法兰盘工序卡.docx
《法兰盘工序卡.docx》由会员分享,可在线阅读,更多相关《法兰盘工序卡.docx(18页珍藏版)》请在冰豆网上搜索。
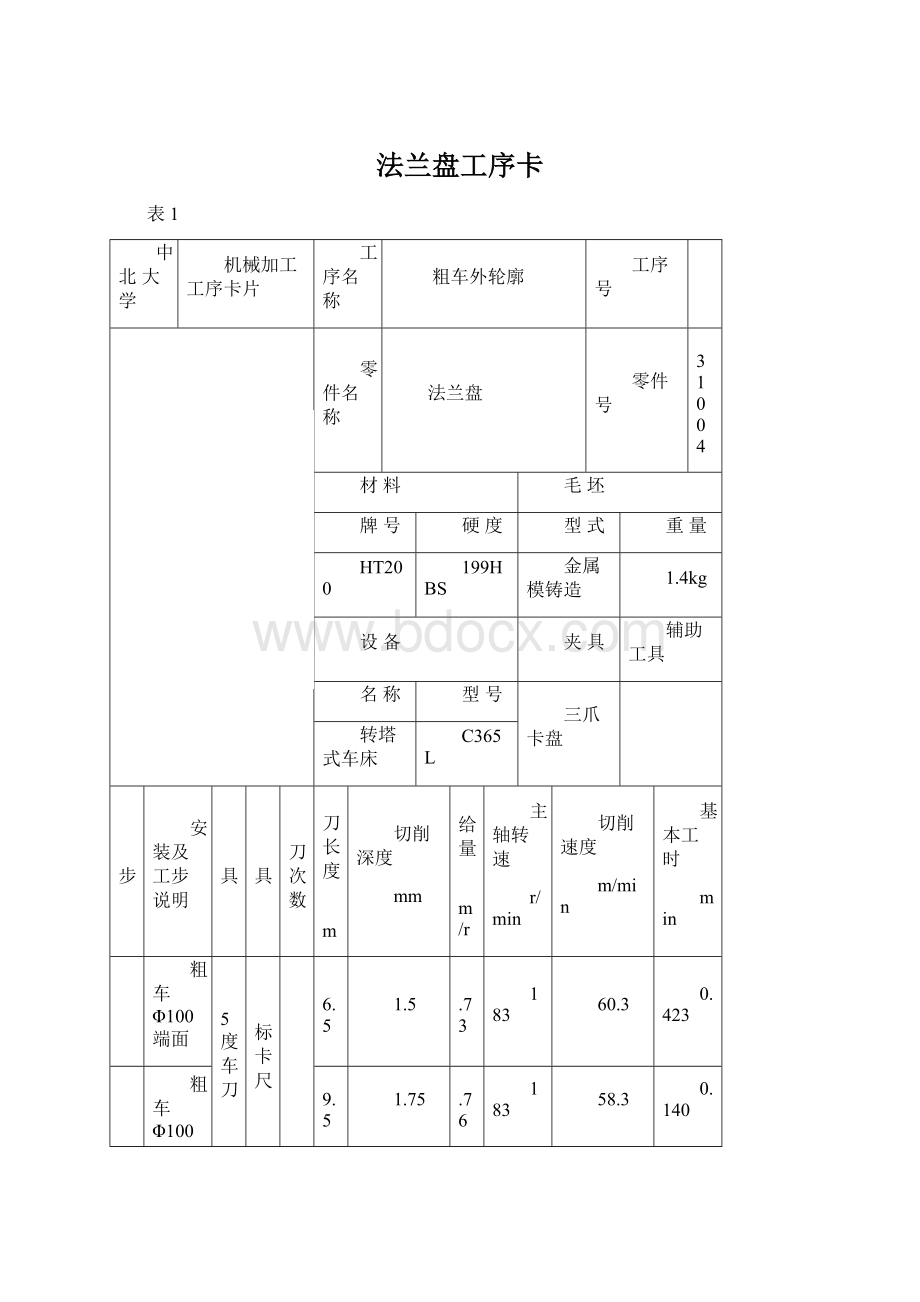
法兰盘工序卡
表1
中北大学
机械加工工序卡片
工序名称
粗车外轮廓
工序号
1
零件名称
法兰盘
零件号
831004
材料
毛坯
牌号
硬度
型式
重量
HT200
199HBS
金属模铸造
1.4kg
设备
夹具
辅助工具
名称
型号
三爪卡盘
转塔式车床
C365L
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
min
1
粗车Φ100端面
45度车刀
游标卡尺
0.02
1
56.5
1.5
0.73
183
60.3
0.423
2
粗车Φ100外圆柱面
19.5
1.75
0.76
183
58.3
0.140
3
粗车Φ100mm右端面
29.75
1.5
0.73
183
58.3
0.222
4
粗车Φ90mm左端面
26.5
1.5
0.73
183
51.7
0.198
5
粗车Φ45面
30
1.85
0.56
430
62.5
0.124
6
粗车Φ90的外圆柱面
18.5
1.75
0.76
183
52.6
0.133
表2
中北大学
机械加工工序卡片
工序名称
粗车外轮廓
工序号
2
零件名称
法兰盘
零件号
831004
材料
毛坯
牌号
硬度
型式
重量
HT200
199HBS
金属模铸造
1.4kg
设备
夹具
辅助工具
名称
型号
三爪卡盘
转塔式车床
C365L
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
粗车Φ45端面
45度车刀
游标卡尺
0.02
2
54
2
0.54
322
50.7
0.310
2
粗车Φ45mm外圆柱面
1
42
1.85
0.56
430
62.5
0.174
3
粗车Φ90mm右端面
1
26.6
1.2
0.73
183
52.6
0.199
表3
中北大学
机械加工工序卡片
工序名称
钻孔
工序号
3
零件名称
法兰盘
零件号
831004
材料
毛坯
牌号
硬度
型式
重量
HT200
199HBS
金属模铸造
1.4kg
设备
夹具
辅助工具
名称
型号
专用夹具
立式钻床
Z525
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
钻Φ18mm孔
高速钢钻头
游标卡尺
0.02
锥柄圆柱塞规
1
106.5
92.5
0.62
272
15.3
0.631
2
扩Φ19.8mm孔
高速钢扩孔刀
1
106.5
92.2
0.81
195
12.1
0.674
3
粗铰Φ19.94mm孔
高速钢铰刀
1
106.5
92.2
0.81
195
12.2
0.674
4
精绞Φ20孔
高速钢铰刀
1
106.5
92.2
0.81
195
12.2
0.674
表4
中北大学
机械加工工序卡片
工序名称
半精车外轮廓
工序号
4
零件名称
法兰盘
零件号
831004
材料
毛坯
牌号
硬度
型式
重量
HT200
199HBS
金属模铸造
1.4kg
设备
夹具
辅助工具
名称
型号
三爪卡盘
转塔式车床
C365L
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
半精车Φ100mm端面
45度车刀
游标卡尺
0.01
1
44.75
0.7
0.24
238
75.9
0.783
2
半精车Φ100mm外圆
1
17.3
0.55
0.21
238
75.0
0.346
3
半精车Φ100mm右端面
1
31.05
1.1
0.24
238
75.0
0.544
4
半精车Φ90mm左端面
1
2.66
1.1
0.24
238
68.4
0.466
5
半精车Φ45mm外圆
游标卡尺
0.01
1
27.8
1.0
0.21
550
78.2
0.241
6
半精车Φ90mm外圆
1
17.2
0.55
0.21
238
67.5
0.344
7
倒角(Φ100)
1
7.5
1.5
0.73
238
75.0
0.03
8
倒角(Φ90)
1
7.5
1.5
0.73
238
67.6
0.03
9
车过渡圆
成形车刀
1
7
5
手动进给
430
60.8
0.05
10
车Φ20孔的左端倒角
45度车刀
1
7
1
0.73
430
27.0
0.05
表5
中北大学
机械加工工序卡片
工序名称
半精车外轮廓
工序号
5
零件名称
法兰盘
零件号
831004
材料
毛坯
牌号
硬度
型式
重量
HT200
199HBS
金属模铸造
1.4kg
设备
夹具
辅助工具
名称
型号
三爪卡盘
转塔式车床
C365L
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
半精车Φ
mm外圆柱面
45°车刀
游标卡尺
0.01
1
42
0.5
0.21
550
78.9
0.364
2
半精车Φ90mm右端面
1
26.55
1.1
0.24
238
67.6
0.465
3
车3×2退刀槽
90°切槽刀
1
5
2.15
0.41
430
61.2
0.035
4
车Φ45圆柱面倒角
45°车刀
2
15
3.5
手动进给
430
61.2
0.1
5
车Φ20孔的右端倒角
1
7
1
0.73
430
27.0
0.05
表6
中北大学
机械加工工序卡片
工序名称
精车端面
工序号
6
零件名称
法兰盘
零件号
831004
材料
毛坯
牌号
硬度
型式
重量
HT200
199HBS
金属模铸造
1.4kg
设备
夹具
辅助工具
名称
型号
三爪卡盘
转塔式车床
C365L
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
精车Φ100的端面
45°车刀
游标卡尺0.01
1
46.2
0.8
0.23
322
101.5
0.597
表7
中北大学
机械加工工序卡片
工序名称
精车端面
工序号
7
零件名称
法兰盘
零件号
831004
材料
毛坯
牌号
硬度
型式
重量
HT200
199HBS
金属模铸造
1.4kg
设备
夹具
辅助工具
名称
型号
三爪卡盘
转塔式车床
C365L
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
精车Φ90的右端面
45°车刀
游标卡尺0.01
1
46.55
0.8
0.23
322
91.4
0.358
表8
中北大学
机械加工工序卡片
工序名称
铣平面
工序号
8
零件名称
法兰盘
零件号
831004
材料
毛坯
牌号
硬度
型式
重量
HT200
199HBS
金属模铸造
1.4kg
设备
夹具
辅助工具
名称
型号
专用夹具
立式钻床
Z525
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
粗铣距中心线32mm的平面
硬质合金三面刃铣刀
游标卡尺0.01
4
115
10
0.3
22.5
7.1
1.932
2
精铣距中心线32mm的平面
2
73
3
0.2
37.5
11.8
0.92
3
粗铣距中心线24mm的平面
5
152
13
0.3
22.5
7.1
2.56
精铣距中心线24mm的平面
3
125
7.5
0.2
37.5
11.8
1.58
表9
中北大学
机械加工工序卡片
工序名称
钻孔
工序号
3
零件名称
法兰盘
零件号
831004
材料
毛坯
牌号
硬度
型式
重量
HT200
199HBS
金属模铸造
1.4kg
设备
夹具
辅助工具
名称
型号
专用夹具
立式钻床
Z525
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
钻4-Φ9的孔
高速钢钻孔刀
锥柄圆柱塞规
4
49.6
0.48
550
15.5
0.047
设计
指导老师
共页
第3页
表10
中北大学
机械加工工序卡片
工序名称
钻孔
工序号
10
零件名称
法兰盘
零件号
831004
材料
毛坯
牌号
硬度
型式
重量
HT200
199HBS
金属模铸造
1.4kg
设备
夹具
辅助工具
名称
型号
专用夹具
立式钻床
Z525
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
钻Φ4孔
高速钢钻孔到
锥柄圆柱塞规
1
16.5
0.22
1360
17.1
0.056
2
扩Φ6孔
高速钢扩孔刀
1
11
0.81
745
14
0.018
设计
指导老师
共页
第3页
表11
中北大学
机械加工工序卡片
工序名称
磨外圆
工序号
11
零件名称
法兰盘
零件号
831004
材料
毛坯
牌号
硬度
型式
重量
HT200
199HBS
金属模铸造
1.4kg
设备
夹具
辅助工具
名称
型号
专用夹具
外圆磨床
M120
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
磨Φ100的外圆柱面
A46KV6P300×50×203
外径千分尺
1
15
0.2
0.1
2670
17
0.056
2
磨Φ90的外圆柱面
1
14
0.2
0.03
2670
17
0.174
3
磨Φ45的外圆柱面
1
45
0.15
0.1
2670
17
0.169
设计
指导老师
共页
第3页
表12
中北大学
机械加工工序卡片
工序名称
磨削B面
工序号
12
零件名称
法兰盘
零件号
831004
材料
毛坯
牌号
硬度
型式
重量
HT200
199HBS
金属模铸造
1.4kg
设备
夹具
辅助工具
名称
型号
专用夹具
万能外圆磨床
M114W
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
磨削Φ45同时靠磨两端面
A46KVP250×20×75
外径千分尺
1
33
0.15
0.03
2667
40
0.41
设计
指导老师
共页
第页
表13
中北大学
机械加工工序卡片
工序名称
磨平面
工序号
13
零件名称
法兰盘
零件号
831004
材料
毛坯
牌号
硬度
型式
重量
HT200
199HBS
金属模铸造
1.4kg
设备
夹具
辅助工具
名称
型号
专用夹具
卧轴矩台平面磨床
MM7112
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
磨Φ90外圆柱面上距离轴线24mm的平面
A46KBP250×20×75
游标卡尺
3
42
0.5
0.03
2810
40
0.498
设计
指导老师
共页
第页
 升级会员
升级会员 