钢箱梁顶推施工工艺技术方案.docx
《钢箱梁顶推施工工艺技术方案.docx》由会员分享,可在线阅读,更多相关《钢箱梁顶推施工工艺技术方案.docx(19页珍藏版)》请在冰豆网上搜索。
钢箱梁顶推施工工艺技术方案
钢箱梁顶推施工工艺技术方案
1技术参数
根据现场施工环境综合考虑,本工程跨外环线钢梁采用步履式多点同步连续顶推工艺施工。
其原理是利用顶推设备实现箱梁的顺桥向、竖向、横桥向的移动,通过集中控制系统跟踪各顶推油缸的顶推力和行进位移,严格控制顶推施工的同步性。
1.1顶推设备参数
步履式顶推设备的选型是由梁体重量、导梁重量、跨径、顶推支墩最大支反力以及现场环境等多项因素决定。
以科技三路主桥为例:
顶推钢梁总重975t(含导梁重量50t),顶推距离92.2m,其最大跨径为53m,共设置3组顶推支墩,在最不利工况下,单个顶推设备需承受的最大支反力为375t。
根据以上要求,顶推设备设计如下:
1、结构组成
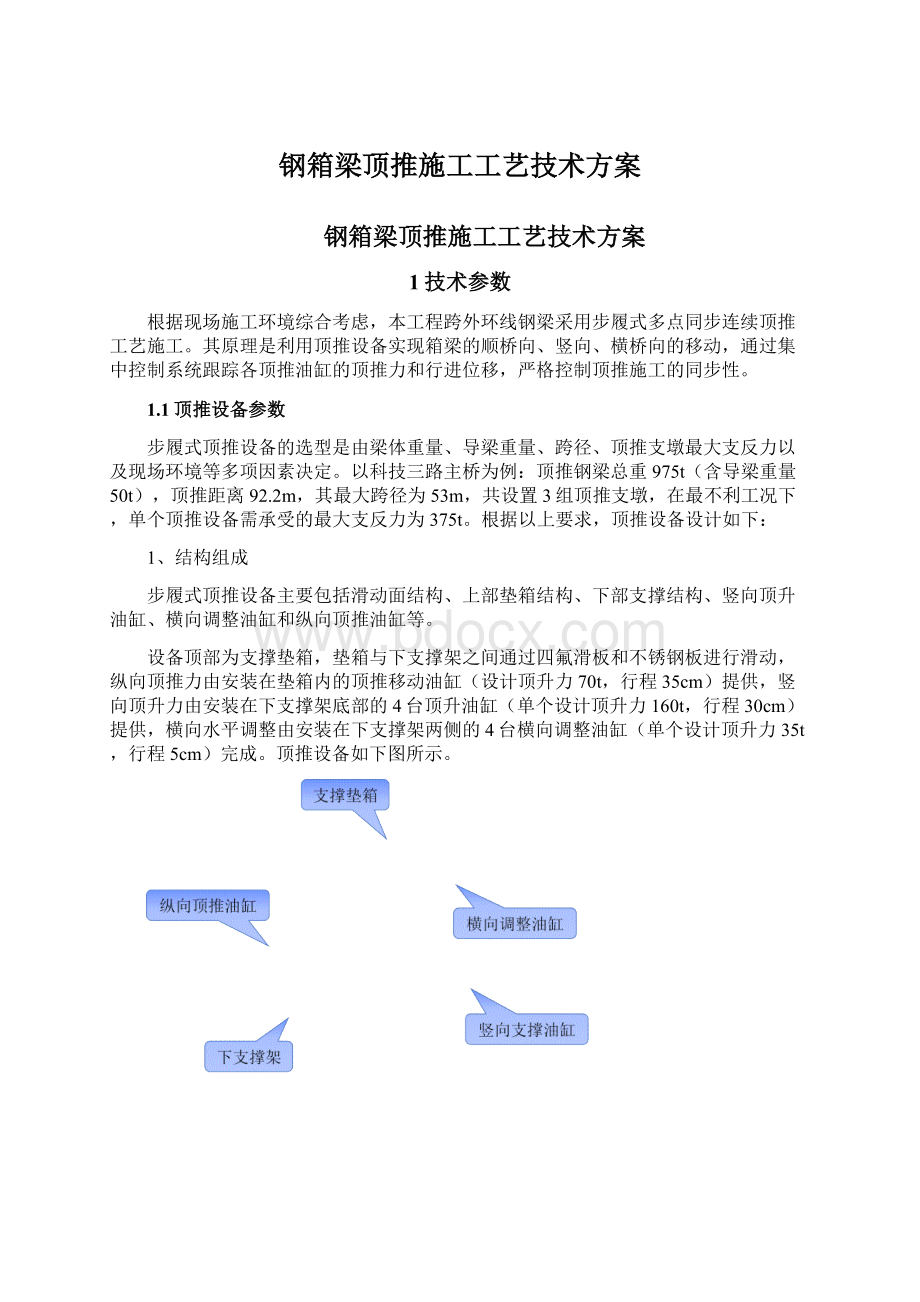
步履式顶推设备主要包括滑动面结构、上部垫箱结构、下部支撑结构、竖向顶升油缸、横向调整油缸和纵向顶推油缸等。
设备顶部为支撑垫箱,垫箱与下支撑架之间通过四氟滑板和不锈钢板进行滑动,纵向顶推力由安装在垫箱内的顶推移动油缸(设计顶升力70t,行程35cm)提供,竖向顶升力由安装在下支撑架底部的4台顶升油缸(单个设计顶升力160t,行程30cm)提供,横向水平调整由安装在下支撑架两侧的4台横向调整油缸(单个设计顶升力35t,行程5cm)完成。
顶推设备如下图所示。
图1顶推设备效果图
2、结构尺寸
本工程主桥钢箱梁顶推施工采用640t级步履式顶推设备,其结构尺寸如下图所示。
图2顶推设备构造图
3、工作原理
步履式顶推设备利用“顶”、“推”、“降”、“缩”4个步骤交替进行,先将钢梁整体托起;再由顶推油缸向前推送一个行程;然后顶升油缸回油,将钢梁整体下降,临时搁置于垫梁上;最后顶推油缸缩缸到底,完成一个行程的顶推;继续实现下一个循环;通过顶推步骤的循环,最终将钢梁顶推到设计位置,其工作原理如下图所示。
工作流程示意
步骤说明
步骤一:
1、垫箱通过纵向顶推油缸滑至右端。
2、顶升千斤顶通过控制系统伸缸到设定的行程,将垫箱和钢箱梁顶起,离开垫梁一小段距离,控制在5cm左右。
步骤二:
1、通过控制系统同步控制顶推千斤顶伸缸,推动垫箱带动钢箱梁向前移动至设定好的活塞行程位置,钢箱梁前移。
步骤三:
1、当钢箱梁移动系统设定的位移量后,顶升千斤顶活塞缩缸回程,使钢箱梁落在垫梁上,进行力系转换。
步骤四:
1、顶推千斤顶收缸回程至原始状态,完成一个顶推行程,循环施工,顶推钢箱梁前行。
图3步履式顶推设备工作原理图
1.2同步控制系统
集中控制系统主要包括实时控制系统硬件模块、实时控制系统软件模块、实时控制网络、泵站电子控制单元(ECU)、传感器控制单元(SCU)。
本套控制系统在每组顶推支墩上设有一个分控制器,分控制器主要的作用是采集传感器的反馈数据,接收主控制器的指令驱动液压电磁阀,分控制器通过CAN总线与1套主控制器连接;主控制器实现对整个系统的集中控制,包括:
顶升、顶推装置的控制,压力数据、位移数据的计算处理以及各种故障的报警。
1、控制系统网络拓扑结构
通过泵站驱动模块和传感器采集模块,以及分控制器、主控制器组成了一个闭环的反馈系统,在CAN总线传输协议和介质基础上,可以实时的调节各点的顶推的位移、角度和载荷。
2、主控制器硬件组成
主控制器是一个标准的嵌入式工控机平台,处理各种传感器发送过来的信号,经过一定的控制算法和控制策略之后,输出控制信号。
3、分控制器硬件组成
分控制器主要包括两个模块,泵站驱动模块和传感器采集模块。
4、控制策略
在实际工程中,由于顶推结构特点各不相同,施工工况复杂多变,必须采取合适的控制策略,通过计算机软件灵活的配置功能来实施。
科技三路桥梁工程制定了“位移同步,载荷跟踪”的控制策略,以各个支墩顶升油缸的支撑力为依据,以顶推油缸的顶推力和位移作为控制参数,实现力和位移(速度)的综合控制。
5、控制模式
控制系统具有人工手控和自动控制两种操作模式。
通过计算机软件配置,可单动、可分组动,也可群组动,操作灵活方便。
这样既能实现整个施工精准同步,又能对于一些异常情况进行人工干预,保证系统能应对各种复杂的工况和突发情况。
2工艺流程
2.1总体施工思路
本工程跨外环线钢梁采用步履式多点同步连续顶推,先将现场的临时支架安装好,同时在工厂将钢箱梁及导梁制造好,然后运输至桥位的拼装场地上进行导梁的拼装,接着将拼装好的导梁和箱梁吊装至拼装平台上,将导梁和G2~G7节段钢梁分六次拼装及顶推(其中G1节段为钢混结合段,已在6#墩处吊装完成)。
钢箱梁顶推到位后,吊装并焊接G8节段,调整钢梁至设计位置,整体落梁。
2.2工艺流程
本工程钢梁顶推施工的工艺流程见下图。
图4施工工艺流程图
3施工步骤
科技三路主桥钢梁顶推施工三维示意图见下图。
图5顶推施工三维示意图
1、吊装场地及临时支撑基础的硬化处理,施打钢管桩基础安装顶推临时支墩及普通临时支墩,安装垫梁和步履式顶推装置。
2、将导梁拼装为21m长和12m长两组单元件,利用200t履带吊吊装导梁及钢箱梁,吊装顺序为从7#墩向9#墩侧进行吊装。
吊装至G2节段后,开始箱梁主体的焊接,箱梁主体焊接完毕后,采用200t履带吊吊装箱梁的翼缘板。
前2节段焊缝焊接完毕并检测合格后,开始箱梁的涂装。
3、箱梁前2节段验收通过后,进入箱梁顶推工序。
顶推前对箱梁进行试顶推,试顶推通过后才能进行正式顶推。
采用步履式顶推千斤顶对箱梁进行第一次顶推,顶推前行12m。
4、第一轮顶推完成之后,复测尾端梁段的轴线、标高等参数,根据测量结果计算下一轮次的拼装线形,重复步骤2、3完成G4、G5、G6、G7节段钢梁的拼装和顶推。
在顶推过程中,对钢梁的线形及应力进行实时监控,确保结构的安全性。
钢梁G7节段顶推过程中,要适时拆除钢导梁。
5、钢梁就位后,采用起重设备吊装G8节段;进行小行程顶推,调整钢梁至设计位置并与G1节段焊接,拆除临时垫梁,支撑顶升油缸同步下降,使得主桥完全落到永久支座上面。
4施工方法
1钢梁进场
1、钢梁节段划分原则
针对该工程的现场情况、钢箱梁的结构特点、道路运输情况和制作厂的生产能力,钢箱梁节段按一下原则划分:
(1)最大程度减少现场焊接工作量。
满足规范要求,要使横向对接焊缝尽量的少,并且满足社会上现有运输能力。
(2)尽量符合桥梁受力原理。
根据桥体的受力原则,在划分粱段时应避开桥面系结构及拱的跨中。
(3)最大程度接近运输限制。
2、钢梁节段划分
跨外环线钢箱梁材料为Q345qD,总重量为1162t,单位面积用钢量达到520kg。
钢梁横向分为5个节段,纵向划分8个节段,全跨共计40个节段,其中最重节段为50t,外形尺寸13200×7072×2400。
图6钢梁节段划分图
顶推钢梁各节段尺寸和重量见下表。
表1钢梁各节段参数表
序号
节段
宽(mm)
长(mm)
高(mm)
重量(kg)
1
G1-H1
3650
10100
499
8303
2
G1-H2
6563
10100
2360
46148
3
G1-H3
7072
8100
2400
50090
4
G1-H4
6563
10100
2360
46148
5
G1-H5
3650
10100
499
8303
6
G2-H1
3650
13200
499
10272.17
7
G2-H2
6563
13200
2360
50117.17
8
G2-H3
7072
13200
2400
48133.58
9
G2-H4
6563
13200
2360
50117.17
10
G2-H5
3650
13200
499
10272.17
11
G3-H1
3650
12200
499
9482
12
G3-H2
6563
12200
2360
46442
13
G3-H3
7072
12200
2400
44431
14
G3-H4
6563
12200
2360
46442
15
G3-H5
3650
12200
499
9482
16
G4-H1
3650
12200
499
9482
17
G4-H2
6563
12200
2360
46715
18
G4-H3
7072
12200
2400
44431
19
G4-H4
6563
12200
2360
46715
20
G4-H5
3650
12200
499
9482
21
G5-H1
3650
12200
499
9482
22
G5-H2
6563
12200
2360
46945
23
G5-H3
7072
12200
2400
44431
24
G5-H4
6563
12200
2360
46945
25
G5-H5
3650
12200
499
9482
26
G6-H1
3650
12200
499
9482
27
G6-H2
6563
12200
2360
47102
28
G6-H3
7072
12200
2400
44431
29
G6-H4
6563
12200
2360
47102
30
G6-H5
3650
12200
499
9482
31
G7-H1
3650
12200
499
8691.833
32
G7-H2
6563
12200
2360
36591.5
33
G7-H3
7072
12200
2400
37527.42
34
G7-H4
6563
12200
2360
36591.5
35
G7-H5
3650
12200
499
8691.833
36
G8-H1
3650
5020
499
4661
37
G8-H2
6563
5020
2360
23252.3
38
G8-H3
7072
5020
2400
22338
39
G8-H4
6563
5020
2360
23252.3
40
G8-H5
3650
5020
499
4661
3、钢梁运输
本项目将选择运输能力强、信誉良好且和我公司长期合作的运输单位来承担运输工作。
确保满足科技三路主桥钢梁钢的运输。
本工程钢箱梁制作任务全桥梁宽幅约为26m,采用分段制作,运输单元最大尺寸为7100×13200×2400,最重运输单元重约50吨。
采用80t平板车从江夏制造基地走江夏大道转高新大道至东新区科技三路(运输距离约为28km)。
2大临施工
大临施工前,需硬化处理顶推场地。
先对原土碾压,然后换填500mm厚的碎石,最后在上方浇筑200mm厚C20混凝土振捣密实。
2.1拼装平台
钢梁拼装平台采用φ325×10mm的钢管作为立柱,柱间剪刀撑采用L75的角钢,上部分配梁采用双拼I30工字钢,高度调节装置也采用I30工字钢,以保证箱梁拼装线形,拼装平台材质均采用Q235B钢材。
拼装平台搭设完成后,需按1.1倍的荷载预压,以确保梁段拼接过程中不会因沉降导致线形偏差。
拼装平台总体布置见下图,其构造详图见附图。
图7拼装平台布置图
2.2钢导梁
在顶推过程中,主梁结构体系不断转换,其内部应力反复变化,为减轻该内力,加大顶推跨度,需在主梁的前端设置临时性钢结构——导梁。
图8钢导梁效果图
本工程钢梁顶推跨度53m,钢导梁全长33m,为顶推跨径的0.62倍,导梁共分为3节,第一节长9m,第二、三节长均为12m,自重约为46t。
钢导梁采用两根工字型变截面钢板梁,其中心距为6m,钢材采用Q345C。
导梁根部与钢箱梁同高2.4m,与钢箱梁顶、底板以及纵隔板采用焊接连接,两个导梁之间用横向联结系连接,以增大整体稳定性。
图9钢导梁构造图
2.3顶推支墩及垫梁
每两个顶推支墩为一组,施工过程中至少需要三组支墩,其中两组顶进墩,一组接收墩。
支墩顶部安装临时钢垫梁作为顶推设备降低及回位过程中钢梁的支撑。
临时钢垫梁与顶推设备一般为顺桥向布置。
本工程主桥钢梁为单箱三室结构,顶推设备和临时钢垫梁的中心线需对应钢箱梁的两块中腹板,因此两个支墩的横向间距为6m。
施工中,顶推支墩设计承载力为500t,采用4根φ800×12mm的钢管组成支墩(单根钢管设计承载力不小于160t),钢立柱间距为2.0×2.0m,钢管间采用[25槽钢作为连接系,支墩材质均为Q235B。
垫梁安装在支墩顶部,为箱梁顶进时,与顶推设备协同支撑钢梁的结构。
垫梁尺寸为4×2.0×2.5m。
为确保顶推支墩有足够的承载力,采用钢管桩基础,单根设计承载力为160t,施工时以钢管灌入度控制成桩,以保证钢管承载力。
根据设计承载力选择永安DZJ-240零启动系列振动锤施打。
顶推支墩及垫梁结构形式如下图。
图10顶推支墩布置图
3钢梁的吊装
钢箱梁吊装、焊接和涂装的具体施工方案和相关计算详见《钢箱梁吊装安全专项施工方案》,本方案中仅作简要叙述。
1、起吊设备
顶推钢梁在拼装平台上的吊装采用200t履带吊,钢箱梁最重节段为50t,最远吊装半径为13m,200t履带吊采用32m的臂长,吊距为13m时起吊重量可达68t>50×1.3,因此200t履带吊满足箱梁吊装要求。
表2200t履带吊主臂性能参数表
臂长(m)
幅度(m)
20
23
26
29
32
35
38
41
44
47
5.0
200.0
178.0
6.0
199.9
178.0
166.6
143.3
131.3
7.0
173.3
170.4
166.6
143.3
131.3
106.5
106.5
8.0
140
141.8
139.7
137.5
131.3
106.5
106.5
93.7
93.7
80.6
9.0
121.0
119.9
118.2
116.6
115.0
106.5
106.5
93.7
93.7
80.6
10.0
103.3
103.1
102.4
101.1
99.8
98.5
97.2
93.7
93.7
80.6
12.0
79.8
79.5
79.3
79.0
78.7
77.7
76.8
75.9
79
70
10
68
65
63
60
63.8
63.5
63.2
62.5
61.7
61.0
图11吊机站位立面图
图12吊机站位平面图
2、吊装施工准备
钢梁吊装前应对钢支墩顶、柱墩顶高程、中线及每孔跨径进行复测,符合允许偏差后方可安装。
按照设计要求、施工图和工艺文件及施工现场实际,进行钢梁吊装。
钢梁吊装时,先把钢梁吊起架设到临时钢支墩上。
钢梁吊装时地面采用一台200t履带吊车进行吊装作业。
钢梁在落梁过程中,应保证其平稳下落,使钢梁各部构件不超出容许应力。
钢梁就位前后,均应检查拱度和平面尺寸,并作好记录。
吊耳的设计和钢丝绳的选用必须满足现场施工要求。
3、场地处理
履带吊自重100t,配重100t,钢箱梁最大节段重量50t,履带接触面积18m2,吊装不均匀系数1.3,则履带吊对地基压力为180kPa。
根据相关施工经验,回填土承载力约为110kPa(夯实系数不低于0.93)。
故需要对基础进行处理。
处理方式按照《建筑地基处理技术规范》,夯实地基,并铺设垫层。
垫层的厚度z应根据需置换软弱土的深度或下卧土层的承载换填垫层,下方铺设500mm厚的碎石,上方铺设200mm厚C20混凝土振捣密实。
4、各节段架设顺序
箱梁各节段架设顺序总原则为:
从G2→G8依次架设,先中间后两边,外环线钢箱梁各节段架设顺序为:
G2(H3→H2→H4→H5→H1)→G3(…)→G4…G8(H3→H2→H4→H5→H1)。
4钢梁的焊接
钢箱梁焊接材料、焊接工艺参数及焊接注意事项等遵循《科技三路桥钢箱梁焊接工艺评定》,现场焊接时整条焊缝需置于有效的防风雨棚保护下才能施工。
所有焊缝在开始焊接前采用氧-乙炔焰进行去潮,特别是早晚时分;遇有雨天时一般应停止施工,若因为进度的原因需要赶工时,除加强防雨水侵入外,尚需在焊道前面进行火焰烘烤,随烘随焊。
由于钢箱梁变形等因素现场拼装发生不可调节的较大拼缝,焊接时应采取多层多道焊接方法。
现场纵焊缝顺序为:
底板对接→顶板对接→钢箱梁内腹板对接→加劲肋嵌补对接→桥面系附属件等焊接。
图13焊接示意图
底板焊接由4名焊工从中间向两边分段、对称、同时施焊。
腹板安排2名焊工对称、同时施焊。
顶板焊接采用6名焊工从中间向两边分段、对称、同时施焊,顶板的填充、盖面由一台埋弧焊机从一端向另一端进行焊接。
纵肋、U肋嵌补段可以同时施工,先焊接对接焊缝,后焊接角焊缝。
5钢梁的涂装
钢梁现场架设完毕后,首先对焊接区及吊装、拼接过程中油漆损伤部位进行补涂,补涂区均要进行打磨,然后按涂装要求,涂刷底漆、中间漆和面漆。
补涂的漆种、厚度、工艺、质量均与整个钢箱梁涂装相同。
补涂完毕后,再对整个钢结构进行一次整体面漆涂装,使整个桥梁具有一个均匀、一致的外观。
1、表面处理
焊缝区补涂位置要求对基材进行手动除锈表面处理,表面处理达规定的Sa3.0,并在涂刷底漆前用干净的压缩空气吹去灰尘。
吊装、拼接过程中油漆损伤部位采用手工电动除锈装置打磨至Sa3.0级,再按涂装体系涂装各层涂料。
钢梁整体拼装完成后,对全桥再涂装一道面漆,干膜厚度为40μm(钢箱梁防腐涂装的油漆除了最后一道面漆在现场施工完后进行涂装,其余的涂装工序均在工厂制造时完成)。
2、涂装施工
(1)涂装条件要求
现场施工技术负责人员和具体操作的施工人员,必须全面控制施工条件满足工艺要求。
根据当天的现场气候及其它条件,决定施工、停工、返工、指导施工和处理特殊问题。
涂装前除锈达到要求的除锈等级,即不低于Sa3.0级。
涂装气温在10℃~35℃之间,湿度应控制在80%以下。
有雨、雾、雪、霜、冻时或灰砂飞扬场合不允许施工。
涂装钢材表面温度高于露点3℃以上,风力不大于三级。
喷涂的空气要干净、无油、无水,涂料粘度要合适。
注意多组份油漆的熟化期及使用期。
(2)涂装方式及方法
补涂位置以空气喷涂及刷涂为主,采用PQ—2型喷枪。
整体涂装时全部采用高压无气喷涂及空气喷涂,涂料常温干燥固化。
6试顶推
箱梁正式顶推前,应对箱梁进行试顶推,以便确认顶推设备、支架系统、及导梁均在正常运转。
具体步骤为按设计线型在拼装平台上拼装焊接首轮次梁段,环缝焊接完成且焊缝检测合格之后,将箱梁顶升脱离支架5mm,持荷5分钟。
对各点的位置与负载等参数进行监控,观察系统的同步控制状况;检验顶推控制策略是否正确,各种参数设定是否恰当;顶推指挥系统是否顺畅,操作与实施人员工作配合是否熟练;导梁和梁体的受力、变形等是否满足设计要求。
在试顶推过程中,对于出现的问题,应及时进行整改。
持荷5分钟结束,并观测完毕后,进行顶推设备左右调节及向前顶升工作的试运行,确保顶推设备各项功能正常运转。
7正式顶推
1、钢梁顶推
在认真做好试顶推工作,各项指标达到设计要求后进行正式顶推,整个顶推过程由设定好的计算机程序自动控制。
启动相应支墩泵站,通过总控室统一行程控制各支墩顶推设备,同步顶推梁体向前行进,直至第一轮顶推完成。
第一轮顶推完成之后,复测尾端梁段的轴线、标高等参数,根据测量结果计算下一轮次的拼装线形,拼装下一轮次的钢梁并顶推,按此循环顶推剩余轮次钢梁。
在顶推过程中,对钢梁的线形及应力进行实时监控,确保结构的安全性。
2、导梁上墩
在软件中对导梁和主梁进行建模,计算出导梁在上墩前的最大下挠值,本项目的导梁下挠值为275mm,结合箱梁的竖曲线,在拼装导梁时,设置一个300mm的预上翘,降低导梁上墩难度。
当导梁仍然无法顺利上墩时,通过增减2#顶推支墩垫梁及顶推装置上的垫块,使箱梁带动导梁端头上升或下降,从而顺利上墩。
3、导梁拆除
钢梁最后一轮顶推施工过程中,要适时拆除钢导梁。
在6#墩临时支架上设置垫块,将导梁两端分别搁置在顶推支墩与临时支架上。
将第一节段导梁沿节段线切割分离。
采用130t汽车吊将切割后的导梁整体吊至6#墩侧的空地,重复上述步骤,完成导梁剩余节段的拆除工作。
8落梁
钢梁就位后,采用起重设备吊装G8节段;进行小行程顶推,调整钢梁至设计位置并与G1节段焊接,确保该接头为场内加工时的无应力状态;支撑顶升油缸同步顶升,使得临时垫梁不再受力;拆除临时垫梁,支撑顶升油缸同步下降,使得主桥完全落到永久支座上面。
5检查验收
5.1工程质量目标
确保科技三路主桥钢结构符合国家相关验收的标准,分项、分部工程达到优良的标准要求。
工程质量具体目标为:
1、制造尺寸精度:
满足国家相应标准、技术规范及设计图纸技术要求。
达到单元件组装一次合格率≥93%,报检一次合格率≥98%。
2、焊接质量:
符合设计要求及技术规范。
达到焊接一次交检合格率≥92%,报检一次合格率100%,焊接X光摄片一次合格率≥91%,焊接超声波检测一次合格率≥94%焊接质量。
3、安装质量:
轴线偏位≤10mm,支座顶面高程≤±5mm,梁体线形平顺,相邻梁段接缝处无明显弯折和错台。
4、外观质量:
桥梁外观平整光顺、感观良好,焊缝成型优良。
5.2钢梁制作检查验收
1、钢材、焊接材料、涂装材料应符合国家现行标准规定和设计要求。
全数检查出厂合格证和厂方提供的材料性能试验报告,并按国家现行标准规定抽样复验。
2、高强度螺栓连接副等紧固件及其连接,应符合国家现行标准规定和设计要求。
全数检查出厂合格证和厂方提供的性能试验报告,并按出厂批每批抽取8副做扭矩系数复验。
3、高强螺栓的栓接板面(摩擦面)除锈处理后的抗滑移系数应符合设计要求。
全数检查出厂检验报告,并对厂方每出厂批提供的3组试件进行复验。
4、焊接完毕,所有焊缝必须进行外观检查。
外观检查合格后,应在24h后按规定进行无损检验,确认合格。
检查数量:
超声波:
100%;射线:
10%。
检验方法:
检查超声波和射线探伤记录或报告。
5、涂装检验应符合下列要求:
(1)涂装前钢材表面不得有焊渣、灰尘、油污、水和毛刺等。
钢材表面除锈等级和粗糙度应符合设计要求。
检查数量:
全数检查。
检验方法:
观察、用现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》GB8923规定的标准图片对照检查。
(2)涂装遍数应符合设计要求,每一涂层的最小厚度不应小于设计要求厚度的90%,涂装干膜总厚度不得小于设计要求厚度。
检查数量:
按设计规定数量检查,设计无规定时,每10m2检测5处,每处的数值为3个相距50mm测点涂层干漆膜厚度的平均值。
检验方法:
用干膜测厚仪检查。
(3)热喷铝涂层应进行附着力检查。
检查数量:
按出厂批每批构件抽查10%,且同类构件不少于3件,每个构件检测5处。
检验方法:
在15mm×15mm涂层上用刀刻划平行线,两线距离为涂层厚度的10倍,两条线内的涂层不得从钢材表面翘起。
5.3钢梁现场安装检查验收
1、高强螺栓连接质量检验应符合钢梁制作检查验收中第2、3款规定。
其扭矩偏差不得超过±10%。
检查数量:
抽查5%,且不少于2个。
检查方法:
用测力扳手。
 升级会员
升级会员 