小麦淀粉废水处理综述.docx
《小麦淀粉废水处理综述.docx》由会员分享,可在线阅读,更多相关《小麦淀粉废水处理综述.docx(21页珍藏版)》请在冰豆网上搜索。
小麦淀粉废水处理综述
一引言…………………………………………………………………2
二淀粉废水处理主要方法……………………………………………2
三国内淀粉废水处理工艺及工程实例………………………………3
四淀粉废水的资源化利用……………………………………………12
五结语…………………………………………………………………13
一.引言
淀粉是绿色植物进行光合作用后的产物,是人类生命活动中必不可缺少的基础物质,淀粉的化学成分及结构尽管复杂,但用途甚广。
淀粉是一种重要的化工原料,广泛应用于食品、化工、纺织、造纸、医药等行业。
淀粉生产中排放的大量废水属高浓度有机废水,其CODcr浓度在5000-50000mg/L之间,BOD5浓度在3000-30000mg/L,SS在1000-5000mg/L左右。
目前,我国淀粉生产企业600多家,年产量已达400万吨,按现在的加工工艺,每生产1吨淀粉大约产出6吨废水,可见整个淀粉制造业每年产生的废水量有多大。
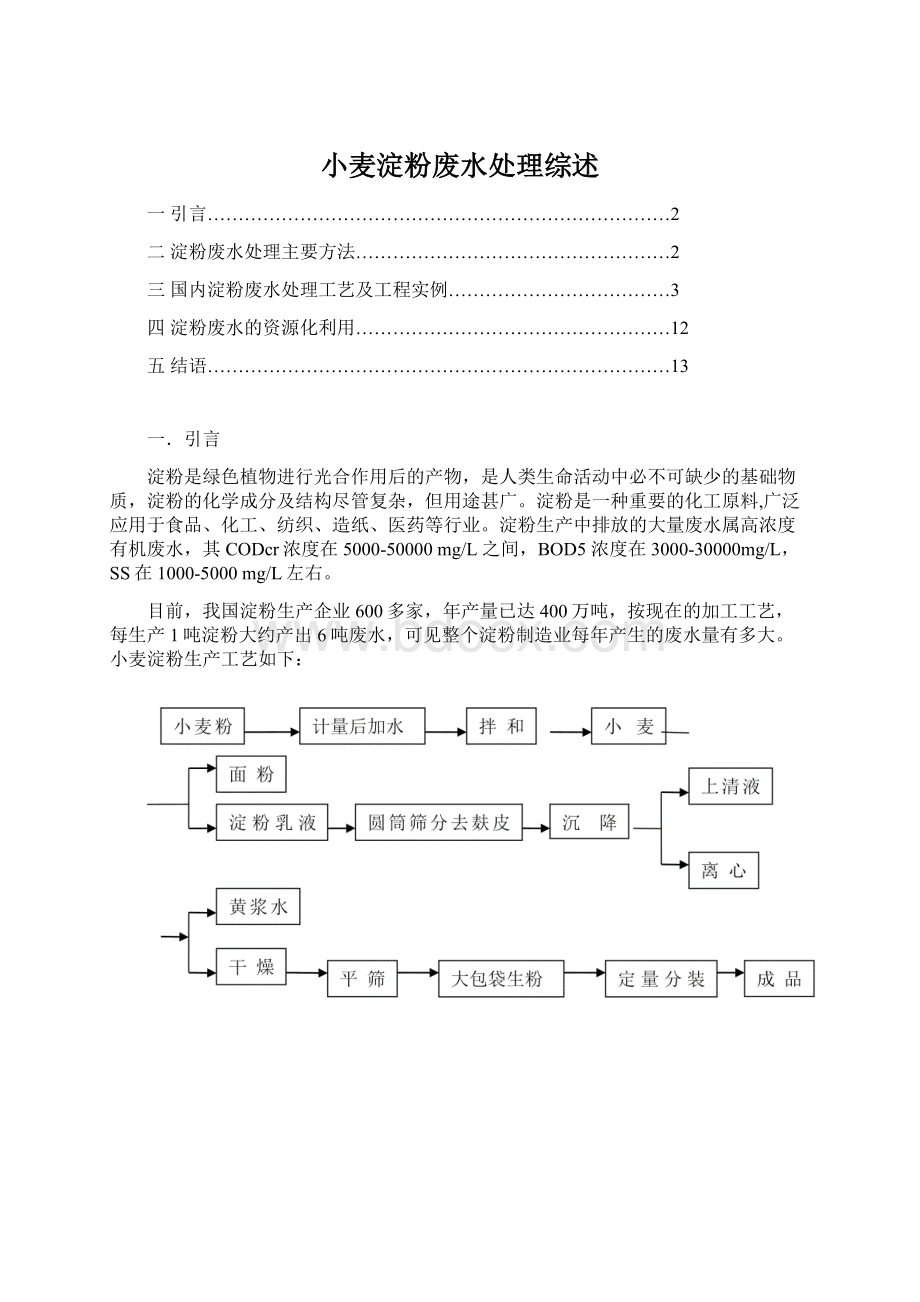
小麦淀粉生产工艺如下:
图1小麦淀粉生产工艺图
从工艺流程看,小麦淀粉废水由两部分组成:
沉降池里的上清液和离心后产生的黄浆水。
前者的有机物含量较低,后者的含量较高,生产中,通常将两部分的废水混合后称为淀粉废水集中排放。
这些废水中主要含有溶解性淀粉、少量蛋白质、有机酸、尘土、矿物质及少量的油脂,易腐败发酵,使水质发黑发臭,排入江河会消耗水中的溶解氧,促进藻类及水生植物繁殖,量大时河流严重缺氧,发生厌氧腐败,散发恶臭,鱼、虾、贝类等水生动物可能会因此而窒息死亡。
因此,搞好淀粉废水的治理及综合回收利用越来越受到环境科学工作者的重视。
国家环保总局在国家环境科技发展计划纲要指出,继续把淀粉工业的废水污染控制技术作为重要内容进行研究。
针对淀粉工业废水的特点,人们都在力求研究出一种快速、高效、低能耗的淀粉废水处理方法。
二、淀粉废水处理主要方法
淀粉废水处理的方法按方法本身的原理可分为物理法、化学法、物化法及生物法四大类。
物理法包括调节法、筛滤法、离心分离法、磁性分离法,主要用于去除悬浮物质及胶体物质。
其中的化学法包括中和处理、化学氧化、化学还原、化学沉淀、电解、消毒等方法,主要利用投加化学药剂去除各种废水中的溶解性的无机物、有机物、重金属离子及其它有毒微生物的方法。
物化法包括混凝、澄清、吸附、离子交换、气浮、萃取、蒸发、结晶、吹脱、气提、超滤等等,主要去除废水中悬浮物、胶体物质。
生物法包括厌氧法和好氧法,其中好氧法包括活性污泥、生物膜法、稳定塘、土地处理等,主要是在供氧的条件下,通过微生物的代谢作用,将污水的有机物氧化分解为二氧化碳、水等无机物的处理方法。
目前国内外淀粉废水的各种处理方法和工艺,主要包括厌氧生物法、好氧生物法、生物塘法、化学絮凝沉淀法以及光合细菌法。
三、国内淀粉废水处理工艺及工程实例
根据淀粉废水的特点,己有很多报道采用多种方法进行处理,并取得了较为满意的效果,部分工艺已经投入运行。
目前,国内外经常采用的淀粉废水处理工艺有以下几种典型:
3.1厌氧一好氧生物处理法
厌氧部分一般采用厌氧接触消化、UASB反应器、厌氧滤池、厌氧塘、纵向折流套筒式厌氧污泥床(VBASB)处理工艺。
国内有人采用厌氧接触消化法,分别在中温(320C)和自然温度条件下处理高浓度淀粉废水进行了试验研究,结果表明,采用中温厌氧消化CODcr去除率达到85.8%。
好氧部分一般采用生物接触氧化、循环式活性污泥法等工艺。
厌氧前通常采用调节池预曝气、沉淀等预处理,好氧后一般接气浮、吸附、过滤等后处理。
具体方法及工艺在这里只介绍几种近年来常用的处理技术。
3.1.1投药气浮-UASB-SBR工艺
工程实例:
某市淀粉厂废水处理工程
该淀粉厂废水主要来源于生产过程中的工艺废水(主要包括蛋白液、中间产
品的洗涤水、各种设备的冲洗水等),废水中有机物含量较高,CODcr含量为
12000mg/L,BOD5/CODcr=0.53,可生化性较好。
废水处理工程的设计规模1000m3/d,处理后水质要求达到《污水综合排放标准》(GB8978—1996)一级排放标准。
(1)进水水质和排放标准见表1.1。
表1.1废水水质水量与排放标准
水量(m3/d)
CODcr(mg/L)
BOD(mg/L)
SS(mg/L)
pH
进水水质
1000
12000
6400
800-1400
4.0-5.5
排放标准
100
30
60
6.0-9.0
废水BOD5/CODcr=0.53,可生化性较好,同时在本工程中出水水质要求较高。
考虑到以上因素,工艺选用物理与生化处理相结合的方式。
物理法通过药剂投加、絮凝气浮工艺主要去除悬浮物、胶体物质及部分有机物,同时回收植物蛋白饲料。
针对废水本身有机物浓度高的特点,生化处理采用厌氧-好氧相结合的处理工艺。
(2)废水处理工艺流程如图1.1
图1.1废水处理工艺流程
3.1.2UASB-接触氧化
工程实例1:
河南省某小麦淀粉厂废水处理改造工程
(1)原处理工程采用ABR-接触氧化工艺,运行中发现ABR废水不能与污泥充分接触,曝气后因为氧气对厌氧菌有抑制作用,导致污泥流失,不能保证厌氧系统的菌种数。
改造工艺为铁炭微电解-UASB-生物接触氧化。
可有效改善出水水质,CODcr去除率达98%以上,出水水质达《污水综合排放标准》(GB8978—1996)二级标准。
各单元污染物指标的去除情况
项目
PH
CODcr(mg/L)
BOD5(mg/L)
NH3-N(mg/L)
SS(mg/L)
进水
3-4
6500-8500
3600-4500
50-80
1000-1500
铁炭微电解反应器
5-5.5
5000-6500
3000-4100
50-80
600-750
UASB反应器
7-7.1
600-800
230-480
6-22
150-200
生物接触氧化池
7.3-7.8
100-140
11-20
0.05-1.05
9-30
(2)废水处理工艺流程如图
图1.2废水处理工艺流程
工程实例2:
某玉米淀粉公司废水处理工程
(1)某市玉米淀粉厂经处理后的废水排放标准执行《污水综合排放标准》规定的二级水质标准。
淀粉废水水质与排放标准如1.3表。
表1.3淀粉废水水质及排放标准
CODcr(mg/L)
BOD5(mg/L)
SS(mg/L)
NH3-N(mg/L)
硫化物(mg/L)
进水水质
2500~6000
1200~2800
856~1223
25~35
13~33
排放标准
<150
<30
<150
6.0~9.0
(2)废水处理工艺流程如图1.2:
图1.3废水处理工艺流程
3.1.3厌氧-好氧-接触氧化-接触过滤
工程实例:
邳州奋达淀粉有限公司废水处理工程
(1)废水来源及水质
邳州奋达淀粉有限公司是以玉米为原料生产淀粉的企业,年设计能力为加工玉米5万t,年产淀粉3万t,是江苏省产量最大的玉米淀粉企业。
其产品以玉米为原料,通过酸性浸泡乳酸发酵,破碎分离出胚芽,磨碎分离玉米皮后、脱水烘干制成淀粉。
邳州市奋达淀粉有限公司高浓度的生产废水,经调节、厌氧沉淀、曝气和接触氧化、二次氧化等工序处理后,水质达到《污水综合排放标准》(GB8978—1996)标准中一级标准,达标排入燕子河。
淀粉废水水质如1.4表所示。
表1.4废水水质
CODcr
BOD5
SS
NH3-N
pH
浓度(mg/L)
3800
2200
200
326
4-5
(2)废水处理工艺流程如图1.4所示。
图1.4废水处理工艺流程
3.1.4缺氧水解-生物接触氧化工艺
工程实例:
甘肃昆仑生化有限责任公司玉米淀粉废水处理工程
(1)玉米淀粉废水处理工程处理前后废水水质情况见表1.5所示。
处理后水质达到《污水综合排放标准》(GB8978—1996)标准中一级标准。
表1.5玉米淀粉废水处理工程处理前后废水水质
处理
PH
测定结果(mg/L)
COD
BOD5
SS
NH3-N
处理前玉米淀粉废水
4.5-6.5
8000-12000
1860-5000
2200-6200
70.00-103.00
处理后玉米淀粉废水
7.7-8.0
42-77
5-14
0.318-0.823
从上表可以看出,经过物化-水解缺氧-生物接触氧化-气浮组合工艺处理后的玉米淀粉废水,pH、COD、SS、NH3-N的指标均达到了排放标准。
实际运行中CODcr总去除率可高99%以上,处理效果稳定。
(2)玉米淀粉废水处理工艺流程如图1.5所示。
图1.5玉米淀粉废水处理工艺流程
3.1.5UASB-SBR工艺
工程实例:
某淀粉厂废水处理工程
某厂以小麦为原料生产淀粉,在淀粉及其副产品生产过程中,离心分离、沉淀、板框压榨等工序产生大量高浓度黄浆水,在浸泡、破碎、细磨等工序也产生大量废水。
黄浆水中CODcr的浓度高达9000-12000mg/L,直接外排严重污染环境,废水排放口CODcr超标500倍左右。
CODcr7500-9200mg/L,BOD53000-3900mg/L;SS2100-3000mg/L,pH4.5-6.0,水温22-32℃。
混合废水水量:
1800m3/d。
按环保部门要求,处理后出水应达到《污水综合排放标准》(GB8978—1996)中二级标准。
(1)废水处理工艺流程如图
图1.6废水处理工艺流程
(2)淀粉废水各级处理效果1.6所示。
表1.6淀粉废水各级处理效果
原水
调节沉淀池
UASB
预曝气沉淀池
SBR
CODcr/(mg/L)
9200
6920.8
862.5
685.4
138.7
去除率/%
24.8
87.5
20.5
79.8
BOD5/(mg/L)
3600
3246.5
324.9
291.6
58.3
去除率/(mg/L)
9.8
90.0
10.2
80.2
SS/(mg/L)
2800
1687.1
504.2
302.4
92.7
去除率/(mg/L)
39.7
70.1
40.0
69.3
3.1.6二级接触氧化-活性污泥法
工程实例:
徐州市某淀粉厂生产废水处理工程
(1)废水含有大量溶解性的有机污染物,如蛋白质、糖类、碳水化合物、脂肪、氨基酸等,其次是含N、P的无机化合物,另外还含有一定量的挥发酸、灰分等。
淀粉废水成分和水质如表1.7所示。
处理后水质达到《污水综合排放标准》(GB8978—1996)标准中一级标准。
表1.7淀粉废水成分及指标
项目
总糖(%)
粗蛋白(%)
固体物(%)
粗纤维(%)
脂肪(%)
PH
SS
(mg/L)
NH4+-N(mg/L)
CODcr
(mg/L)
BOD5
(mg/L)
浓度
0.3-0.5
1.9-2.1
5-10
2-3
0.1-0.3
4.8
13800
40
4500
1600
表1.7淀粉废水成分和水质
(2)废水处理工艺流程如图1.7所示。
图1.7废水处理工艺流程
(3)各级处理CODcr的监测效果如表1.8
表1.8各级处理CODcr的监测效果
项目
原水
竖流沉淀池出水
一级厌氧池
二级厌氧池
曝气池
氧化塘出水
浓度范围
3680-10880
3600-5920
221-640
108-392
40-184
16-72
平均值
5231
4933
379
201
101
35
3.1.7UASB-CASS-混凝法
(1)广东某淀粉厂以玉米为原料生产淀粉,该厂在日常生产过程中每天排放高浓度有机废水约2Kt。
采用UASB-CASS-混凝法处理淀粉废水。
处理要求达到广东省地方标准《水污染物排放限值》(DB44/26-2001)的二级标准,即COD≤110mg/L,BOD5≤30mg/L,SS≤100mg/L,NH3-N≤15mg/L,色度小于50倍,pH:
6~9。
工艺COD去除率高,布水均匀,能保证微生物与基质的充分接触,抗冲击负荷能力强,容积产气率高,能耗很低,整个系统完全自控,系统占地小,为其它厌氧系统的60%左右,运行稳定,处理效果好;由于采用了静止沉淀,出水水质较其它处理好;系统氧的利用率高,能耗较其它处理15%左右,系统完全自动控制,管理容易,系统不易出现污泥膨胀现象。
该工艺投产以来,运行稳定,获得了显著的社会效益和经济效益。
表1.8废水水质、水量
混合废水水量
(m3/d)
CODcr
(mg/L)
BOD5
(mg/L)
SS
(mg/L)
PH
2000
4900-10000
3000-6500
3000-5500
4-5
(2)废水处理流程工艺
图1.8废水UASB-CASS-混凝法处理工艺
(3)各系统处理废水效果
表1.9系统处理效果mg/L
项目
UASB反应器
好氧池
(混凝)总排放口
进水
出水
去除率
进水
出水
去除率
出口
去除率
COD
8900
1335
85%
1268
135
89.3%
100
25.8%
SS
4600
786.6
82.9%
724
176.6
75.6
73
58.5%
目前,采用厌氧—好氧生物处理法处理淀粉生产废水技术可靠、运行管理方便、效果良好,根据各个工程当地环境情况出水水质基本达到了《综合污水排放标准》(GB8978-1996)Ⅰ、Ⅱ级排放标准。
大多数工艺都能是在处理水质稳定达标排放的同时,回收蛋白质,厌氧反应器中产生的沼气具有很大的经济效益,实现了污水处理的环境效益与经济效益的双赢。
3.2两段好氧串联工艺
工程实例1:
江西国药厂淀粉分厂,采用生物接触氧化与氧化塘串联。
生物接触氧化一氧化塘法串联处理工艺对废水进行治理,处理效果明显,处理后废水中的主要污染物(pH,COD,BOD,SS)均达到了GB8978-88二级标准。
工程实例2:
利用上海淀粉一厂的洗涤废水作为实验用水进行的酵母菌一焦炭固定床生物膜两段好氧处理工艺的研究,其设计参数和处理效果见表1.9。
表1.9两段好氧法处理淀粉废水设计参数及处理效果
项目
第一阶段酵母菌曝气处理
第二阶段杂菌焦炭好氧处理
两段总处理
容积负荷
kg/(m3·d)
去除率%
容积负荷
kg/(m3·d)
去除率%
进水浓度mg/L
出水浓度mg/L
总去除率%
COD
11.7
81.1
2.4
91.1
7669.7
130
98.3
BOD
7.22
89.5
0.78
95.6
4323.9
≤20
99.6
3.3物化—水解酸化—SBR法处理淀粉废水
工程实例:
广东省某厂淀粉废水处理工程
(1)广东省某厂加工过程中排放淀粉废水1500m3/d,其水质见表1.10。
废水经处理后应达到广东省地方标准《水污染物排放限值》(DB44/262001)的二级标准,即pH=6-9,BOD5≤30mg/L,COD≤110mg/L,SS≤100mg/L。
表1.10淀粉废水水质
项目
CODcr
(mg/L)
BOD5
(mg/L)
SS
(mg/L)
PH
数值
12000
7500
550
6-9
(2)废水处理工艺流程如图1.8所示。
图1.8废水处理工艺流程图
(3)各级构筑物的处理效果
表1.11各级构筑物的处理效果
项目
CODcr
(mg/L)
BOD5
(mg/L)
SS
(mg/L)
调节池
12050
7486
550
沉淀池
3987
1811
60
水解酸化池
3001
2015
SBR池
103
29
20
事实证明,水解酸化降解大分子有机物质的效果很好。
工程中采用底层进水和污泥回流的方法,消除了池内的梯度(避免产生分层),提高了处理效率。
由于整个工程项目的投资较大,如果采用进、排水(滗水器)自动控制系统,生产企业很难接受。
因此,工程中采用人工控制进、排水,使得投资得到一定的减少。
3.4化学絮凝法
工程实例:
某市淀粉厂介绍了用DSZ(工业废渣)、PAM、活性炭等化学处理方法,进行静态、动态处理淀粉废水的实验研究。
(1)废水流程工艺如图1.9
图1.9废水处理工艺流程
(2)废水原水水质及出水水质见表1.11
化学絮凝一活性炭吸附生化法处理淀粉废水试验结果所示。
表1.11化学絮凝一活性炭吸附生化法处理淀粉废水结果所示
原水
出水
PH
COD
(mg/L)
SS
(mg/L)
NH3-N
(mg/L)
PH
沙滤后COD(mg/L)
吸附后
COD(mg/L)
SS
(mg/L)
NH3-N
(mg/L)
4.5
2670
519
64.7
7.5
197
85
18
18
4.8
2253
489
46.9
8.5
183
89
12
11
4.67
2467
558
63.8
8.3
181
89
12
11
4.43
2586
575
59.4
7.7
191
86
17
15
4.53
3123
590
62.3
8.2
184
89
11
10
化学絮凝一活性炭吸附生化法处理淀粉废水是国内外常用的处理方法,该方法具有技术成熟,效果较好,运行可靠等优点。
但是其缺点是占地面积大,基建投资高,技术难度大,操作管理复杂等。
基于以上原因,国内一些中小型淀粉厂由于技术和经济条件有限,尤其是北方地区,冬季气温低,采用生化法处理淀粉废水比较困难。
而采用化学絮凝、活性炭吸附工艺则具有基建投资省,工艺简单,操作容易,能耗低,对气温变化适应性强等优点,适用于该类中小型淀粉厂。
国内某淀粉厂利用水葫芦、绿萍等水生植物治理淀粉废水,投资少、技术难度小、操作简单、易管理、见效快。
用该法治理淀粉废水,促进了废水生物循环利用和物质的多层次能量转化,实现了经济、社会、环境三个效益的统一。
该法易推广,无二次污染问题。
3.5两相厌氧膜生物系统试验
两相厌氧膜生物系统试验工艺流程如图1.10。
图1.10两相厌氧膜生物系统试验工艺流程图
此工艺处理淀粉配置废水,COD去除率平均为97.2%左右,并且运行稳定。
由于膜的截留和吸附以及部分排泥的作用,该系统对氮也有一定的去除效率。
3.6光合细菌(PSB)法
光合细菌法简称PSB,是在厌氧条件下进行不放氧光合作用的细菌总称。
用于净化有机废水的光合细菌主要是红假单胞菌。
利用有机物作为光合作用的碳源和供氢体,分解并去除,而且能够承受高浓度的有机物,所以处理时不需稀释,可以直接处理。
在适当的环境条件下,光合细菌法还可以取得良好的氮、磷等污染物的去除效果。
工程实例:
滨州金汇玉米开发有限公司采用光合细菌氧化-生物接触氧化工艺,处理淀粉废水。
处理的排放标准为《污水综合排放标准》
(GB8978—1996)二级扩改标准。
(1)原水与出水的水质如表1.12
项目
CODcr
(mg/L)
BOD5
(mg/L)
SS
(mg/L)
PH
原水
11000
7700
3000
5
出水
150
30
150
6-9
(2)工艺流程如图1.11
光合细菌法处理淀粉废水,具有有机污染物去除效率高、投资省、占地少,且菌种污泥对人畜无毒无害、富含营养物质的蛋白饲料,是一种非常有前途的高浓度有机废水的净化处理技术。
但光合细菌法,同样存在着对温度变化的敏感性,需要相应的加热和保温装置,晚上需要较强的白炽灯光照,运行费用较高,存在管理不便等问题。
四、淀粉废水的资源化利用
淀粉废水是淀粉及其相关产品在生产过程中产生的废液,主要含有可溶性淀粉、蛋白质、有机酸、矿物质及少量油脂。
将淀粉废水中所含有机物回收利用、变废为宝,实现环境效益与社会效益的有效结合,保障淀粉工业的可持续发展
1.利用淀粉废水生产微生物油脂
据报道以植物油脂为原料生产生物柴油,原料成本占总生产成本的70%-85%。
与之相比,利用甘薯淀粉废水生产微生物油脂的方法,大大降低了油脂的生产成本。
据报道:
以甘薯淀粉废水为培养基质,研究并获得了一株产油能力较强的微生物菌株F7,其最高生物量为18.15g/L,含油量接近60%,粗脂肪可以达到9g/L,同时废水COD去除率最高可以达到87%。
2.利用淀粉废水生产多糖
陈洁等就以土豆淀粉废水为碳源,用出芽短梗霉W2003,在一定的发酵培养条件下,通过非水解淀粉的方法制得普鲁兰多糖。
这为淀粉废水的普鲁兰多塘生产提供了重要的实验依据和理论基础。
3.从淀粉废水中回收蛋白
淀粉废水中的悬浮物和有机物浓度较高,通过处理能够从中获得丰富的蛋白饲料。
目前,从淀粉废水中回收蛋白的主要技术有沉淀法、发酵法、气浮法、絮凝法和超滤法五大类。
4.利用淀粉废水生产植酸钙
在淀粉废水中含有一定的植酸钙,刘贵毅等采用动态多次循环酸浸、二次复合碱高效中和及絮凝剂高纯处理等先进的提取方法,使植酸钙的磷含量由原来
的18%-25%升至43%以上,而蛋白质含量则由8%-10%降至0.4%以下。
5.利用淀粉废水生产食用菌
淀粉废水中有一定量的氮源(平均含量为0.447mg/mL),其中C:
N(碳氮比)约为20-25。
朱辉等的研究结果表明:
淀粉废水经糖化处理后,在外源不添加营养物质的情况下,能适合金针菇、香菇的生长,添加少量无机盐后,食用菌在淀粉废水中的生长适性得以改进。
6.利用淀粉废水生产单细胞蛋白
单细胞蛋白是指酵母菌、真菌、霉菌、非致病性细菌等单细胞微生物体内所产生的菌体蛋白质。
黑龙江省垒丰玉米制品有限公司与黑龙江省微生物研究所共同承担了用淀粉废水生产单细胞蛋白的项目。
即利用玉米浸泡液、纤维挤压工艺水和菲汀废水生产单细胞蛋白并获得了成功。
8.利用淀粉废水生产徽生物絮凝剂
蔡琳晖等以预处理后的高浓度淀粉废水为碳源,对用NII4菌株生产微生物絮凝剂的可行性及其相关工艺条件进行了探讨分析。
结果为:
淀粉废水经预处理(处理方式,空气中静置或曝气、加人酒粬后空气中静置或曝气;处理时间,2-4h)后,将菌株NII4接入以处理液为碳源的培养基中培养4h,培养液显示有较好的絮凝效果。
另外,他们还发现在培养液的活菌株快速增长和衰亡时培养液有较好的絮凝效果。
五结语
国内目前对于淀粉加工废水治理方面的研究比较重视,在这方面不断取得新的进步。
虽然和国外发达国家相比还有很大差距,但处理方法和工艺已相当成熟,基本适应我国淀粉加工业的发展需要。
由于淀粉废水的高有机浓度和无毒等特点,目前应用
 升级会员
升级会员 