武藏点胶机编程MPP操作.docx
《武藏点胶机编程MPP操作.docx》由会员分享,可在线阅读,更多相关《武藏点胶机编程MPP操作.docx(25页珍藏版)》请在冰豆网上搜索。
武藏点胶机编程MPP操作
300DS机器人
一、菜单讲解
A手持编程器菜单介绍(按“MOD”键切换菜单)
1.外部模式画面(自动点胶画面)2.
[EXEC]MODE
CH.001
程序模式画面(编写、修改程序)
[PROGRAM]MODE
CH.001
3.测试模式画面(按确认一次动作一个步)
[TEST]MODE
CH.001
4.自动模式画面
[AUTOJMODE
CH.001
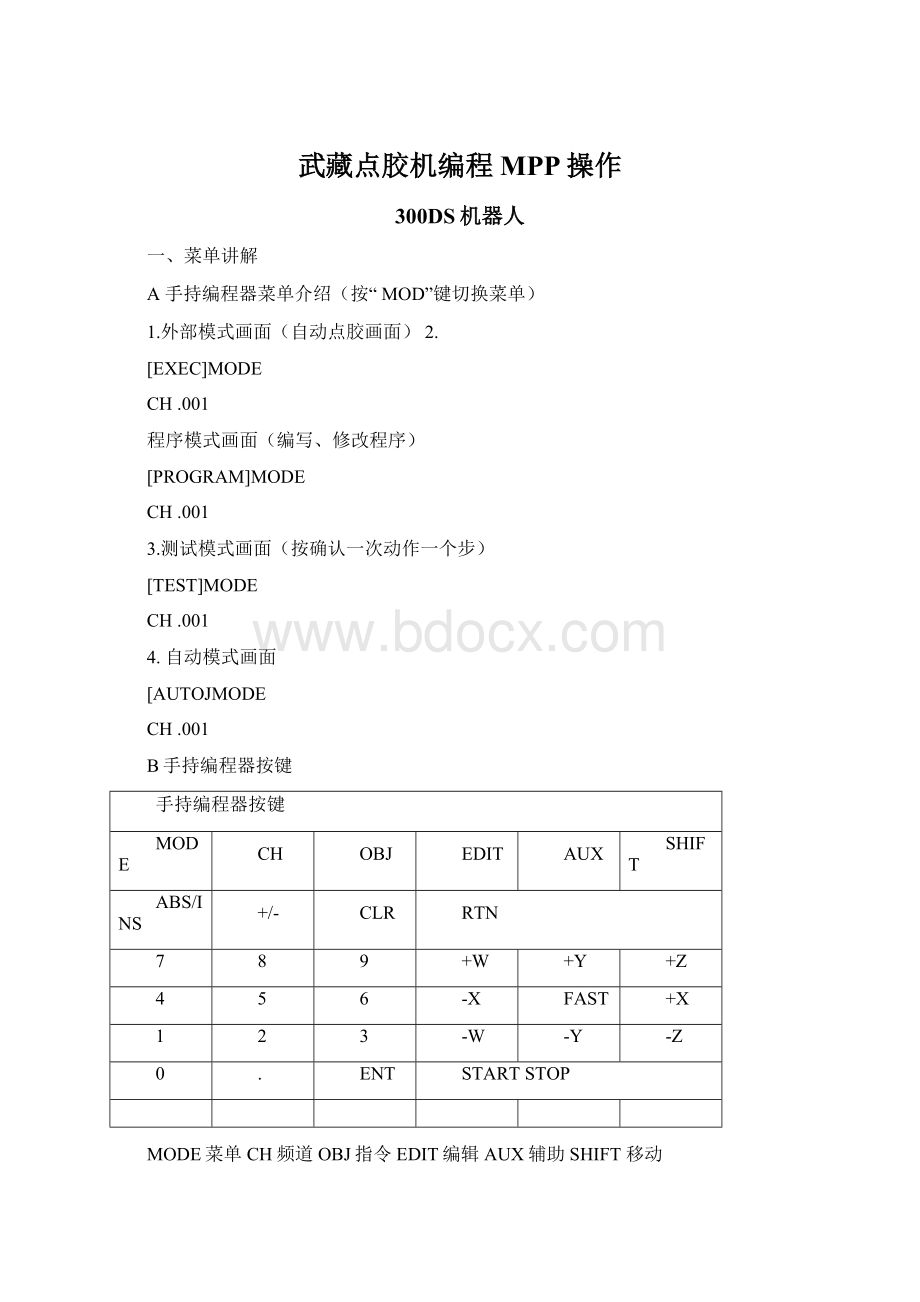
B手持编程器按键
手持编程器按键
MODE
CH
OBJ
EDIT
AUX
SHIFT
ABS/INS
+/-
CLR
RTN
7
8
9
+W
+Y
+Z
4
5
6
-X
FAST
+X
1
2
3
-W
-Y
-Z
0
.
ENT
STARTSTOP
MODE菜单CH频道OBJ指令EDIT编辑AUX辅助SHIFT移动
ABS/INC决对/相对坐标+/-正负数输入CLR清除/删除RNT复位
ENT确认FAST加速START开始STOP停止
注意:
手持式控制器必须在机器电源关闭情况安装与拆卸
C300DS机器按键
PROGRAM道显示SHOT吐胶RESET复位STOP停止START开始切换频道时RESETS位指示灯需要是亮的不然无法切换。
二、程序编写
A.程序编写介绍
a)程序模式功能介绍
程序模式画面下按“CH键,进入“频道选择”窗口,如下:
PROGRAM
STEP0001
在“频道选择”画面内输入所需的频道,如“001”(代表01频道,本设备支持99个频道),然后按“ENT键确认,进入“CH.001”的“步骤设置”画面。
其画面显示如下:
(编辑主程序时机器频道与主程序设置频道需相同)
—[END]CH.001(001频道,按[END]到下一个步骤)
STEPSTEP(步
骤)
0001(第几步,0001表示第1步)
在“步骤设置”窗口按下“OBJ键,进入“指令”窗口,可以在该窗口内选择本步骤所需要设置的指令进行设置。
完成程序编辑后按“MOD'E保存程序。
探程序有两种坐标系:
绝对坐标(ABS相对坐标(INC)。
探在下面程序编写介绍中:
?
必须有参数输入,----必须删除,+可选择性输入参数。
b)现有程序点胶位置与高度修改
按机械臂控制器上的“MODE将画面切换到“TEST按下机械臂控制器上的“START机器会移动一步,按“START直到针头下降到点胶位置。
观察针头在点胶材料的位置与高度,完成后按“RTN复位。
按“MOD'E切换回“PROGRAMS面,按“CH输入需修改频道,按“ENT进行频道“SETP001”画面。
按上步观察结果增加或减少“X、Y的绝对坐标,完成后按“ENT进入“SETP002”
ODE切换回“EXEC画面。
(调整坐标方法:
画面。
按上步观察结果增加或减少“Z”的绝对坐标。
完成后按“ENT进入“SETP003时按“MODE保存修改结果。
在回到b)步观察点胶位置,如果点胶位置不正或高度不良需重新调整。
如果点胶位置在材料中心高度良好,按“在原坐标基础上加或减后将新坐标输入到对应的坐标上坐标微调加减图
C)程序编写时EDIT键应用
。
在程序编写画面时可用EDIT键对程序进行操作。
窗口,如下:
STEP0:
SEARCHISTORTSTEP0001i:
insertsd|pEtESTEp
2:
DELETESTEP
3:
COPYCH.
4:
DELETECH.
B.OBJ程序编写指令
NO.
指令
内容
解说
0:
PTPMOTION
PTP移动
设定各轴移动距离的指令
0:
PTPMOTION
移动命令
移动X、Y、Z轴
1:
PTPSPEED
移动速度
变更X、Y、Z轴移动速度
2:
RETURN
原点回归命令
各轴原点回归动作命令
3:
原点回归顺序指定命令
指定各轴原点回归的顺序
4:
RETURNW
W轴原点回归命令
5:
MATRIX
设置阵列
指定矩阵或网格中轴移动顺序和次数
1:
CPMOTION
画线指令
画线选择以下指令(线涂部)
0:
STRAIGHT1
基本画直线
画直线命令(指定终点坐标)4条线一个方形
1:
STRAIGHT2
2:
ELBOW
L字形画线
画直线(直角、夹角线)命令
3:
倒圆角线命令
直线倒圆角(方、矩形或直角、夹角倒圆角)命令
4:
SQUARE
5:
6:
ARC1
圆弧1
圆、圆弧命令(两点坐标指定、经过点和结束点坐标)
7:
ARC2
圆弧2
圆、圆弧命令(中心点和中心角指定方式)
8:
ARC3
圆弧3
圆、圆弧命令(半径与中心角指定方式)
9:
10:
SPLINE
画曲线
自由曲线
11:
3DARC
3维圆弧
三维圆弧、圆
2:
STEPTOOLS
步骤工具
0:
TIMER
时间
执行设定时间的命令
1:
REPEAT
重复命令
2:
JUMP
跳跃
3:
CALLCH.
调用(子)程序
4:
CALLSTEP
调用程序中某步
5:
STOP
暂停
自动运行停止命令
6:
BLANK
3:
I/OIN
端口输入
输入
0:
WAITIN
1:
WIT.INIAP
2・INJUMP
条件跳跃
3FMINJMP
4・BININJUP
5・BCDINJMP
4:
I/OOUT
OUTNO.:
27=1/0
输出开/关胶命令
C.PS83528、5050产品程序编辑。
编辑时几个参数需用修改
各规格产品参数:
PS8:
P1:
22、P2:
、N1:
2、N2:
10、第一片到第二片距离:
3528:
P1:
、P2:
、N1:
14、N2:
20、第一片到第二片距离:
5050:
P1:
、P2:
9、N1:
8、N2:
16、第一片到第二片距离:
a)主程序编辑
1/3画面:
2/3
0:
LINEARCYC表示矩阵是按直列连续运行方式的
P1:
画面:
表示X轴间距
:
CW:
是按顺时针转动
N1:
表示丫轴间距
表示X行的次数(有多少排)
步骤
命令
X
Y
Z
数据
注释
1
OBJ-0-0
PTPMOTION
?
?
—
ABS
/
移动针头到点胶起点位置上方
2
OBJ-0-0
PTPMOTION
—
—
?
ABS
/
针头下降到点胶高度(减去5毫米)
3
OBJ-0-5
MATRIX
/
/
/
+:
0
设定阵列
/
/
/
P1:
?
P1:
?
/
/
/
N1:
?
N1:
?
程序名称
主程序(机械臂步进)
程序频道
001CH
设定阵列OBJ-0-5操作如下:
(完成设置后按“END到下一页)
3/3画面:
?
/
/
INC
/
OBJ-0-0
PTPMOTION
从第一片移动第二条距离
5
0BJ-2-1
REPEAT
/
/
/
3
2
从第3步开始复制,复制2次
6
OBJ-0-5
MATRIX
/
/
/
+:
0
设定阵列
/
/
/
P1:
?
P2:
?
/
/
/
N1:
?
N2:
?
7
OBJ-0-2
RETURN
/
/
/
/
/
点胶结束后回归原点
8
END
b)子程序编辑
程序名称点胶程序(点胶)程序频道100CH
步进
命令
X
Y
Z
数据
注释
1
OBJ-3-2INJUMP
冲胶信号
05
3
条件跳跃:
当IN时跳到第3步
2
OBJ-2-2
JUMP
/
4
跳跃:
跳到第4步
3
OBJ-2-2
JUMP
/
1
跳跃:
跳到第1步
4
OBJ-0-0
PTPMOTION
/
/
5
INC
/
Z轴下降相对坐标5毫米到点胶高度
5
OBJ-4-0
OUT
/
/
/
27
1
开胶命令:
给点胶机出胶信号
OUTNo:
27=1
6
OBJ-2-0
TIMER
/
/
/
/
出胶时间:
秒
大功率:
;3528:
7
OBJ-4-0
OUT
/
/
/
27
0
关胶命令:
给点胶机关胶信号
OUTNo:
27=0
8
OBJ-0-1
500
500
5/
/
/
各轴上运动速度
PTPSPEED
1OO
大功率:
5;3528:
1OO
9
OBJ-O-O
PTPMOTION
/
/
-2
INC
/
Z轴上升高度
10
OBJ-O-1
PTPSPEED
5OO
5OO
3OO/
2OO
/
/
各轴上运动速度
大功率:
300;3528:
200
11
OBJ-O-O
PTPMOTION
/
/
-3
INC
/
Z轴上升高度
12
END
/
/
/
/
/
/
点胶如果有拉丝现象可在7步、9步、11步后面加上一个等待时间。
D.单条直线编辑
程序名称主程序
程序频道001CH
步骤
命令
X
Y
Z
数据
注释
1
OBJ-O-O
PTPMOTION
?
?
—
ABS
/
移动针头到点胶起点位置上方
2
OBJ-O-O
PTPMOTION
—
—
?
ABS
/
针头下降到点胶高度
3
OBJ-4-O
OUT
/
/
/
27
1
开胶命令:
给点胶机出胶信号
OUTNo:
27=1
4
OBJ-1-O
STRAIGHT1
+
+
/
V=00
INC
画线指令(XY只能用一个)
画线OBJ-1-O操作如下:
CH.频道
STEP0003步骤
INC相对坐标
V=00速度编号
[STRAIGHT1]
STEPX=?
0003Y=?
X=
INCZ=?
sec速度显示
一方向移动
Y=
J方向移动
5
OBJ-4-O
OUT
/
/
/
27
0
关胶命令:
给点胶机关胶信号
OUTNo:
27=0
6
OBJ-0-2
RETURN
/
/
/
/
/
点胶结束后回归原点
7
END
E.多条直线并联编辑
a)主程序
步骤
命令
X
Y
Z
数据
注释
1
OBJ-0-0
PTPMOTION
?
?
—
ABS
/
移动针头到点胶起点位置上方
2
OBJ-0-0
PTPMOTION
—
—
?
ABS
/
针头下降到点胶高度
3
OBJ-0-5
MATRIX
/
/
/
-:
0
设定阵列
/
/
/
P1:
?
P1:
?
/
/
/
N1:
?
N1:
?
程序名称
主程序
程序频道
001CH
设定阵列OBJ-0-5操作如下:
(完成设置后按“END到下一页)
(0:
LINEARCYC)
1/3画面:
2/3
P1:
画面:
0:
LINEARCYC表示矩阵是按直列连续运行方式的
表示X轴间距
3/3画面:
4
OBJ-0-2
RETURN
/
/
/
/
/
点胶结束后回归原点
5
END
REV.:
表示设定夹具倾斜角度
CALLCH.:
表示调用子程序
b)子程序
程序名称画线程序
程序频道001CH
步骤
命令
X
Y
Z
数据
注释
1
OBJ-4-0
OUT
/
/
/
27
1
开胶命令:
给点胶机出胶信号
OUTNo:
27=1
2
OBJ-1-0
STRAIGHT1
+
+
/
V=00
INC
画线指令
3
OBJ-4-0
OUT
/
/
/
27
0
关胶命令:
给点胶机关胶信号
OUTNo:
27=0
4
END
F.画L形线
程序名称主程序
程序频道001CH
步骤
命令
X
Y
Z
数据
注释
1
OBJ-0-0
PTPMOTION
?
?
—
ABS
/
移动针头到点胶起点位置上方
2
OBJ-0-0
PTPMOTION
—
—
?
ABS
/
针头下降到点胶高度
3
OBJ-4-0
OUT
/
/
/
27
1
开胶命令:
给点胶机出胶信号
OUTNo:
27=1
4
OBJ-1-2
ELBOW
/
/
/
?
INC
L形画线指令
画L形线0BJ-1-2操作如下:
[ELBOW]
[ELBOW]
STEPS1=?
STEPPATH:
-
0001
S2=?
0001(-:
CW+:
CCW)
INC
A=?
REV.=+
S1=起点到折点距离
S2=ff点到结束点距离
:
CW是按顺时针转动
A=L形角度
+
:
CCW是按逆时针转动一—
R=L角角度
REV.
平面与L形角度
\
5
OBJ-4-0
OUT
/
/
/
27
0
关胶命令:
给点胶机关胶信号
OUTNo:
27=0
6
OBJ-0-2
RETURN
/
/
/
/
/
点胶结束后回归原点
7
END
G.画倒圆角线
程序名称主程序
程序频道001CH
步骤
命令
X
Y
Z
数据
注释
1
OBJ-0-0
PTPMOTION
?
?
—
ABS
/
移动针头到点胶起点位置上方
2
OBJ-0-0
PTPMOTION
—
—
?
ABS
/
针头下降到点胶高度
3
OBJ-4-0
OUT
/
/
/
27
1
开胶命令:
给点胶机出胶信号
OUTNo:
27=1
4
OBJ-1-3
/
/
/
?
INC
画倒圆角线指令
S1=S点到折点距离
S2=U形距离+
:
CW是按顺时针转动
:
CCWI按逆时针转动
H.画圆程序
a)ARC1圆弧(两点一个圆)
程序名称主程序
程序频道001CH
步骤
命令
X
Y
Z
数据
注释
1
OBJ-0-0
PTPMOTION
?
?
—
ABS
/
移动针头到点胶起点位置上方
2
OBJ-0-0
PTPMOTION
—
—
?
ABS
/
针头下降到点胶高度
3
OBJ-4-0
OUT
/
/
/
27
1
开胶命令:
给点胶机出胶信号
OUTNo:
27=1
4
OBJ-1-6
ARC1
/
/
/
?
INC
画圆指令
画圆OBJ-1-3操作如下:
[SQ]
[ARC1]
STEPX仁?
STEPPATTERN:
0
0001丫仁?
00010:
ARC
INCXe=?
UCIRCIE
0:
ARC起点到第二点位置
X1
、Y1第一点位置
1:
CIRCLE通过两点成一个圆
Xe
、Ye第二点位置
5
OBJ-4-0
OUT
/
/
/
27
0
关胶命令:
给点胶机关胶信号
OUTNo:
27=0
6
OBJ-0-2
RETURN
/
/
/
/
/
点胶结束后回归原点
7
END
b)ARC20弧
程序名称主程序
程序频道001CH
步骤
命令
X
丫
Z
数据
注释
1
OBJ-0-0
PTPMOTION
?
?
—
ABS
/
移动针头到圆点中心上方
2
OBJ-0-0
PTPMOTION
—
—
?
ABS
/
针头下降到点胶高度
3
OBJ-0-0
PTPMOTION
+
+
/
INC
/
针头移动距离
4
OBJ-4-0
OUT
/
/
/
27
1
开胶命令:
给点胶机出胶信号
OUTNo:
27=1
5
OBJ-1-7
ARC2
+
+
/
V=00
INC
画圆指令
A=?
CH频道
STEP0003步骤
[ARC2]
STEP
Xc=?
INC相对坐标
0003
Yc=?
V=00速度编号
INC
A=+
sec速度显示
X"方向移动(此项为圆的半径,
与第三步成反比)
Y=J方向移动
A=+画多少角度(360.OOOdeg
为
个完整的圆)
6
OBJ-4-0
OUT
/
/
/
27
0
关胶命令:
给点胶机关胶信号
OUTNo:
27=0
7
OBJ-0-2
RETURN
/
/
/
/
/
点胶结束后回归原点
8
END
注意:
1、在编写DE、F、GH程序时MPP-1点胶机的“TIME/MANU开关灯必须为熄灭的
2、DE、F、G、H程序的胶量只能通过移动速度控制。
I.机械臂移动速度设定
A.程序模式画面下按“AUX键,进入“移动速度”设定窗口,如下
a)PTP动作速度设定
[SPEEDDATA]
SPEEDX:
0500mm/s
Y:
0500mm/s
b)PTP动作速度加速/减速时间设定
[SPEEDDATA]
SLOPEX:
0100mm
—TIMEY:
0100mm
c)线、倒角、圆胶量设定
[SPEEDDATA]
SPEEDV:
00
SPEED=s
MPP-1点胶机
一、MPP-1菜单讲解
A.MPP-1面板介绍
AIRON/OFF气压开关RESET复位
FILLUP手动冲胶RETURN排胶
SP不适用本机
CH频道SET确认
IN/EXT内外部控制DIS吐胶TIME/MANU同步/手动切换LCD翻页CHANGE指令
B.MPP-1菜单介绍
a)主画面
在主画面按“LCD翻页,按“SET换行。
MainMODE0CH1/2
MainMODE0CH2/2
DISVOL:
REM:
DISTIME:
b)设置画面
在主画面按“change”键进入设置画面,按“LCD翻页,按“SET换行。
一箭头指示那项可输入数字对此项进行修改完成后按“SET键确认。
(在“Parameter0CH1/4”画面按“SET机器自动进入“DISVolume”画面进行设置,再按“SET会自动切换到下一画面)
Parameter0CH1/4
f1DISVOL
DISTIME:
ACCEL:
c)排胶画面
在主画面按“change”键两次进入设置画面,按“LCD翻页,按“SET换行。
f箭头指示那项可输入数字对此项进行修改完成后按“SET键确认。
(在排胶画面近发“DIS”键进行排胶)
WashingSetup
f1Count:
80
2Rate:
8mm/s
PushDISKeyStart
d)机械参数画面
在主画面按“set+change”进入机械参数画面,按“LCD翻页,按“SET换行。
f箭头指示那项可输入数字对此项进行修改完成后按“SET键确认。
BasicSetup0CH1/3f1DisWait:
20ms2Fillwait:
50ms
BasicSetup0CH2/3flunit:
ml
2BaudRate:
19200bps
BasicSetup0CH3/3fIDSOSignal:
EXEC2AutoFill:
ON
MPP-1点胶机头分解图
挤胶销
密封固定片固定螺丝
MPP-P-007-1
密封固定片
MPP-P-005-1
排气螺针排气螺针密封圈
排气螺针MPP-P-012-1
MPP-P-006-1
胶水输送
块固定螺丝
MPP-P-008-1
胶水输送块
MPP-P-003-1
胶水输送
块密封圈
IlI
MPP-P-011-1
MPP-P-002-1
挤胶销密封圈
MPP-P-009-2
切胶轴密封圈
MPP-P-013-1
陶瓷切胶轴
仓体
针头适配器密封圈
MPP-P-010-1
针头适配器
MPP-P-004-1
 升级会员
升级会员 