7A文国际GM代码大全.docx
《7A文国际GM代码大全.docx》由会员分享,可在线阅读,更多相关《7A文国际GM代码大全.docx(37页珍藏版)》请在冰豆网上搜索。
7A文国际GM代码大全
第5章國際標準G、M碼指令功能
第一節指令功能釋意與應用
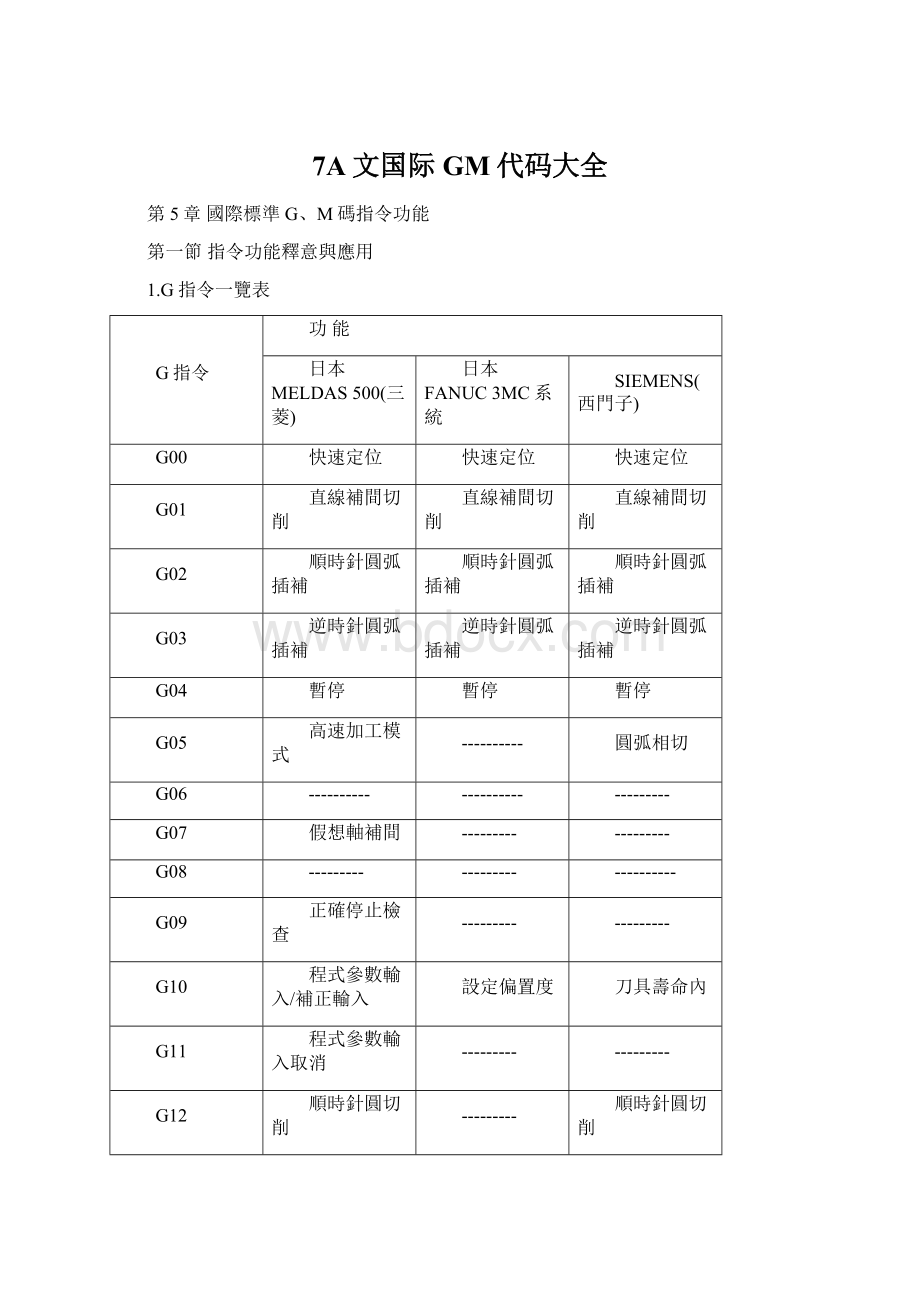
1.G指令一覽表
G指令
功能
日本MELDAS500(三菱)
日本FANUC3MC系統
SIEMENS(西門子)
G00
快速定位
快速定位
快速定位
G01
直線補間切削
直線補間切削
直線補間切削
G02
順時針圓弧插補
順時針圓弧插補
順時針圓弧插補
G03
逆時針圓弧插補
逆時針圓弧插補
逆時針圓弧插補
G04
暫停
暫停
暫停
G05
高速加工模式
----------
圓弧相切
G06
----------
----------
---------
G07
假想軸補間
---------
---------
G08
---------
---------
----------
G09
正確停止檢查
---------
---------
G10
程式參數輸入/補正輸入
設定偏置度
刀具壽命內
G11
程式參數輸入取消
---------
---------
G12
順時針圓切削
---------
順時針圓切削
G13
逆時針圓切削
---------
逆時針圓切削
G14-G16
不指定
不指定
不指定
G17
平面選擇R-R
平面選擇R-R
平面選擇R-R
G18
平面選擇Z-R
平面選擇Z-R
平面選擇Z-R
G19
平面選擇R-Z
平面選擇R-Z
平面選擇R-Z
G20
英制指令
英制輸入
直徑指定
G21
公制指令
公制輸入
半徑指定
G22
行程極限檢查有效
----------
----------
G23
行程極限檢查無效
----------
---------
G24-G26
不指定
不指定
不指定
G27
參考原點檢查
參考原點檢查
參考原點檢查
G指令
功能
日本MELDAS500(三菱)
日本FANUC3MC系統
SIEMENS(西門子)
G28
參考原點複歸
參考原點複歸
參考原點複歸
G29
開始點複歸
開始點複歸
開始點複歸
G30
第2~4參考原點複歸
---------
鏡射設置
G31
跳越機能
---------
---------
G32
---------
---------
---------
G33
螺紋切削
---------
單遍螺紋切削
G34
特別固定迴轉
----------
增螺距螺紋切削
G35
特別固定迴轉
----------
減螺距螺紋切削
G36
特別固定迴轉
----------
自動螺紋
G37
自動刀具長測定
----------
自動螺紋加工
G38
刀具徑補正向量補正
----------
---------
G39
刀具徑補正轉角圓弧補正
----------
---------
G40
刀具徑補正取消/3次元徑補正
刀具徑補正取消
刀具補正取消
G41
刀具徑補正左/3次元補正
刀具徑補正左
刀具左補正
G42
刀具徑補正右/3次元補正
刀具徑補正右
刀具右補正
G43
刀具長補正量(+)
刀具長補正量(+)
----------
G44
刀具長補正量(-)
刀具長補正量(-)
----------
G45
刀具位置補正(伸長)
----------
夾具偏移
G46
刀具位置補正(縮小)
----------
雙正軸暫停
G47
刀具位置補正2倍伸長
----------
動態Z軸DRO方式
G48
刀具位置補正2倍縮小
---------
---------
G49
刀具長補正量(取消)
刀具長補正量取消
--------
G50
比例縮放(取消)
---------
M碼定義輸入
G51
比例縮放(有效)
----------
----------
G52
局部座標系設定
----------
----------
G53
機械座標系選擇
----------
----------
G指令
功能
日本MELDAS500(三菱)
日本FANUC3MC系統
SIEMENS(西門子)
G54
工作座標系1選擇
---------
---------
G55
工作座標系2選擇
---------
探測限制
G56
工作座標系3選擇
---------
零件探測
G57
工作座標系4選擇
---------
圓孔探測
G58
工作座標系5選擇
---------
刀具探測
G59
工作座標系6選擇
---------
PAL變數賦值
G60
單方向位置定位
----------
軟體限位元區域
G61
正確停止檢查模式
----------
軟體限位元無效
G62
自動轉角進給率調整
----------
進現速率修調禁區
G63
攻牙模式
----------
---------
G64
切削模式
----------
---------
G65
巨集程式單一呼出
用戶巨集指令命令
---------
G66
巨集程式狀態呼叫A
----------
----------
G67
巨集程式狀態呼叫B
----------
----------
G68
座標回轉有效
----------
----------
G69
座標回轉取消
----------
----------
G70
使用者固定迴轉
----------
英制
G71
使用者固定迴轉
----------
公制
G72
使用者固定迴轉
----------
零件程式放大/縮小
G73
固定迴圈(高速深孔鑽)
分級進給鑽孔迴圈
點到點插補
G74
固定迴圈(攻反牙)
反攻絲迴圈
工件旋轉
G75
使用者固定迴圈
----------
型腔迴圈
G76
固定迴圈(精搪孔)
---------
----------
G77
使用者固定迴圈
----------
----------
G78
使用者固定迴圈
----------
----------
G79
使用者固定迴圈
----------
----------
G指令
功能
日本MELDAS500(三菱)
日本FANUC3MC系統
SIEMENS(西門子)
G80
固定迴圈取消
固定迴圈取消
固定迴圈取消
G81
固定迴圈(鑽孔)
固定迴圈(鑽孔)
固定迴圈(鑽孔)
G82
固定迴圈(鑽孔)/(反搪孔)
固定迴圈(鑽孔)/(反搪孔)
固定迴圈(鑽孔)/(反搪孔)
G83
固定迴圈(深鑽孔)
固定迴圈(深鑽孔)
固定迴圈(深鑽孔)
G84
固定迴圈(攻絲)
固定迴圈(攻絲)
固定迴圈(攻絲)
G85
固定迴圈(搪孔)
固定迴圈(搪孔)
固定迴圈(搪孔)
G86
固定迴圈(搪孔)
固定迴圈(搪孔)
固定迴圈(搪孔)
G87
固定迴圈(反搪孔)
固定迴圈(反搪孔)
固定迴圈(反搪孔)
G88
固定迴圈(搪孔)
固定迴圈(搪孔)
固定迴圈(搪孔)
G89
固定迴圈(搪孔)
----------
----------
G90
絕對值指令
絕對值指令
絕對值指令
G91
增量值指令
增量值指令
增量值指令
G92
機械座標系設定
機械座標系設定
機械座標系設定
G93
逆時針進給
---------
----------
G94
非同期切削(每分鐘進給)
非同期切削(每分鐘進給)
設置旋轉軸速率
G95
同期切削(每回轉進給)
---------
IPR1MMPN進給
G96
同速一定控制有效
---------
CCS
G97
同速一定控制無效
---------
RPM編程
G98
固定迴圈起始點複歸
固定迴圈起始點複歸
ALL/DEC禁區
G99
固定迴圈R點複歸
固定迴圈R點複歸
取消預置寄存
G101-110
使用者巨集I(二、十、一、×/÷、√+、Sin、Cos、Tanl、√-)
2.M指令一覽表
M指令
功能
永進
麗偉
RII
協鴻
M58
……
……
……
油路鑽孔給水
M98
主程式呼叫副程式
主程式呼叫副程式
主程式呼叫副程式
主程式呼叫副程式
M99
副程式回到主程式
副程式回到主程式
副程式回到主程式
副程式回到主程式
M04
主軸反轉
主軸反轉
主軸反轉
主軸反轉
M05
主軸停止
主軸停止
主軸停止
主軸停止
M06
自動換刀
自動換刀
自動換刀
自動換刀
M08
切削液開
切削液開
切削液開
切削液開
M09
切削液關
切削液關
切削液關
切削液關
M12
油路鑽開
刀庫反轉
……
……
M14
切削吹氣(開)
主軸反轉
……
……
M15
切削吹氣(關)
……
……
……
M19
主軸定位
……
……
……
M21
自動刀長量測吹削關
……
刀具庫移至右邊
……
M22
升降套夾緊
……
刀具庫移至左邊
……
M23
升降套放鬆
……
刀庫門打開
……
M24
……
……
刀庫門關閉
……
M25
第五軸夾緊
主軸夾緊
主軸夾刀
……
M26
第五軸鬆開
第五軸鬆開
第五軸鬆開
……
M29
剛性攻牙
……
……
……
M30
程式結束及後置
程式結束及後置
程式結束及後置
程式結束及後置
M38
……
油路給水
……
……
M40
主軸控檔
……
……
……
M50
……
……
……
吹氣
M41
卷削機正轉
……
……
……
M42
卷削機反轉
……
……
……
M43
卷削機停止
……
……
……
M99
副程式回到主程式
副程式回到主程式
副程式回到主程式
副程式回到主程式
2.2M指令一般為機台的本身性能,故一般為輔助作用。
如:
T05M06
進行換刀
選擇刀號
S1800M03
主軸正轉
進行轉速設定
M08
為單獨指令使用進行加工中冷卻給水
第二節(三菱)指令格式說明
A
一.基礎編程
c
1.1G00RBRBZB(快速定位)
(從A點→B點→C點→D點)
R.R.Z是目標點座標
B
見G00軌跡如圖(5-1)
B
刀具從A點快速三軸同動移位到B點
a為刀具軌跡圖(5-1)
1.2G01R_R_Z_(直線補間切削)及G90G91的應用
R、R、Z是目標點座標
圖(5-2)CNC銑床加工某型腔。
銑刀直徑爲
圖(5-2)
Φ6型腔深2mm,刀具加工軌跡如圖(5-3)
工件加工零點,由面板操作。
設定OP點為零點.
我們分別用G90(絕對座標)和G91(增量座標)
Op
編程
絕對值編程
增量值編程
N0010;
G00;
R30.R25.Z3.S150G90M03;
G01Z-2.F150;
R20.R0.;
R-20.;
R-20.;
R0.;
R-30.R25.;
R30.;
R20.R0.;
G00.Z80.;
G00.R0.R0.;
注:
開機爲G90狀態
N0010;
G00;
R30.R25.Z3.S150G90M03;
G91G01Z-5.F150;
R-10.R-25.;
R-20.;
R-40.;
R20.;
R-10.R25.;
R60.;
G90G00Z80.;
G00R0.R0.Z100.;
M02
圖(5-3)
Y
1.3指令G17、G18、G19
該組指令用於選擇直線圓弧補間平面,
G17選擇R、R平面,G18選擇R、Z
平面,G19選擇RZ平面如圖(5-4)
G17.G18.G19應用程式如下表
圖(5-4)
如圖(5-5)
刀心按“O→A-B→C→D→B-0”軌直線運動。
當刀具三軸同動或單軸移動時可用G17狀態。
程式
說明
N0010;
G01R0.R0.Z0.F150;
S1500M03;
R40.R30.;
Z-3.;
G19R0.Z0.;
G17R0.R30.;
G18R40.Z-3.;
G17R0.R0.Z0.;
G00Z100.;
M02;
刀具進0點主軸正轉1500MM/MinF值
G17狀態RR平面
R.R平面插補0→A
Z軸移動A→B
R.Z平面補間B→C
R.R平面補間C→D
R.Z平面補間D→B
三軸同功B→0
刀具上升至安全高度
程式如下:
圖(5-5)
1.4圓弧切削
指令G02G03
功能:
使刀具從圓弧起點,沿圓弧移動到圓弧終點。
G02為順時針圓弧切削,G03為逆時針圓弧切削。
一般格式如下:
{
G02
G03
}
G17R__R__R__I__J__F__
{
G02
G03
}
G18R__Z__R__I__J__F__
{
G02
G03
}
G19R__Z__R__I__J__F__
說明:
(1)RRZ是圓弧終點座標,增量方式時是圓弧起點的增量座標。
(2)IJK是圓弧圓心,在RRZ軸上的座標,有兩種表達方式:
其一絕對方式時IJK為絕對座標。
其二無論絕對增量編程,IJK均為圓弧起點相對圓心的增量座標。
(3)圓弧大小以R表示時稱為圓弧半徑表示法,以IJK表示時稱為弧心表示法.R值無方向性IJK值有方向性故銑全圓時僅用IJK指令法,不能用R指令法因為全圓銑削時起點與終點相同而通過一相同點半徑為R之圓弧有無數個.
(4)通過距離小於直徑之任意兩點(起點與終點)而半徑為R之圓弧有兩個為了區分此兩個圓弧常用R之正負值來判定當圓弧所對應之夾角小於或等於180度,R為正值,夾角大於180度時R為負值.
A
(5)R是圓弧半徑,若用半徑R,則圓心座標
不採用。
例:
如圖(5-6)
進行編程,其為半徑50的圓,圓心位
於座標原點,寫出中心軌迹。
A→B、B→C、
圖(5-6)
C→A的圓弧插補程式如下:
A→B:
G17G03R0.R50.I0.J0.(絕對值編程)
B→C:
G19G91G03R-50.Z50.J-50.K0.(增量編程)
C→A:
G18G03R50.Z0.I0.K-50.(絕對值編程,圓心座標為增量值)
1.5G54---G59工作座標系補正。
G54---G59非移動指令,若要使刀具運行至偏置點需再加G00G01指令。
在G54---G59六個座標系上,可同時放置六個同樣工件,每個工件皆可以得到同樣的加工。
例:
如圖(5-7)
A.工件補正量的設定
工件:
1.R=-100.00R=-100.00……G54
2.R=-100.00R=-500.00……G55
3.R=-500.00R=-100.00……G56
4.R=-500.00R=-500.00……G57
5.R=-900.00R=-100.00……G58
6.R=-900.00R=-500.00……G59
B.加工程式(副程式)
0100
G90G0G43R-50.R-50.Z-100.H10;位置定位及刀長補正
G01R-200.F50;
R-200.;端面切削
R-50.;
G80G49;
G28R0.R0.Z0.;
G98G81R-125.R-75.Z-150.R-100.F40.;
R-175.R-125.;
R-125.R-175.;鑽孔
R-75.R-125.;
G80G49;
G28R0.R0.Z0.;
G98G84R-125.R-75.Z-150.R-100.F40;
R-175.R-125.;
R-125.R-175.;攻牙
R-75.R-125.;
G80;
M99;
C.位置定位程式:
G28R0.R0.Z0.;機械原點歸位
G90G54M98P100;
G55M98P100;
G56M98P100;
G57M98P100;
G58M98P100;
G59M98P100;
圖(5-7)
G28R0R0Z0;
M02;
1.6G40、G41、G42刀徑補償指令的運用。
AG40G41G42指令機床初始狀態為G42。
B建立和取消刀具補償指令必須與G01或G00指令組合完成。
C基本格式:
G41G01
G42R__R__F__
G40G00
例:
圖(5-8)
程式
說明
01000
G54R-70.R100.Z-140.;
S1500M03;
G00R0.R0.Z2.;
G01Z-3.F150;
G01G41D41R20.R14.;
G01R62.;
G02R44.R86.I24.J0.;
G01R96.;
G03R120.R62.I24.J0.;
G01R40.;
G01R100.R14.;
G01R20.;
G40R0.R0.;
M02.;
程式名稱
設工件零點
主軸正轉1500r/Min
刀具快進至(0,0,2)處
刀具加工至深3mm處
建立刀具左補正0→A刀具補正值輸入位置號碼爲41
加工中進行刀具左補正
刀具補償取消
程式結束
編程如下表:
圖(5-8)
1.7G76精搪孔指令運用
本指令的使用,在加工表面上不會有傷痕
及刀紋,可以做為高精度搪孔。
G76編程順序如下:
例圖(5-9)
程式
說明
G43H01S1800M03;
G90G00Z100.;
G0R25.R25.;
G98G76R25.R25.Z20.
R3.Q0.5F150;
R125.R25;
R25.R75;
R125.R75;
M02;
刀具長度補正主軸正轉1800r/Min
絕對座標Z軸快速定位
刀具快速定位至(R25,R25)
刀具在R25.R25位置進行精搪孔
具體如圖(十)
同時加工另三個孔
程式結束
圖(5-9)
二.幾種常見加工方法編程簡介
2.1外形加工法即G01指令的執行
目的:
令刀具沿著工件成型部位外形進行指令移動。
指令格式:
G01R__R__F__(如圖5-10)
座標值切削進給率
加工刀具
2.2圓弧移動切削加工指令
目的:
令刀具沿著圓弧的內外徑進行切削,就刀具進刀方向而言,有順銑﹑逆銑兩種。
指令格式:
G02
G03R__R__R__F__(如圖5-11)
圓心座標圓半徑進給率
加工刀具
2.3棋盤孔循環G37.1
目的:
為方便程式編集在工位均勻分布的情況下一種快捷加工方法。
格式:
G37.1R___R__I__P__J__K__L__(如圖5-12)
R.R.起點座標受G90/G91影響
I.R軸的孔間距
P.R軸的孔數
J.R軸的孔間距
K.R軸的孔數
L.L不加零在下刀點的地方鑽一個孔,加零不在下刀點的地
方鑽一個孔
2.4圓弧孔循環G36
目的:
為方便在同一直徑,圓弧上均勻分布的孔位加工。
指令格式:
G36R__R__I__J__P__K__(如圖5-13)
R.R.為圓弧座標中心
I.為圓弧的半徑
J.為最初鑽孔點的角度
P.為角度間距
K
K.為孔的數量
2.5角度直線孔循環G35
目的:
為方便在同一條有角度直線上均勻分布的孔加工。
指令格式:
G35R__R__I__J__K__(如圖5-14)
R.R.為起點座標
I.為孔之間的距离
J.為角度值反方向為負值
K.為孔的個數
2.6圓周孔循環加工G34
目的:
為方便在同一圓上均勻分布的孔加工。
指令格式:
G34R__R__I__J__K__(如圖5-15)
R.R.圓周孔循環的中心座標
I.圓的半徑(R)。
輸入設定以正數表示
J.最初孔的角度反時針方向為負
K.鑽孔的個數不可設定為零警示為P221
2.7圓錘狀切削
目的:
圓錘狀切削為錘狀切削的應用只是始點終點在同中心線上。
錘狀可以依圓弧徑增減,此時,螺距依Z/P決定。
指令格式:
G2.1R__R__Z__I__P__F__(如圖5-16)
2.8螺旋補間G17~G19G02G03
目的:
依據G02/G03指令及平面選擇G指令(G17G18G19)
在選擇平面內,可以一邊做圓弧補間,一邊做第三軸直線補間。
指令格式:
G17G02R____R____Z____I____J____P____F____
G03
圓弧終點座標圓弧中心座標螺距數進給
G17G02R____R____Z____R____F____(如圖5-17)
G03
圓弧終點座標圓弧半徑進給
第二節(西門子)面板程式的編寫
一基本格式
一、西門子面板的程式輸入,無論是手動編程還是网絡輸入,基
本格式如下:
粗加工程式頭
粗加工程式尾
精加工程式頭
FFWONFFWOFHSC(0.01)NSC
G64M30T1D1M30
SOFT(BRISK/JERK)%
注:
1.FFWON……FFWOFHSC(0.01)……NSC為SIEMENS專用程式首尾呼應格式
G64:
輪廓路徑連續模式,指令作用是維持CAD/CAM所產生連續點狀路徑高速行進,完成每一單節自動加減速與定位動作及轉角自動減速
SOFT:
軟加減速
BLISK:
硬加減速
JERK:
NSC指數加減數
0.01:
加工精度(mm)
二、程式編寫注意事項
2.1在程式的第一個F值前的單節必須有S值
2.2G01後面必須跟F值
2.3用G41G42補正刀徑時,補正結束後必須用G40取消
2.4確定左右補正的兩個要素
2.4.1刀具與工件相對的方向與位置
2.4.2刀具的切削進給方向
2.4.
 升级会员
升级会员 