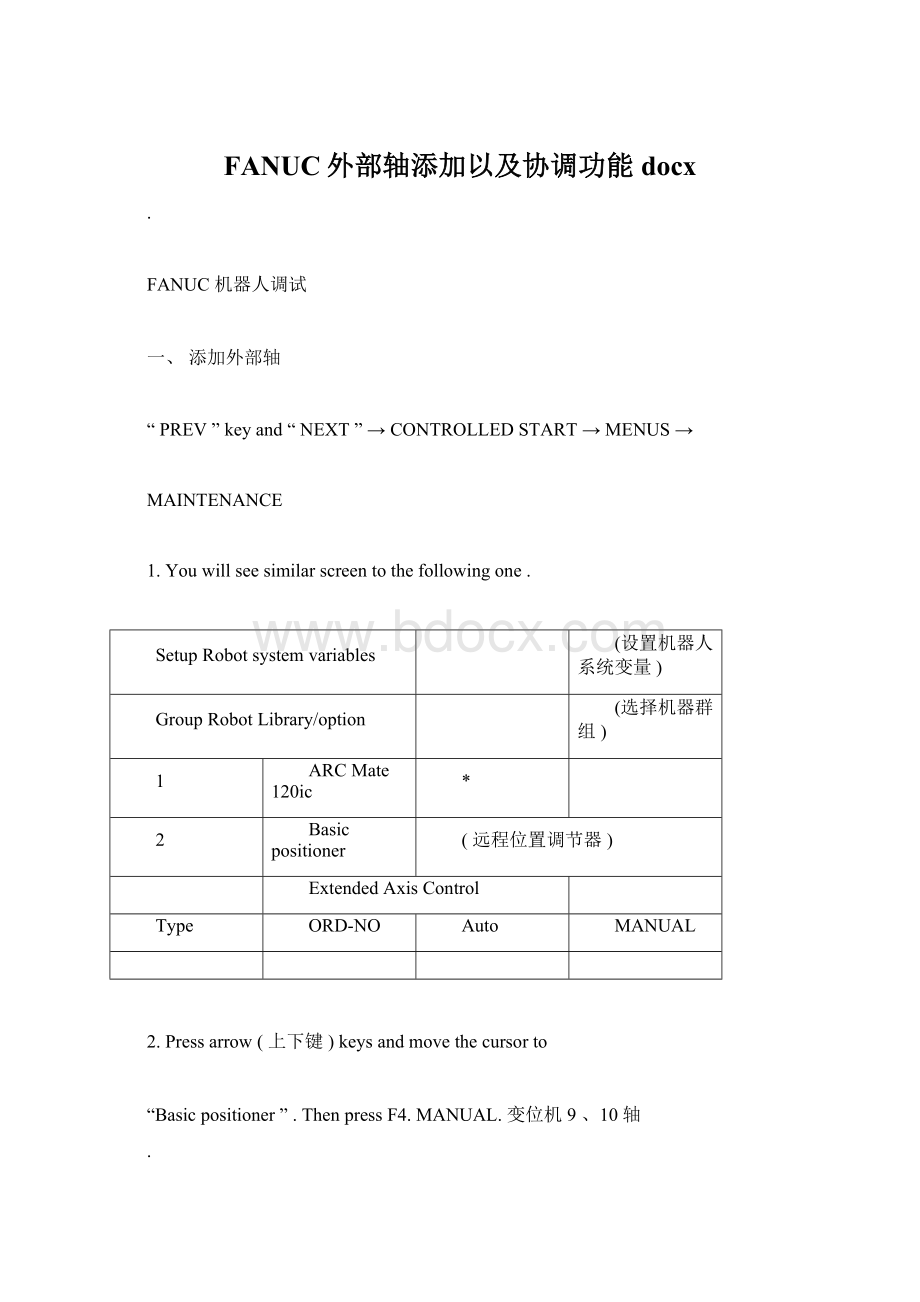
1.Youwillseesimilarscreentothefollowingone.
SetupRobotsystemvariables
(设置机器人系统变量)
GroupRobotLibrary/option
(选择机器群组)
1
ARCMate120ic
*
2
Basicpositioner
(远程位置调节器)
ExtendedAxisControl
Type
ORD-NO
Auto
MANUAL
2.Pressarrow(上下键)keysandmovethecursorto
“Basicpositioner”.ThenpressF4.MANUAL.变位机9、10轴
.
“ExtendedAxisControl”.ThenpressF4.MANUAL.滑台7、8轴
输入1,按ENTER进行滑台7、8轴的添加
输入2,按ENTER进行滑台,9、10轴的添加
3.Youwillseesimilartothefollowing
-Hardwarestartaxissetting
-
(开始安装轴部件)
enterHardwarestartaxis
(1~16)?
Defaultvalue=1
(省略补充)
(7.8)
行走轴
7
作为“ExtendedAxisControl
”----
Group1机器人的第七轴,所以输入
7,按
ENTER
旋转轴
9
作为“Basicpositioner
”----Group2
的第九轴,所以输入
9,按ENTER
旋转轴会出现下面
4、5界面
4.Youwillseesimilarscreentothefollowing
FSSBconfigurationsetting
1.FSSBline1(mainaxiscard)
2.FSSBline2(mainaxiscard)
3.FSSBline3(Auxiliaryaxisboard)
.
4.FSSBline5(Auxiliaryaxisboard)
默认输入1,按ENTER
5.运动类型选择
kinematicsTypesetting–
1.knownkinematics
2.unknownkinematics
selectkinematicsType?
(选择运动类型)
defaultvalue=2(省略补充等于2)
输入2,未知类型
6.Youwillseesimlarscreentofollowingone.
集成轴(7、8轴)出现以下画面
旋转轴(9、10)稍微有些区别
七轴与九轴添加完八轴和十轴添加回到上画面继续添加
.
第7组直线轴
1.Motor=aiF8/3000
40A
2.GearRatio=8.6
3.Direction=+Y
EXTENDEDAXISTYPE=IntegratedRail(LinearAxis)
4.JointMaxSpeed=160.000(mm/sec)(可改变附加轴的转动速
度)
5
.Motionsign=FALSE
(可改变附加轴的转动方向)
6
.UpperLimit=700mm
7
.LowerLimit=-700mm
8
.Masterposition=0.000mm
9
.AccelTime1=256
AccelTime2=128
11
.ExpFilterValid=128
12
.MinimumAccelTime=384
13
.LoadRatio=5.000
14
.axisampNumber=2
axisamptype=2
15.BrakeNumber=2
16
.Servooffvalid=FALSE
(Disable)
.
ServooffTime=10.000
第8组直线轴:
1.Motor=aiF8/3000
40A
2.GearRatio=2
3.Direction=+Z
EXTENDEDAXISTYPE=IntegratedRail(LinearAxis)
4.JointMaxSpeed=100.000(mm/sec)(可改变附加轴的转动
速度)
5.Motionsign=FALSE(TRUE)(可改变附加轴的转动方
向)
6.UpperLimit=560.000mm
7.LowerLimit=-560.000mm
8.Masterposition=0.000mm
9.AccelTime1=256
AccelTime2=128
11.ExpFilterValid=128
12.MinimumAccelTime=384
13.LoadRatio=5.000
14.axisampNumber=2
axisamptype=2
15.BrakeNumber=3
.
16.Servooffvalid=FALSE(Disable)
ServooffTime=10.000
第9组附加轴的设置示例:
1.Motor=aiF22/300080A
2.AmplifierNumber=3
Amplifier3Type=2
3.AxisType=RotaryAxis
4.Direction=+Y
6.GearRatio=570.00
7.MaximumSpeed=127.660deg/sec(可改变附加轴的转动
速度)
8.Motionsign=TRUE
9.UpperLimit=360.000deg
10.LowerLimit=-360.000deg
11.Masterposition=0.000deg
12.AccelTime1=384
AccelTime2=192
13.ExpFilterValid=FALSE
14.MinimumAccelTime=384
15
.LoadRatio=5.000
(1~5的数值)
16
.BrakeNumber=2
17
.Servooffvalid=FALSE
.
ServooffTime=10.000
第10组附加轴的设置:
1.Motor=aiF22/300080A
2.AmplifierNumber=3
Amplifier3Type=2
3.AxisType=RotaryAxis
4.Direction=+Z(如安装在同一组内则为Y或Z均可)
6
.GearRatio=391.4
7
.MaximumSpeed=127.660deg/sec
(24.000)
8
.Motionsign=TRUE
9
.UpperLimit=360.000deg
(450.000)
10
.LowerLimit=-360.000deg
(-450.000
)
11
.Masterposition=0.000deg
12
.AccelTime1=384
AccelTime2=192
13
.ExpFilterValid=FALSE
14
.MinimumAccelTime=384
15
.LoadRatio=5.000
16
.BrakeNumber=3
17
.Servooffvalid=TRUE
ServooffTime=10
.
以上各轴添加设置好后,进行机械原点的标定。
标定机械原点:
1.标定直线轴的机械原点(即零点位置)
先通过群组切换键(GROUP)切换到所要标定零点的群组——将
需要标点的轴通过示教器移动到合适的位置——MENUS——选择SYSTEM——选择Variables——找到$MASTER—ENB将”
0”改为“1”后确定——按F1(Type)——选择第三项
“Master/call”——将光标移动到“2.ZeroPositionMaster”(注
意:
选择好此项后,在按下回车键前,请先确定好当前的动作群
组,以免按下确定键后造成无法晚回到错误。
)——再将光标移动到第六项回车,重启动系统,标定完成。
以上所有轴的零点标定都是同样操作。
注明:
零点不准确(机器人本体六轴在添加外步轴后对正零点标
记看是否有偏差,若有则进行单轴标定)可能影响机器人TCP的校正。
三.设定协调功能:
将动作群组切换成G2作为当前活动组,创建并记录三个点,做为一
个简单的程序,将光标移动到P[1]设定为(-31°,0°、)P[2]设定为(0°,0°、)P[3]设定为(+31°,0°;)角度要求必须大于30°。
如下所示:
@1:
JP[1]70%FINE
.
2:
JP[2]50%FINE
3:
JP[3]50%FINE
1、MENU——6设定——3协调——Enter进入下面的协调设定界
面:
设定协调\\\\\\\\\\\\\
0
协调双号码
:
[\1]
主导群组:
2
从动群组
:
1
X:
1620.465
Y:
6.888
Z:
84.370
W:
179.365
P:
0.715
R:
-179.731
从动群组的定位方向
:
相对移动
主导群组的坐标系号码
:
1
[类型][方法]
2、按下F2——选择
2(置位形式)进入下面的画面:
设定协调\\\\\\\\\\\\
0
1/6
回转轴校准形式
协调双
:
1
群组号码
主导:
2
从动:
1
X:
1620.465
Y:
6.888
Z:
84.370
W:
179.365P:
0.715R:
-179.731
轴号码:
1(轴数:
2)
轴形式:
回转轴
.
轴方向:
+Y
参照点1:
使用完毕
参照点2:
使用完毕
参照点3:
使用完毕
[类型][方法]计算移动记录
在变位机上作一个合适的记号尖点,执行上面创建的程序分别到
P[1]、P[2]、P[3]位置点,用手动坐标(全局坐标)分别移动并对准所作的记号尖点。
按(Shift+记录)分别记录参照点1、参照点2、参照点3,记录完这三点后变位机轴1组记录完成。
此时要将变位机的两个轴回到0°位置。
3、将轴号码改为2.进入下面的界面:
设定协调\\\\\\\\\\\\
0
1/6
回转轴校准形式
协调双
:
1
群组号码
主导:
2
从动:
1
X:
1620.465
Y:
6.888
Z:
84.370
W:
179.365P:
0.715R:
-179.731
轴号码:
2(轴数:
2)
轴形式:
回转轴
轴方向:
+Z
参照点1:
使用完毕
.
参照点2:
使用完毕
参照点3:
使用完毕
[类型][方法]计算移动记录
回到创建的程序中,将光标移动到P[1]设定为(0°,—31°、)P[2]设
定为(0°,0°、)P[3]设定为(0°,31°;)执行程序到P[1]、
P[2]、P[3]位置点,分别记录到参照点1、参照点2、参照点3
上,记录方法同上。
记录完两个轴上的所有参照点(共六个参照点)后,按下示教盒上的
计算按钮,协调功能设定完成,进行冷启动协调和生效。
4、检验,将用坐标系切换到手动(全局)坐标,动作群组切换成G2
组,按附加功能键“FCTN”,选择第8项“8协调功能切换键”,然后
确认.此时示教器右上角中的当前动作群组显示由原来的“G2”变成
“G2C1”,用枪尖对准任意一点,转动“G2”组的两个轴,看枪尖是否与所设定的轴在作协调运动。
如果此项检验没问题,再按坐标切换键“COORD”到滑台移动坐标系,移动滑台到另一位置,枪尖对准变位机上任意一点,再转动变位机,看是否保持着点对点不变。
二、机器人通讯
林肯焊机机器人控制柜机器人控制柜
V+----------------------------------24V+
A(白色)----------------------------------CL
B(棕色)----------------------------------CH
C(蓝色)SH
.
D(红色)V------------------------------------24V—
E(黑色)
CL与CH间并上120Ω电阻
DN3跳线
1
2
3
4
5
6
↓
↓
↓↑
↓
↓
防碰撞传感器接线:
白色---------------------------2
棕色---------------------------5
机器人I/O处理板(CRM5A)跳线:
BA
(ICOM1)(ICOM2)
I/O定义:
RACK
SLOT
开始点
RACK
SLOT
开始点
UI[1-
16]
0
1
1
DO[13-
17]
0
1
13
UO[1-
6
]
0
1
1
DO[41-
63]
0
1
18
DI[1-
3]
0
1
17
DI[41-
61]
0
1
20
.
DO[1-
6]
0
1
7
三、机器人清枪程序
QQJS(滑台机器人清枪程序)
1:
PR[170]=JPOS
2:
3:
PR[150,7]=PR[170,7]
4:
PR[150,8]=PR[170,8]
5:
PR[151,7]=PR[170,7]
6:
PR[151,8]=PR[170,8]
7:
PR[152,7]=PR[170,7]
8:
PR[152,8]=PR[170,8]
9:
PR[153,7]=PR[170,7]
10:
PR[153,8]=PR[170,8]
11:
PR[154,7]=PR[170,7]
12:
PR[154,8]=PR[170,8]
13:
PR[155,7]=PR[170,7]
14:
PR[155,8]=PR[170,8]
15:
PR[156,7]=PR[170,7]
16:
PR[156,8]=PR[170,8]
17:
PR[157,7]=PR[170,7]
18:
PR[157,8]=PR[170,8]
19:
PR[158,7]=PR[170,7]
.
20:
PR[158,8]=PR[170,8]
21:
PR[159,7]=PR[170,7]
22:
PR[159,8]=PR[170,8]
23:
PR[160,7]=PR[170,7]
24:
PR[160,8]=PR[170,8]
25:
PR[161,7]=PR[170,7]
26:
PR[161,8]=PR[170,8]
27:
PR[162,7]=PR[170,7]
28:
PR[162,8]=PR[170,8]
29:
PR[163,7]=PR[170,7]
30:
PR[163,8]=PR[170,8]
31:
PR[164,7]=PR[170,7]
32:
PR[164,8]=PR[170,8]
33:
PR[165,7]=PR[170,7]
34:
PR[165,8]=PR[170,8]
35:
36:
37:
J@PR[150]50%FINE
38:
JPR[151]50%CNT100
39:
JPR[152]50%CNT100
40:
JPR[153]30%CNT100
41:
LPR[154]100mm/secFINE
.
42:
DO[28]=PULSE,1.0sec
43:
WAIT1.00(sec)
44:
LPR[155]50mm/secFINE
45:
LPR[156]50mm/secFINE
46:
LPR[157]200mm/secFINE
47:
JPR[158]30%CNT100
48:
JPR[159]30%CNT100
49:
LPR[160]200mm/secFINE
50:
LPR[161]100mm/secFINE
51:
DO[15]=ON
52:
WAIT3.50(sec)
53:
DO[15]=OFF
54:
LPR[162]50mm/secFINE
55:
LPR[163]100mm/secFINE
56:
JPR[164]30%CNT100
57:
J@PR[165]50%FINE
[End]
四、机器人寻位测试
接触感应器坐标系设定
*********************************************
接触感应器设定\\\0
.
1/4
名称值
1检知信号埠形式:
DI\\
2检知信号埠号码:
26
3指令信号埠形式:
DO
4指令信号埠号码:
27
*********************************************
接触条件资料:
1/32
(mm/sec)
(mm)
FRAME
MASTER
GMASK
1
30.0
200.0
1
OFF
1
2
30.0
200.0
2
OFF
1
3
50.0
100.0
1
OFF
1
4
50.0
100.0
1
OFF
1
5
50.0
100.0
1
OFF
1
6
50.0
100.0
1
OFF
1
 升级会员
升级会员 