加工中心操作工技能试题.docx
《加工中心操作工技能试题.docx》由会员分享,可在线阅读,更多相关《加工中心操作工技能试题.docx(28页珍藏版)》请在冰豆网上搜索。
加工中心操作工技能试题
加工中心操作工技能试题1
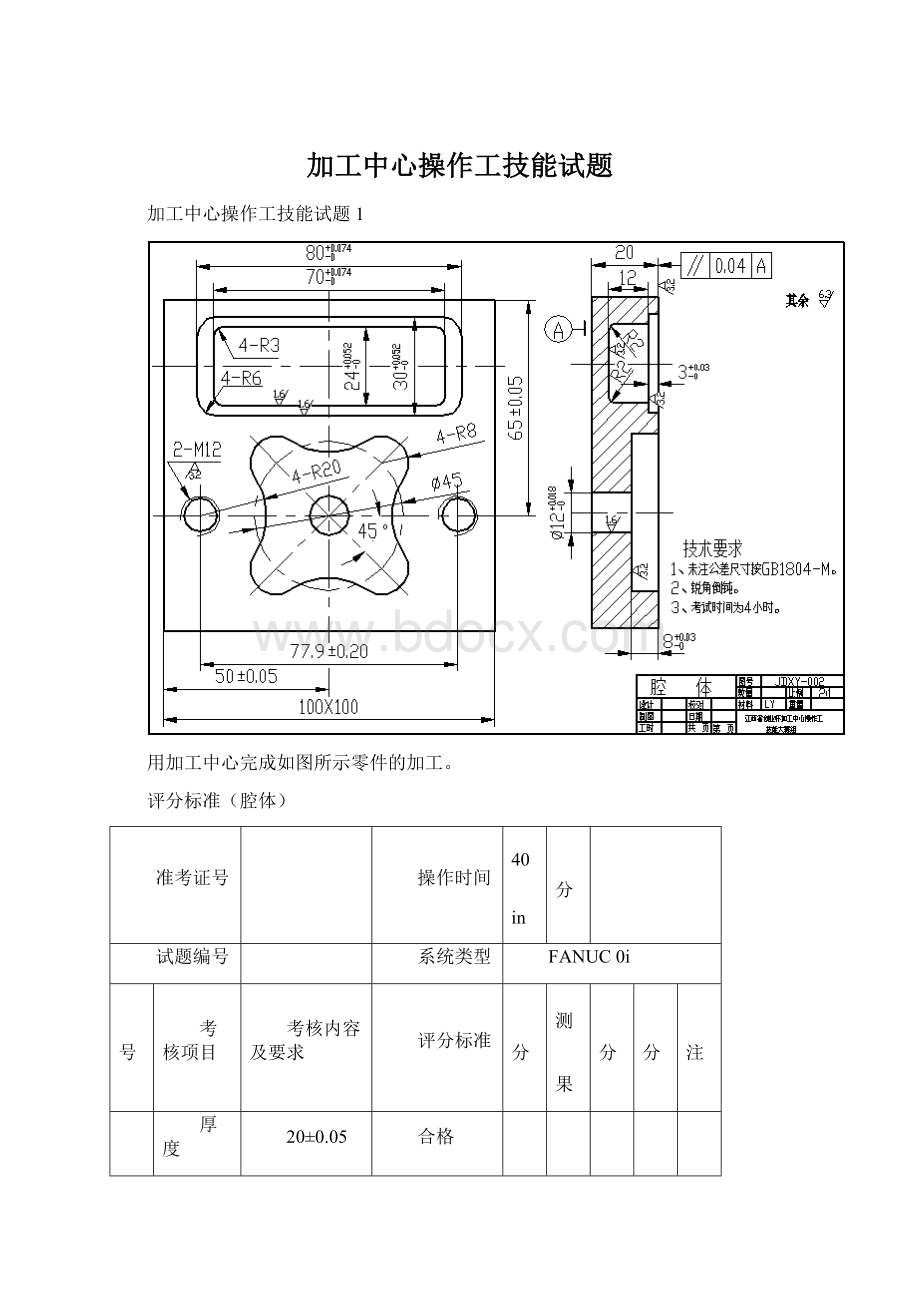
用加工中心完成如图所示零件的加工。
评分标准(腔体)
准考证号
操作时间
240
min
得分
试题编号
系统类型
FANUC0i
序号
考核项目
考核内容及要求
评分标准
配分
检测
结果
扣分
得分
备注
1
厚度
20±0.05
合格
5
2
方台阶
30+0.052,80+0.074
合格、每项3分
6
3+0.03
合格
2
3
方槽
24+0.052,700.074
合格,每项3分
6
R2
合格
2
4
星槽
4-R20,4-R8
合格
6
8+0.03
合格
2
5
小孔
Ø12+0.018
合格
5
6
螺孔
2-M12
合格,每孔3分
6
7
位置
50±0.05
合格
8
60±0.05
合格
4
20±0.05
合格
4
8
粗糙度
平面、台阶面Ra3.2共4处
合格,每处1分
4
形面、内孔、Ra1.6共4处
合格,每处1分
4
9
去毛剌
各尖角、孔口
清晰、无毛剌
2
10
工时
240min
每提前10分钟计1分,最高15分
15
11
残料清角
外轮廓加工后的残料必须切除;内轮廓必须清角
每留一处残料岛屿扣1分;每有清角每处扣1分.
8
12
安全文
明生产
1.遵守机床安全操作范围
2.刀具,工具,量具放置规范
3.设备保养、场地整洁
酌情扣1~5分
3
13
工艺合理
1.工件定位,夹紧及刀具选择合理
2.加工顺序及刀具轨迹路线合理
酌情扣1~5分
3
14
程序编制
1.指令正确,程序完整
2.数值计算正确,程序编写表面出一定的技巧,简化计算和加工程序
3.刀具补偿功能运用正确,合理
4.切削参数,坐标系选择正确,
合理
酌情扣1~5分
5
其他项目
发生重大事故(人身和设备安全事故等),严重违反工艺原则和情节严重的野蛮操作等,由裁判长决定取消其实操竞赛资格
记录员
监考人
检验员
考评员
各工序刀具的切削参数
机床型号TH714G
加工数据
序号
加工面
刀具号
刀具类型
刀具规格
主轴转速
n/r.min-1
进给速度
Vf/mm.min-1
刀具补偿号
FANUC
长度
半径
1
粗铣星形槽和70×24方槽
T1
键槽铣刀
Ø12
600
100
H1
2
精铣星形槽和80×30方槽
T2
立铣刀
Ø10
800
100
D2
H2
3
精铣70×24方槽
T3
R2圆角铣刀
Ø6
100
100
D3
H3
4
打中心孔
T4
中心钻
A3
800
80
H4
5
钻Ø11.8孔
T5
钻头
Ø11.8
400
50
H5
6
铰Ø12孔
T6
铰刀
Ø12
200
50
H6
7
攻丝M12
T7
丝锥
M12
200
H7
8
去毛刺及残料
参考程序
O1000;(主程序)
N0010T1M06;
N0020G54G90G00X0Y0;
N0025s600M03;
N0030G43H1Z50.0M08;
N0040G00X-22.5Y-22.5;
N0050Z10.0;
N0060G01Z-8.015F100;
N0070X22.5Y22.5;
N0080G00Z10.0;
N0090X-22.5Y22.5;
N0100G01Z-8.015F100;
N0110X22.5Y-22.5;
N0120X0Y0;
N0130X12.0;
N0140G03I-12.0J0;
N0150G00Z10.0;
N0160X-28.0Y45.0;
N0170G01Z-15.0F100;
N0180X28.0;
N0190Y50.0;
N0200X-28.0;
N0210Y40.0;
N0220X28.0;
N0230G00Z50.0M05;
N0240G91G28Z0M09;
N0250T2M06;
N0260G54G90G00X0Y0;
N0270S800M03;
N0280G43H2Z50.0M08;
N0290G41G00X10.951Y-8.0D2;
N0310G01Z-8.015F400;
N0320G03X18.951Y0R8.0F100;
N0330M98P1001;
N0340G03X10.951Y8.0R8.0;
N0350G40G01X0Y0;
N0360G00Z10.0;
N0370Y45.0;
N0380G41G00X32.019Y37.0D02;
N0390G01Z-3.015F400;
N0400G03X40.019Y45.0R8.0F100;
N0410M98P1002;
N0420G03X32.019Y53.0R8.0F100;
N0430G40G01X0Y45.0F200;
N0440G00Z50.0M05;
N0450G91G28Z0M09;
N0460T3M06;
N0470G54G90G00X0Y45.0;
N0480S1000M03;
N0490G43H3Z50.0M08;
N0500G41G00X29.019Y39.0D3;
N0510G01Z-15.0F400;
N0520G03X35.019Y45.0R6.0F100;
N0530M98P1003;
N0540G03X29.019Y51.0R6.0;
N0550G40G01X0Y45.0F200;
N0560G00Z50.0M05;
N0570G91G28Z0M09;
N0580T4M06;
N0590G54G90G00X0Y0;
N0600S400M03;
N0610G43H4Z50.0M08;
N0620G99G81Z-13.0R10.0F50;
N0630X-38.951Y0Z-5.0;
N0640G98X38.951;
N0650G80M05;
N0660G91G28Z0M09;
N0670T5M06;(Z11.8)
N0680G54G90G00X0Y0;
N0690S400M03;
N0700G43H5Z50.0M08;
N0710G99G81Z-25.0R10.0F50;
N0720X-38.951Y0Z-5.0;
N0730G98X38.951;
N0740G80M05;
N0750G91G28Z0M09;
N0760T6M06;
N0770G54G90G00X0Y0;
N0780S200M03;
N0790G43H6Z50.0M08;
N0800G98G81Z-25.0R10.0F50;
N0810G80M05;
N0820G91G28Z0M09;
N0830T7M06;
N0590G54G90G00X0Y0;
N0600S200M03;
N0610G43H7Z50.0M08;
N0630G99G84X-38.951Y0Z-25.0R10.0F1.75;
N0640G98X38.951;
N0650G80M05;
N0660G91G28Z0M09;
N0670M30;
O1001;(星型槽子程序)
N0020G02X22.493Y11.364R20.0F100;
N0030G03X11.364Y22.493R8.0;
N0040G02X-11.364Y22.493R20.0;
N0050G03X-22.493Y11.364R8.0;
N0060G02X-22.493Y-11.364R20.0;
N0070G03X-11.364Y-22.493R8.0;
N0080G02X11.364Y-22.493R20.0;
N0090G03X22.439Y-11.364R8.0;
N0100G02X18.951Y0R20.0;
N0110M99;
O1002;(30×80槽子程序)
N0020G01X40.019Y54.013F200;
N0030G03X34.019Y60.013R6.0F100;
N0040G01X-34.019F200;
N0050G03X-40.019Y54.013R6.0F100;
N0060G01Y35.987F200;
N0070G03X-34.019Y29.987R6.0F100;
N0080G01X34.019F200;
N0090G03X40.019Y35.987R6.0F100;
N0100G01Y45.0F200;
N0110M99;
O1003;(24×70槽子程序)
G01X35.019Y54.013F200;
G03X32.019Y57.013R3.0F100;
G01X-32.019F200;
G03X-35.019Y54.013R3.0F100;
G01Y35.987F200;
G03X-32.019Y32.987R3.0F100;
G01X32.019F200;
G03X35.019Y35.987R3.0F100;
G01Y45.0F100;
M99;
加工中心操作工技能试题2
用加工中心完成如图所示零件的加工。
评分标准(凸体)
准考证号
操作时间
240
min
得分
试题编号
系统类型
FANUC0i
序号
考核项目
考核内容及要求
评分标准
配分
检测
结果
扣分
得分
备注
1
厚度
35±0.05
合格
5
2
圆台
Ø140±0.08
合格、每项3分
2
15±0.09
合格
1
3
六方
3-121.24±0.02
每处合格得3分
9
10+0.04
合格
2
4
圆孔
Ø50-0.03
合格
6
10+0.04
合格
2
5
方孔
30+0.04×30+0.04
合格
6
R5
合格
1
6
螺孔
2-M12
合格,每孔2分
8
7
螺孔
4-M12,140±0.2
合格
8
8
粗糙度
平面、台阶面Ra3.2共4处
合格,每处1分
4
外形、内孔Ra1.6共4处
合格,每处1分
4
9
形位公差
平行度0.04
6
对称度0.02
8
10
去毛剌
各尖角、孔口
清晰、无毛剌
2
11
工时
240min
每提前10分钟计1分,最高15分
15
12
残料清角
外轮廓加工后的残料必须切除;内轮廓必须清角
每留一处残料岛屿扣1分;每有清角每处扣1分.
8
13
安全文
明生产
1.遵守机床安全操作范围
2.刀具,工具,量具放置规范
3.设备保养、场地整洁
酌情扣1~5分
3
14
工艺合理
1.工件定位,夹紧及刀具选择合理
2.加工顺序及刀具轨迹路线合理
酌情扣1~5分
3
15
程序编制
1.指令正确,程序完整
酌情扣1~5分
5
2.数值计算正确,程序编写表面出一定的技巧,简化计算和加工程序
3.刀具补偿功能运用正确,合理
4.切削参数,坐标系选择正确,
合理
其他项目
发生重大事故(人身和设备安全事故等),严重违反工艺原则和情节严重的野蛮操作等,由裁判长决定取消其实操竞赛资格
记录员
监考人
检验员
考评员
各工序刀具的切削参数
机床型号TH714G
加工数据
序号
加工面
刀具号
刀具类型
刀具规格
主轴转速
n/r.min-1
进给速度
Vf/mm.min-1
刀具补偿号
FANUC
长度
半径
1
粗、精铣圆台阶
T1
立铣刀
Ø16
400
100
D8
D1
H1
2
粗、精铣六方
T2
立铣刀
Ø10
800
100
D9
D2
H2
3
去方槽内材料及粗铣Ø50×9沉孔
T3
键槽铣刀
Ø10
600
100
D10
H3
4
粗、精铣方槽及精铣Ø50×9沉孔
T4
立铣刀
Ø6
1000
100
D11
D4
H4
5
打中心孔
T5
中心钻
A3
600
50
H5
6
钻Ø11.6孔
T6
钻头
Ø12
400
50
H6
7
攻丝M12
T7
丝锥
M12
200
H7
8
去毛刺及残料清角
参考程序
O7300;(主程序)
N0010T1M06;
N0020G54G90G00X0Y0;
N0030S400M03;
N0040G43H1Z50.0M08;
N0050G00X-90.0Y-110.0;
N0060G01Z-15.0F500;
N0070Y90.0F100;
N0080X90.0;
N0090Y-90.0;
N0100X-110.0;
N0110Z-10.0F200;
N0120G00X0Y-118.0D8;
N0130M98P7301;
N0140D1;
N0150M98P7301;
N0160G00Z50.0M05;
N0170G91G28Z0M09;
N0180T2M06;
N0190G54G90G00X0Y0;
N0200S800M03;
N0210G43H2Z50.0M09;
N0220G00X0Y-108.622;
N0230G01Z-10.02F400F100;
N0240D9;
N0250M98P7302;
N0260D2;
N0270M98P7302;
N0280G00Z50.0M09;
N0290G91G28Z0M05;
N0300T3M06;
N0310G54G90G00X0Y0;
N0320S600M03;
N0330G43H3Z50.0M08;
N0340G00X-6.0Y-6.0;
N0350G01Z2.0F500;
N0360Z-36.0F80;
N0370Y6.0;
N0380X6.0;
N0390Y-6.0;
N0400X-6.0;
N0410Y0;
N0420G01Z-9.96F300;
N0430D10
N0440M98P7303;
N0450G00Z50.0M05;
N0460G91G28Z0M09;
N0470T4M06;
N0480G54G90G00X0Y0;
N0490S1000M03;
N0500G43H4Z50.0M08;
N0510G01Z-36.0F500;
N0520D11;
N0530M98P7304;
N0540D4;
N0550M98P7304;
N0560G01Z-9.96;
N0570D4;
N0580M98P7303;
N0590G00Z50.0M05;
N0600G91G28Z0M09;
N0610T5M06;
N0620G54G90G00X0Y0;
N0630S600M03;
N0640G43H5Z50.0;
N0650G99G81X-70.0Y-70.0Z-5.0R10.0F50.0;
N0660Y70.0;
N0670X70.0;
N0680G98Y-70.0;
N0690G80M05;
N0700G91G28Z0;
N0710T6M06;
N0720G54G90G00X0Y0;
N0730S400M03;
N0740G43H6Z50.0;
N0750G99G81X-70.0Y-70.0Z-40.0R10.0F50.0;
N0760Y70.0;
N0770X70.0;
N0780G98Y-70.0;
N0790G80M05;
N0800G91G28Z0;
N0810T7M06;
N0820G54G90G00X0Y0;
N0830S200M03;
N0840G43H7Z50.0;
N0850G99G84X-70.0Y-70.0Z-40.0R10.0F1.75;
N0860Y70.0;
N0870X70.0;
N0880G98Y-70.0;
N0890G80M05;
N0900M30;
O7301;(铣圆台阶子程序)
N0010G01G41X16.0Y-86.0F200;
N0020G03X0Y-70.0R16.0F100;
N0030G02I0J70.0;
N0040G03X-16.0Y-86.0R16.0;
N0050G01G40X0Y-118.0F200;
N0060M99;
O7302;(铣六方子程序)
N0010G01G41X16.0Y-76.622;
N0020G03X0Y-60.622R16.0;
N0030G01X-35.0Y-60.622;
N0040X-70.0Y0;
N0050X-35.0Y60.622;
N0060X35.0;
N0070X70.0Y0;
N0080X35.0Y-60.622;
N0090X0;
N0100G03X-16.0Y-76.622R16.0;
N0110G01G40X0Y-108.622;
N0120M99;
O7303;(Ø50×9沉孔子程序)
N0010G41G01X13.0Y-12.0F100;
N0020G03X25.0Y0R12.0;
N0030G03I-25.0J0;
N0040G03X13.0Y12.0R12.0;
N0050G01G40X0Y0;
N0060M99;
O7304;(30×30方槽子程序)
N0010G41G01X9.0Y-6.0F100;
N0020G03X15.0Y0R6.0;
N0030G01Y10.0;
N0040G03X10.0Y15.0R5.0;
N0050G01X-10.0;
N0060G03X-15.0Y10.0R5.0;
N0070G01Y-10.0;
N0080G03X-10.0Y-15.0R5.0;
N0090G01X10.0;
N0100G03X15.0Y-10.0R5.0;
N0110G01Y0;
N0120G03X9.0Y6.0R6.0;
N0130G01G40G01X0Y0;
N0140M99;
加工中心操作工技能试题3
用加工中心完成如图所示零件的加工。
评分标准(配合件)
准考证号
操作时间
240
min
得分
试题编号
系统类型
FANUC0i
序号
考核项目
考核内容及要求
评分标准
配分
检测
结果
扣分
得分
备注
1
厚度
凸件40±0.03
超差不得分
4
凹件40±0.03
超差不得分
4
2
形面
凸件Ø60-0.03
超差不得分
6
凹件Ø60+0.046
超差不得分
6
R10(±0.045)
超差1处扣1分
2
3
深度
15(±0.09)
超差不得分
1
16(±0.09)
超差不得分
1
4
三小孔
Ø10+0.015
超差不得分
6
5
倒角
C2两处
超差不得分
4
6
镗孔
Ø35+0.025
超差不得分
6
7
粗糙度
凸件Ra3.2共3处、Ra1.6共4处
Ra0.8共1处
每处超差扣1分
13
每处超差扣2分
凹件Ra3.2共3处、Ra1.6共1处
每处超差扣1分
8
形位公差
凸件:
垂直度0.02,同轴度0.02
每处超差扣3分
13
凹件:
同轴度0.02
9
去毛剌
各尖角、孔口
清晰、无毛剌
1
10
工时
240min
每提前10分钟计1分,最高15分
15
11
残料清角
外轮廓加工后的残料必须切除;内轮廓必须清角
每留一处残料岛屿扣1分;每有清角每处扣1分.
8
12
安全文
明生产
1.遵守机床
 升级会员
升级会员 